Descargar la presentación
La descarga está en progreso. Por favor, espere

1
LOS MATERIALES METÁLICOS
FÉRRICOS

2
INTRODUCCIÓN El hierro y sus aleaciones, es el metal de uso industrial más importante, ya que debido a sus propiedades, su abundancia y el hecho de que su extracción y procedimiento de obtención sea relativamente fácil, su empleo es mucho más importante que el del resto de los metales juntos, aplicándose en la construcción de máquinas y herramientas, estructuras de puentes, edificios, barcos, envases, armas, ferrocarriles etc… Aunque conocido desde la prehistoria (4.000 a.d.c), el trabajo del hierro se extendió por Europa desde Oriente Próximo a partir del a.d.c., utilizándose en la construcción de armas y herramientas agrícolas, objetos ornamentales y recipientes de todo tipo.
, el trabajo del hierro se extendió por Europa desde Oriente Próximo a partir del a.d.c., utilizándose en la construcción de armas y herramientas agrícolas, objetos ornamentales y recipientes de todo tipo.")
3
La importancia y versatilidad de este metal se debe a:
Su abundancia y facilidad de extracción y transformación mediante un proceso perfeccionado a lo largo de muchos siglos, hace que sea un material relativamente barato. Sus excelentes propiedades mecánicas le permiten ser utilizado como material estructural. Admite cualquier proceso de fabricación: forja, laminación, extrusión, estirado y trefilado, moldeo, doblado, embutición, torneado, etc; lo que permite fabricar piezas de geometrías muy diversas y formas complicadas. Sus propiedades pueden variar en rangos muy amplios mediante la incorporación de elementos de aleación y tratamientos térmicos.

4
ESTADO NATURAL El hierro es un metal muy abundante, constituye el 4,7% de la corteza terrestre, lo que le convierte en el cuarto elemento de la misma. No se encuentra libre en la naturaleza porque es un metal químicamente muy activo y se combina con otros elementos. Los principales minerales de hierro son: La magnetita: mezcla de óxidos con una buena proporción de hierro (60-70%), pero poco abundante en la naturaleza. La siderita (FeC03): tiene un porcentaje bajo de hierro (30-40%) La pirita (FeS2): no se usa mucho como mineral de hierro debido a la dificultad de eliminar el azufre que es muy perjudicial, además tiene un porcentaje bajo de hierro (40%). La hematites (oligisto) (Fe203): es el principal mineral de hierro, abundante y con porcentajes de hierro del 40-60%
, pero poco abundante en la naturaleza. La siderita (FeC03): tiene un porcentaje bajo de hierro (30-40%) La pirita (FeS2): no se usa mucho como mineral de hierro debido a la dificultad de eliminar el azufre que es muy perjudicial, además tiene un porcentaje bajo de hierro (40%). La hematites (oligisto) (Fe203): es el principal mineral de hierro, abundante y con porcentajes de hierro del 40-60%")
5
PROPIEDADES El hierro técnicamente puro, presenta las siguientes características: Tono blanco azulado y brillo metálico. Magnetizable fácilmente a temperatura ambiente. Blando, dúctil y maleable. Punto de fusión: 1.535ºC. Punto de ebullición: 2.750ºC Densidad: 7,87 gr/cm3 Conduce el calor y la electricidad. Químicamente activo: se combina fácilmente con halógenos, azufre, fósforo, carbono y silicio. Se oxida fácilmente: expuesto al aire forma óxido de hierro monohidratado (orín) (Fe203 . H20) que tiende a desprenderse.
 (Fe203 . H20) que tiende a desprenderse.")
6
Parámetro de la red en A (10-10 m)
Cristaliza en tres variedades alotrópicas estables a intervalos distintos de temperatura, que determinan ciertas propiedades, como el magnetismo y la cantidad de carbono que pueden disolver: Temperaturas Variedad alotrópica Red cristalina Parámetro de la red en A (10-10 m) Hasta 788 ºC BCC 2,86 ºC β 2,90 910 – ºC γ FCC 3,60 1.400 – ºC δ 2,93 Debido a sus bajas propiedades mecánicas y su tendencia a la oxidación, el hierro puro no tiene aplicación industrial, salvo láminas galvanizadas y chapas y núcleos magnetizables para electroimanes. Por este motivo se utiliza, casi siempre aleado con carbono o con carbono y otros elementos. DIAGRAMA
 Hasta 788 ºC. BCC. 2, ºC. β. 2, – ºC. γ. FCC. 3, – ºC. δ. 2,93. Debido a sus bajas propiedades mecánicas y su tendencia a. la oxidación, el hierro puro no tiene aplicación industrial, salvo láminas galvanizadas y chapas y núcleos magnetizables para electroimanes. Por este motivo se utiliza, casi siempre aleado con carbono o con carbono y otros elementos. DIAGRAMA.")
7
ALEACIONES DE HIERRO DE INTERÉS INDUSTRIAL
El hierro técnicamente puro (99,99%), no tiene aplicación industrial, siendo además difícil de obtener. Para ello será necesario recurrir a métodos electrolíticos. Se emplea siempre aleado con carbono o con carbono y otros elementos, obteniéndose los siguientes productos: HIERRO: con menos del 0,03% de carbono, tiene escaso interés industrial debido a sus inadecuadas propiedades mecánicas. ACERO: la aleación metálica más utilizada. Contiene entre un 0,03% y un 1,8% de carbono y, cantidades variables de otros elementos que entran en la composición como impurezas o se añaden para conseguir determinadas propiedades. FUNDICIÓN: aleación de hierro con carbono (1,8% - 6,67%) y pequeñas cantidades de silicio, manganeso, azufre y fósforo que entran como impurezas. Pueden añadirse otros elementos para mejorar sus propiedades.
, no tiene aplicación industrial, siendo además difícil de obtener. Para ello será necesario recurrir a métodos electrolíticos. Se emplea siempre aleado con carbono o con carbono y otros elementos, obteniéndose los siguientes productos: HIERRO: con menos del 0,03% de carbono, tiene escaso interés industrial debido a sus inadecuadas propiedades mecánicas. ACERO: la aleación metálica más utilizada. Contiene entre un 0,03% y un 1,8% de carbono y, cantidades variables de otros elementos que entran en la composición como impurezas o se añaden para conseguir determinadas propiedades. FUNDICIÓN: aleación de hierro con carbono (1,8% - 6,67%) y pequeñas cantidades de silicio, manganeso, azufre y fósforo que entran como impurezas. Pueden añadirse otros elementos para mejorar sus propiedades.")
8
ACERO Es la aleación de hierro con carbono con porcentaje de este entre el 0,03% y alrededor del 1,8%, pudiendo contener otros elementos que le confieren propiedades especiales (aceros aleados). Sus características fundamentales son que puede ser conformado mediante procesos de deformación plástica y experimentar importantes transformaciones en su estructura, sin perder el estado sólido, mediante tratamientos térmicos. Antes del siglo XIV, se produjo accidentalmente durante la obtención del hierro, porque se utilizaba carbón vegetal para calentar el mineral en hornos de tiro forzado. A continuación se golpeaba la masa con grandes martillos para expulsar la escoria. A partir del siglo XIV aumentó la capacidad de los hornos y se aprendió a fabricar acero mediante un proceso de refino del arrabio, tal y como se hace actualmente. Los aceros son el principal y más importante de los productos siderúrgicos. Aunque conocido desde la antigüedad, su producción industrial a gran escala comienza a mediados del siglo XIX con la introducción de los convertidores, en particular el de Bessemer (1855).
. Sus características fundamentales son que puede ser conformado mediante procesos de deformación plástica y experimentar importantes transformaciones en su estructura, sin perder el estado sólido, mediante tratamientos térmicos. Antes del siglo XIV, se produjo accidentalmente durante la obtención del hierro, porque se utilizaba carbón vegetal para calentar el mineral en hornos de tiro forzado. A continuación se golpeaba la masa con grandes martillos para expulsar la escoria. A partir del siglo XIV aumentó la capacidad de los hornos y se aprendió a fabricar acero mediante un proceso de refino del arrabio, tal y como se hace actualmente. Los aceros son el principal y más importante de los productos siderúrgicos. Aunque conocido desde la antigüedad, su producción industrial a gran escala comienza a mediados del siglo XIX con la introducción de los convertidores, en particular el de Bessemer (1855).")
9
Su porcentaje de carbono determina sus propiedades mecánicas
Su porcentaje de carbono determina sus propiedades mecánicas. Cuanto más elevado es este porcentaje mayor es su dureza y resistencia, pero también es más frágil y disminuye su capacidad plástica (ductilidad y maleabilidad). Además, su punto de fusión varía entre y ºC y su densidad entre 7,6 y 7,8 gr/cm3. Sus propiedades más importantes son: Capacidad plástica (dúctiles y maleables). Elevada resistencia mecánica. Duros y tenaces. Pueden ser trabajados mediante procesos de deformación plástica (forja) y por moldeo. Se pueden soldar con facilidad. Se oxidan fácilmente (salvo los inoxidables)
. Además, su punto de fusión varía entre y ºC y su densidad entre 7,6 y 7,8 gr/cm3. Sus propiedades más importantes son: Capacidad plástica (dúctiles y maleables). Elevada resistencia mecánica. Duros y tenaces. Pueden ser trabajados mediante procesos de deformación plástica (forja) y por moldeo. Se pueden soldar con facilidad. Se oxidan fácilmente (salvo los inoxidables)")
10
TIPOS DE ACERO En función del % de carbono.
Ya que el porcentaje de carbono determina sus propiedades mecánicas (dureza, resistencia, límite elástico, etc), se suelen clasificar como:
, se suelen clasificar como:")
11
Diagrama

12
Diagrama

13
Diagrama

14
En función de que contengan o no otros elementos de aleación.
ACEROS AL CARBONO U ORDINARIOS: aparte del carbono, la existencia de otros elementos en la composición es irrelevante y no supera unos ciertos límites establecidos. ACEROS ALEADOS: contienen elementos de aleación diferentes al carbono en proporciones mayores a unos límites establecidos. Dentro de este grupo se encontrarían algunos aceros especiales como los inoxidables, los aceros para alta temperatura y los aceros para herramientas, que se consideran de alta aleación porque incorporan varios constituyentes y en porcentajes significativos. (> 5,5%)
")
15
ALGUNOS ELEMENTOS DE ALEACIÓN
La mayoría de los elementos de aleación que se incorporan al acero, mejoran sus propiedades mecánicas: dureza, resistencia a la tracción, tenacidad, etc; pero algunos mejoran también otras propiedades: El cromo es la base de los aceros inoxidables y refractarios. El wolframio mantiene las propiedades mecánicas aún a temperaturas elevadas, empleándose en aceros para herramientas de corte y otros trabajos en caliente. El cromo, vanadio, molibdeno y wolframio, se emplean también para herramientas, porque proporcionan dureza y resistencia al desgaste. El cobalto y el silicio proporcionan buenas características magnéticas. Además el silicio favorece la resistencia a la corrosión y a tas elevadas. El plomo favorece la conformación por arranque de viruta porque, al tener un punto de fusión bajo, actúa como lubricante. El manganeso, el níquel y otros, favorecen ciertos tratamientos térmicos como el temple. Etc, etc,

16
FUNDICIONES Las aleaciones de hierro con porcentajes altos de carbono, son duras pero demasiado frágiles, aunque con tratamientos térmicos se puede aumentar su tenacidad. Cuando se supera el 1,8% (límite del acero), la solución sólida γ no puede disolver más carbono. El resultado es una aleación en la que el carbono en exceso precipita en forma de carburo de hierro (Fe3C), dando productos demasiado duros y frágiles y difíciles de mecanizar; o bien, precipita en forma de láminas de grafito que es blando y de resistencia baja y además provoca discontinuidades en la masa que le hacen demasiado frágil. Estas aleaciones se llaman fundiciones, y abarcan desde un contenido en C de, aproximadamente el 1,8% hasta el 6,67% (% de C de la cementita Fe3C), aunque las que contienen por encima del 4 o 5% de C carecen de interés industrial debido a su extrema fragilidad.
, la solución sólida γ no puede disolver más carbono. El resultado es una aleación en la que el carbono en exceso precipita en forma de carburo de hierro (Fe3C), dando productos demasiado duros y frágiles y difíciles de mecanizar; o bien, precipita en forma de láminas de grafito que es blando y de resistencia baja y además provoca discontinuidades en la masa que le hacen demasiado frágil. Estas aleaciones se llaman fundiciones, y abarcan desde un contenido en C de, aproximadamente el 1,8% hasta el 6,67% (% de C de la cementita Fe3C), aunque las que contienen por encima del 4 o 5% de C carecen de interés industrial debido a su extrema fragilidad.")
17
DIAGRAMA DE EQUILIBRIO Fe – Fe3C
VOLVER

18
Se llama fundición a la aleación de Fe con C, con contenido en C por encima del 1,8%, que casi siempre contienen cantidades apreciables de Si (0,5-3%) y Mn (0,4-2%) e impurezas de azufre y fósforo. Estas aleaciones no pueden ser trabajadas por procesos de deformación plástica (forja). Sin embargo, debido a su baja temperatura de fusión y la baja contracción que experimenta al solidificar (ya que la formación de grafito provoca un aumento de volumen), son especialmente aptas para la obtención de piezas por moldeo, y también debido al grafito, son fáciles de mecanizar y tienen un coeficiente de rozamiento bajo. Se utilizan en la fabricación de piezas por moldeo, tales como: bancadas de motores y máquinas herramienta, carteres, bloques de cilindros, pistones, cigüeñales, objetos artísticos, tapas de alcantarilla, objetos decorativos, piezas pequeñas de geometría complicada, como engranajes, levas, ruedas de cadenas, etc
. Sin embargo, debido a su baja temperatura de fusión y la baja contracción que experimenta al solidificar (ya que la formación de grafito provoca un aumento de volumen), son especialmente aptas para la obtención de piezas por moldeo, y también debido al grafito, son fáciles de mecanizar y tienen un coeficiente de rozamiento bajo. Se utilizan en la fabricación de piezas por moldeo, tales como: bancadas de motores y máquinas herramienta, carteres, bloques de cilindros, pistones, cigüeñales, objetos artísticos, tapas de alcantarilla, objetos decorativos, piezas pequeñas de geometría complicada, como engranajes, levas, ruedas de cadenas, etc.")
19
PROPIEDADES DE LAS FUNDICIONES
Las fundiciones se caracterizan por: Elevada colabilidad que les hace aptas para obtener piezas por moldeo. (muy fluidas) Imposibilidad de someterse a procesos de deformación plástica. (no son dúctiles ni maleables) Baja tª de fusión comparada con los aceros ( ºC) Densidad inferior al acero (7,2-7,6gr/cm3) No se sueldan con facilidad. Se mecanizan fácilmente. Absorben bien las vibraciones de las máquinas. Buena resistencia al desgaste y buena resistencia a tracción, Mayor resistencia a la oxidación que el acero. Por su fácil fabricación, las piezas son mas baratas que las de acero.
 Imposibilidad de someterse a procesos de deformación plástica. (no son dúctiles ni maleables) Baja tª de fusión comparada con los aceros ( ºC) Densidad inferior al acero (7,2-7,6gr/cm3) No se sueldan con facilidad. Se mecanizan fácilmente. Absorben bien las vibraciones de las máquinas. Buena resistencia al desgaste y buena resistencia a tracción, Mayor resistencia a la oxidación que el acero. Por su fácil fabricación, las piezas son mas baratas que las de acero.")
20
Diagrama

21
CLASIFICACIÓN DE FUNDICIONES
Las fundiciones se clasifican en tres grupos: Fundiciones ordinarias: aquellas que contienen hierro y carbono y pequeñas cantidades de Si, Mn, S y P. En su fabricación no se utiliza ninguna técnica especial ni se someten a ningún tratamiento térmico posterior. Fundiciones aleadas: cuando incorporan elementos de aleación tales como Ni, Cr, Si, Al, Mo, Ti, V, etc, en proporciones superiores a unos límites establecidos, con el fín de modificar las características de las fundiciones ordinarias. Fundiciones especiales: cuando la fundición ordinaria se somete a algún tratamiento térmico especial y/o se incorpora algún elemento para modificar la estructura interna o conseguir propiedades específicas.

22
FUNDICIONES ORDINARIAS
A su vez pueden ser: Blancas: cuando el carbono en exceso, precipita en forma de carburo de hierro (cementita Fe3C). Tienen lugar cuando la velocidad de enfriamiento no es lo suficientemente lenta como para que el carbono precipite en forma de grafito. Debido a su excesiva dureza y fragilidad, solo se emplean como materia prima para la obtención de acero y para ciertas piezas que requieren gran dureza superficial, como ruedas de molino, cilindros de laminar, matrices de embutir, etc. Grises: la mayor parte del carbono en exceso precipita en forma de láminas de grafito, si la velocidad de enfriamiento es lo suficientemente lenta. El proceso de grafitización se ve favorecido por la presencia de silicio (1,5 a 3%).
. Tienen lugar cuando la velocidad de enfriamiento no es lo suficientemente lenta como para que el carbono precipite en forma de grafito. Debido a su excesiva dureza y fragilidad, solo se emplean como materia prima para la obtención de acero y para ciertas piezas que requieren gran dureza superficial, como ruedas de molino, cilindros de laminar, matrices de embutir, etc. Grises: la mayor parte del carbono en exceso precipita en forma de láminas de grafito, si la velocidad de enfriamiento es lo suficientemente lenta. El proceso de grafitización se ve favorecido por la presencia de silicio (1,5 a 3%).")
23
Estas fundiciones son menos duras que las blancas pero más tenaces, se mecanizan fácilmente y tienen una elevada resistencia a la corrosión y al desgaste, ya que el grafito es blando y untuoso y le confiere propiedades autolubricantes. Se utilizan para la fabricación de piezas por moldeo. Atruchadas: este tipo de fundiciones tienen una composición que, en condiciones normales de enfriamiento daría una fundición gris, pero durante el moldeo se colocan enfriadores y, de forma controlada se consigue que ciertas zonas tengan estructura de fundición blanca. Se logran así piezas de elevada dureza superficial en esas zonas y tenacidad en el núcleo con estructura de función gris. Se fabrican, por ejemplo, levas, ruedas de ferrocarril, etc.

24
FUNDICIONES ALEADAS Aquellas que además de hierro y carbono contienen otros elementos en proporción superior a unos límites establecidos para potenciar alguna o algunas propiedades. A su vez pueden ser: De baja aleación: si contienen menos del 5% de estos elementos. Pertenecen a este grupo las fundiciones de alta resistencia, con Cr, Ni, Mo y Cu; y las fundiciones resistentes al desgaste, con Ni y Mn De alta aleación: si contienen más del 5% de estos elementos. Pertenecen a este grupo fundiciones que resisten bien a elevadas temperaturas (con Cr) y a la corrosión (con Ni, Cu y Cr)
 y a la corrosión (con Ni, Cu y Cr)")
25
FUNDICIONES ESPECIALES
Se obtienen a partir de las fundiciones ordinarias mediante determinados tratamientos térmicos o la adición de algún elemento químico. Algunas de las más importantes son: Maleables: por tratamiento térmico de recocido de fundición blanca se consigue un producto con cierta capacidad de deformación, menos frágil. Se emplea para fabricar piezas pequeñas de formas complicadas difíciles de obtener en acero moldeado. (piezas de máquinas y accesorios). De grafito esferoidal: la adición de Mg o Ce durante la colada, logra que el grafito adopte la forma de esferoides, consiguiendo productos de altas prestaciones mecánicas (límite elástico y resistencia a la tracción) y capacidad plástica capaces de sustituir con ventaja al acero en la fabricación de piezas por moldeo de formas complicadas. De grafito difuso: ciertos tratamientos térmicos sobre la fundición blanca, consiguen que el carbono precipite en forma de esferoides finamente dividido, con lo que se consigue aumentar aún más las prestaciones mecánicas y el alargamiento plástico.
. De grafito esferoidal: la adición de Mg o Ce durante la colada, logra que el grafito adopte la forma de esferoides, consiguiendo productos de altas prestaciones mecánicas (límite elástico y resistencia a la tracción) y capacidad plástica capaces de sustituir con ventaja al acero en la fabricación de piezas por moldeo de formas complicadas. De grafito difuso: ciertos tratamientos térmicos sobre la fundición blanca, consiguen que el carbono precipite en forma de esferoides finamente dividido, con lo que se consigue aumentar aún más las prestaciones mecánicas y el alargamiento plástico.")
26
EL PROCESO SIDERÚRGICO
El proceso siderúrgico es el conjunto de operaciones llevadas a cabo desde la extracción del mineral en la mina, hasta la consecución de un producto comercial (chapa, lámina, alambre, barra, lingote, perfil, pieza, etc) de aleación de hierro. Comprende un conjunto complejo de operaciones que incluye: La extracción y preparación de las materias primas (mineral, coque, fundentes, aditivos…) La obtención del arrabio en el horno alto. La fabricación de acero. Ajuste de la composición y otras operaciones. Colada y transformación en productos comerciales mediante procesos de deformación plástica. Otras operaciones: tratamientos térmicos, recubrimientos, etc.
 de aleación de hierro. Comprende un conjunto complejo de operaciones que incluye: La extracción y preparación de las materias primas (mineral, coque, fundentes, aditivos…) La obtención del arrabio en el horno alto. La fabricación de acero. Ajuste de la composición y otras operaciones. Colada y transformación en productos comerciales mediante procesos de deformación plástica. Otras operaciones: tratamientos térmicos, recubrimientos, etc.")
27
1.- PREPARACIÓN DE LAS MATERIAS PRIMAS
El mineral de hierro. El mineral de hierro que se extrae de la mina (óxido, carbonato o sulfuro), se somete a trituración y a continuación se separa la parte útil, llamada mena (mineral metálico) de la ganga (tierra, sílice y otras sustancias no ferrosas). Para ello se emplean métodos de separación magnética o decantación por diferencia de densidades. A continuación los minerales se transforman en óxidos: Los sulfuros (FeS2) se tuestan (calentamiento en presencia de oxigeno. Se forma óxido de hierro y se elimina S02 gaseoso. Los carbonatos (FeC03) se calcinan (calentamiento en ausencia de oxígeno). Se forma óxido de hierro y se elimina C02 gaseoso.
, se somete a trituración y a continuación se separa la parte útil, llamada mena (mineral metálico) de la ganga (tierra, sílice y otras sustancias no ferrosas). Para ello se emplean métodos de separación magnética o decantación por diferencia de densidades. A continuación los minerales se transforman en óxidos: Los sulfuros (FeS2) se tuestan (calentamiento en presencia de oxigeno. Se forma óxido de hierro y se elimina S02 gaseoso. Los carbonatos (FeC03) se calcinan (calentamiento en ausencia de oxígeno). Se forma óxido de hierro y se elimina C02 gaseoso.")
28
El carbón de coque. El carbón de coque es un carbón artificial obtenido por concentración de carbones naturales (hulla) mediante un proceso térmico a elevada temperatura y en ausencia de aire. Como consecuencia, la materia volátil de la hulla se desprende y los granos de hulla se aglutinan. El coque siderúrgico es duro y poroso. Tiene un contenido en C superior al 90%. Desempeña dos funciones: Actúa como combustible. Reduce los óxidos a hierro metálico. Fundentes. (formadores de escoria) A pesar de haber separado la mena de la ganga, el mineral contiene aún impurezas difíciles de eliminar, algunas de alto punto de fusión. Añadiendo piedra caliza triturada y o cuarzo, se consigue que estos reaccionen con las impurezas rebajando su punto de fusión y dando lugar a carbonatos y silicatos que forman la escoria. La escoria se separará posteriormente porque flota sobre el hierro fundido.
 mediante un proceso térmico a elevada temperatura y en ausencia de aire. Como consecuencia, la materia volátil de la hulla se desprende y los granos de hulla se aglutinan. El coque siderúrgico es duro y poroso. Tiene un contenido en C superior al 90%. Desempeña dos funciones: Actúa como combustible. Reduce los óxidos a hierro metálico. Fundentes. (formadores de escoria) A pesar de haber separado la mena de la ganga, el mineral contiene aún impurezas difíciles de eliminar, algunas de alto punto de fusión. Añadiendo piedra caliza triturada y o cuarzo, se consigue que estos reaccionen con las impurezas rebajando su punto de fusión y dando lugar a carbonatos y silicatos que forman la escoria. La escoria se separará posteriormente porque flota sobre el hierro fundido.")
29
Sinterización. En algunas ocasiones las materias primas no se cargan por separado en el horno, sino que se mezclan el mineral, el coque y los fundentes y se hace arder esta mezcla mientras se conduce por una cinta trasportadora provista de orificios, a través de los cuales se efectúa una aspiración. El calor hace que los materiales adquieran un esta pastoso de granos finos que se aglomeran. El producto obtenido (sinter), favorece la reducción del óxido de hierro por dos razones: Los materiales se encuentran ligados íntimamente. Al ser un material poroso, ofrece una eleva permeabilidad a los gases reductores, ya que la superficie de contacto del mineral con estos gases aumenta.
, favorece la reducción del óxido de hierro por dos razones: Los materiales se encuentran ligados íntimamente. Al ser un material poroso, ofrece una eleva permeabilidad a los gases reductores, ya que la superficie de contacto del mineral con estos gases aumenta.")
30
2.- OBTENCIÓN DEL ARRABIO.
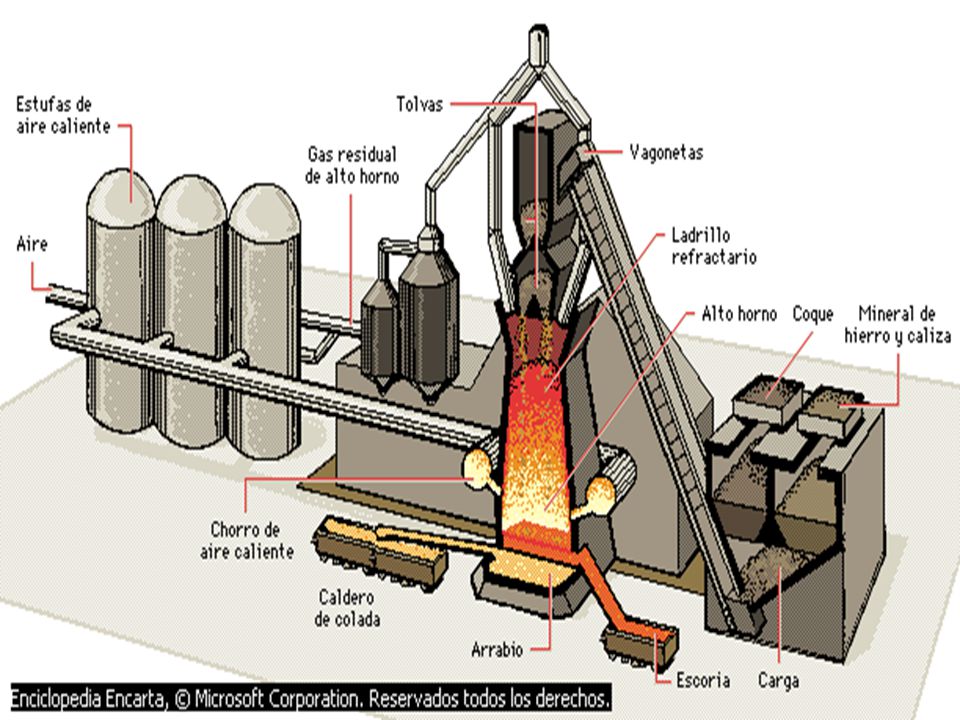
El horno alto. El horno alto es un recipiente de acero recubierto de material refractario, constituido por dos trancos de cono unidos por sus bases. En el tiene lugar la reducción del óxido de hierro a hierro metálico. La parte superior, tragante, dispone de un depósito de doble tapa para evitar la salida de gases durante la carga de los materiales. Allí también se sitúan los conductos para la recogida de gases. En la cuba, que es la parte más amplia, los materiales se van secando y calentando mientras descienden, y comienza el proceso de reducción. En el vientre, que es la parte más ancha tiene lugar la mayor parte del proceso de reducción.

31
SISTEMA DE SIFÓN

32
En los etalajes se encuentran las toberas por donde se inyecta aire caliente y fuel. En esa zona se produce la combustión del coque y el fuel, la reducción final y la formación de escoria. En el crisol, situado en el fondo, se deposita el arrabio (hierro fundido). Sobre él flota la escoria, que es menos pesada. La piquera es un orificio situado en el crisol, por donde se extrae el arrabio a intervalos regulares. La bigotera o piquera de la escoria, es un orificio situado más arriba por donde se extrae la escoria. A veces el crisol dispone de una sola piquera por donde salen el arrabio y la escoria que se separan mediante un sistema de “sifón”. El horno, que puede medir hasta 70 metros, funciona de forma continua. La materia prima que se va a introducir en el horno se divide en pequeñas cargas que se introducen a intervalos de entre 10 y 15 minutos. La escoria que flota sobre el metal fundido se retira una vez cada dos horas, y el hierro se sangra cinco veces al día.
. Sobre él flota la escoria, que es menos pesada. La piquera es un orificio situado en el crisol, por donde se extrae el arrabio a intervalos regulares. La bigotera o piquera de la escoria, es un orificio situado más arriba por donde se extrae la escoria. A veces el crisol dispone de una sola piquera por donde salen el arrabio y la escoria que se separan mediante un sistema de sifón . El horno, que puede medir hasta 70 metros, funciona de forma continua. La materia prima que se va a introducir en el horno se divide en pequeñas cargas que se introducen a intervalos de entre 10 y 15 minutos. La escoria que flota sobre el metal fundido se retira una vez cada dos horas, y el hierro se sangra cinco veces al día.")
33
Las materias primas que se vierten en el horno.
Aportadores de hierro: que puede ser el mineral o el sinter. Carbón de coque: que actúa como combustible y agente reductor. Fundentes: para formar escoria y así eliminar impurezas. Fuel: que actúa como combustible y se inyecta junto con el aire caliente a través de las toberas. Aire caliente: se inyecta aire precalentado a través de las toberas. El calentamiento se produce aprovechando los gases procedentes del horno alto. El aire actúa como comburente y sostiene todo el conjunto evitando que los materiales se precipiten rápidamente en el crisol.

35
Así el mineral se reduce a hierro metálico.
Proceso de reducción del mineral de hierro. El coque sufre una combustión incompleta, desprendiendo monóxido de carbono. C + ½ O2 CO El monóxido de carbono es el gas reductor, porque al contacto con el mineral de hierro se apodera del oxigeno y pasa a CO2. Fe2O CO 2 Fe CO2 Así el mineral se reduce a hierro metálico.

36
Productos que se obtienen.
Gas de alto horno: contiene un 20% de CO, por eso se usa como combustible, después de haber sido depurado, para precalentar el aire y para otros procesos en la siderurgia. Escoria: impurezas minerales y cenizas del coque, que se usa para firmes de carreteras y para la fabricación de cemento (cemento siderúrgico). Arrabio: hierro líquido compuesto aproximadamente por el 95% de hierro, un 3,5% de carbono y porcentajes menores de silicio, manganeso, azufre y fósforo. Dada su composición, pertenece al intervalo de las fundiciones y puede utilizarse para fabricar piezas por moldeo directamente, después de haber sido sometido a los ajustes necesarios.
. Arrabio: hierro líquido compuesto aproximadamente por el 95% de hierro, un 3,5% de carbono y porcentajes menores de silicio, manganeso, azufre y fósforo. Dada su composición, pertenece al intervalo de las fundiciones y puede utilizarse para fabricar piezas por moldeo directamente, después de haber sido sometido a los ajustes necesarios.")
37
Extracción y transporte del arrabio.
El proceso de sangrado consiste en retirar a golpes un tapón de arcilla del orificio del hierro cercano al fondo del horno y dejar que el metal fundido fluya por un canal cubierto de arcilla y caiga a un depósito metálico forrado de ladrillo, que puede ser una cuchara o una vagoneta torpedo, capaz de contener hasta 100 toneladas de metal. El arrabio en el torpedo se somete a una desulfuración, añadiendo una mezcla de cloruro y carbonato de calcio. Esta mezcla reacciona con el azufre formando sulfuro de calcio que se separa. Por último, el contenedor lleno de arrabio se transporta a la siguiente fase del proceso siderúrgico.

39
3.- OBTENCIÓN DEL ACERO. La proporción de carbono presente en el arrabio extraído del horno alto se encuentra en el intervalo de las fundiciones. Para transformar el arrabio en acero, será necesario reducir el contenido en carbono. Este proceso tendrá lugar en los convertidores y en los hornos de afino. Los hornos. Desde 1855 se han venido utilizando distintos tipos de hornos para la obtención de acero: 1855. Convertidor Bessemer. 1864. Horno de Siemens-Martin. 1880. Convertidor Thomas-Bessemer (nuevo método para el convertidor Bessemer) Horno eléctrico de arco. Convertidor LD Horno eléctrico de inducción.
 Horno eléctrico de arco Convertidor LD Horno eléctrico de inducción.")
40
En la actualidad, en las acerías modernas, se emplean básicamente dos tipos de horno:
El convertidor LD: para la obtención de acero. El horno eléctrico: para ajustar la composición y fabricar aceros especiales. El convertidor o procedimiento LD (del oxígeno básico) Es el método más utilizado. Se trata de una evolución del convertidor Thomas-Bessemer, en la que se utiliza como comburente oxígeno puro en lugar de aire. Se trata de un dispositivo en forma de pera basculante recubierto interiormente de material refractario que produce unas 300 toneladas de acero por hornada. Cada hornada dura aproximadamente 1 hora, en la cual tienen lugar las siguientes fases: llenado, afino y vaciado.
 Es el método más utilizado. Se trata de una evolución del convertidor Thomas-Bessemer, en la que se utiliza como comburente oxígeno puro en lugar de aire. Se trata de un dispositivo en forma de pera basculante recubierto interiormente de material refractario que produce unas 300 toneladas de acero por hornada. Cada hornada dura aproximadamente 1 hora, en la cual tienen lugar las siguientes fases: llenado, afino y vaciado.")
41
1.- Llenado. Se inclina el convertidor y se vierten en el los materiales: Arrabio líquido procedente del horno alto. Llega en la vagoneta torpedo y se vierte en el convertidor mediante un recipiente llamado cuchara. Chatarra y ferroaleaciones. (en algunas ocasiones). Fundente: piedra caliza para que reaccione con las impurezas y forme escoria. 2.- Afino. El convertidor se coloca en posición vertical. A continuación se inyecta oxígeno a 12 atmósferas de presión, mediante una lanza refrigerada interiormente que se introduce bajo el nivel de la carga. Para favorecer la agitación del baño, es usual que se inyecte por la parte inferior del convertidor un gas inerte (argón o nitrógeno)
. Fundente: piedra caliza para que reaccione con las impurezas y forme escoria. 2.- Afino. El convertidor se coloca en posición vertical. A continuación se inyecta oxígeno a 12 atmósferas de presión, mediante una lanza refrigerada interiormente que se introduce bajo el nivel de la carga. Para favorecer la agitación del baño, es usual que se inyecte por la parte inferior del convertidor un gas inerte (argón o nitrógeno)")
42
La reacción del carbono con el oxígeno es muy rápida y produce temperaturas muy altas que mantienen el material en estado líquido. Se reduce el contenido de carbono y, al mismo tiempo, se eliminan el exceso de silicio, azufre, fósforo y otras impurezas. 3.- Vaciado. Se inclina el convertidor y se saca la escoria que flota sobre la masa líquida. A continuación se vierte el acero en una cuchara. Se obtienen: Acero líquido: que es trasportado por medio de la cuchara hasta la siguiente etapa del proceso siderúrgico. Gases: que se aprovechan como combustible. Escoria: que puede utilizarse para la fabricación de cemento siderúrgico o para firmes de carreteras.

43
CONVERTIDOR LD

44
CARGA DE MATERIALES

45
4.- Operaciones posteriores (metalurgia secundaria).
Se llevan a cabo las siguientes operaciones: Ajuste de la composición: Se añaden en la cuchara los elementos de aleación necesarios para que la composición sea la especificada, a la vez que se inyecta un gas inerte para homogeneizar el baño. Desulfuración: el azufre confiere gran fragilidad al acero. Para eliminarlo se añade un agente desulfurante mientras se sopla un gas inerte. Eliminación de gases: la presencia de gases puede dar lugar a sopladuras o huecos en la masa. Para extraerlos se introduce en la cuchara una campana conectada al vacío.

46
METALURGIA SECUNDARIA

47
El Horno eléctrico. Se utiliza para ajustar la composición de aceros procedentes de otros hornos o para obtener directamente aceros con una composición muy definida y de gran pureza y calidad. Se fabrican aceros de alta aleación e inoxidables. Presentan dos ventajas importantes: 1.- El baño no queda expuesto a la acción de los gases de la combustión, lográndose una atmósfera neutra con una temperatura exacta. 2.- Se alcanzan temperaturas de mas de ºC, lo que permite fundir metales de alto punto de fusión, como el wolframio, el tántalo o el molibdeno. Como se consume mucha energía eléctrica en el proceso, este procedimiento resulta caro en comparación con el anterior. Hay dos tipos: el de arco eléctrico y el de inducción.

48
1.- Horno de arco eléctrico.
El calor se logra mediante el arco eléctrico que se hace saltar entre los electrodos de grafito que están en la parte superior y la masa metálica fundida. 2.- Horno eléctrico de inducción. Lleva unas bobinas a través de las cuales se hace pasar una corriente eléctrica de alta frecuencia. Estas bobinas inducen en la masa metálica corrientes parásitas de Foucault que la calientan por efecto Joule. Estos hornos pueden producir o afinar alrededor de 100 toneladas de acero cada hora.

49
HORNOS ELÉCTRICOS

50
HORNO DE ARCO ELÉCTRICO

51
Arrabio

52
COLADA La colada es el proceso por el cual se solidifica el acero en moldes para obtener productos útiles. Se lleva a cabo mediante tres procedimientos: Colada en moldes. Colada en lingotera (convencional) Colada continua. 1.- Colada en moldes. Consisten en verter el acero líquido en moldes que reproducen la forma de la pieza que se quiere obtener. Se deja solidificar el metal y luego se extrae la pieza. 2.- Colada en lingoteras. (convencional) En este cado, el acero procedente del convertidor o de la metalurgia secundaria, se vierte en unos moldes o lingoteras de forma troncopiramidal para su solidificación.
 Colada continua. 1.- Colada en moldes. Consisten en verter el acero líquido en moldes que reproducen la forma de la pieza que se quiere obtener. Se deja solidificar el metal y luego se extrae la pieza. 2.- Colada en lingoteras. (convencional) En este cado, el acero procedente del convertidor o de la metalurgia secundaria, se vierte en unos moldes o lingoteras de forma troncopiramidal para su solidificación.")
53
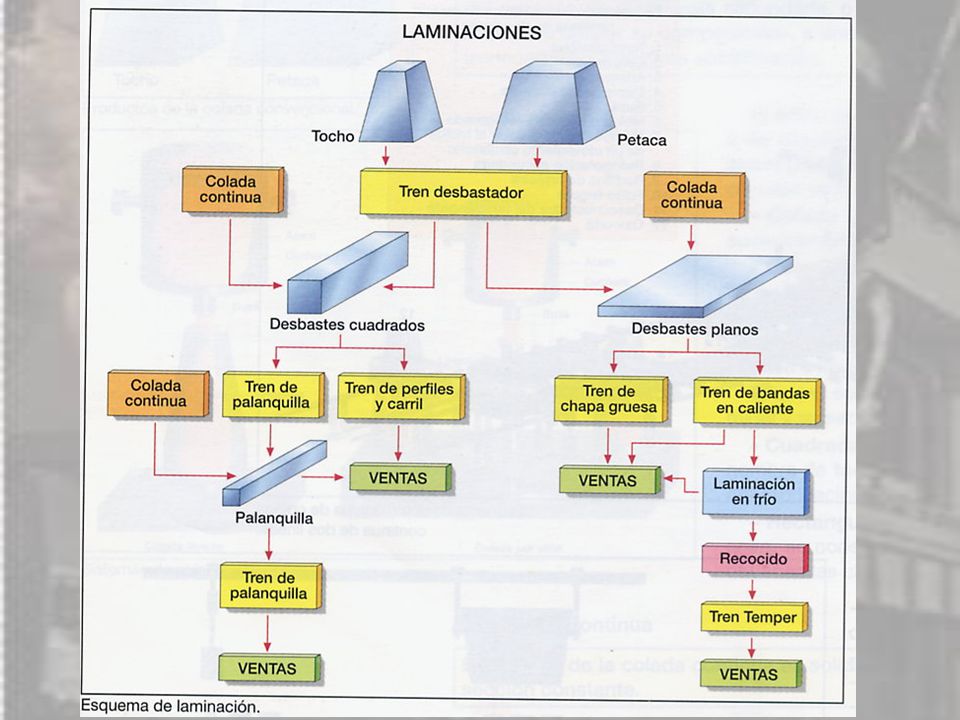
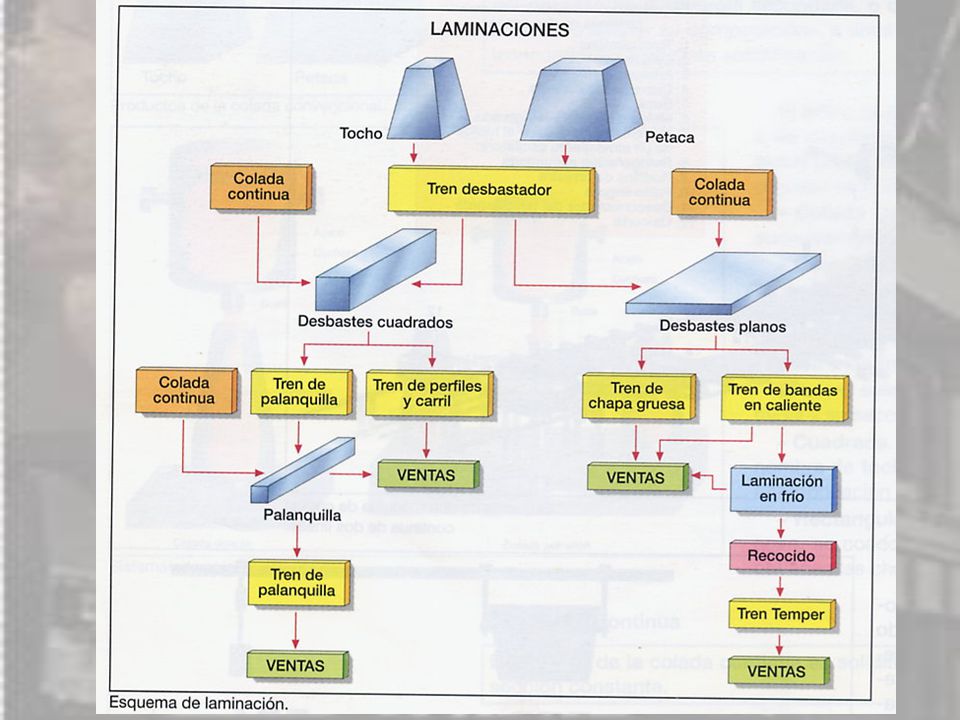
La colada puede ser: Directa: se llenan las lingoteras una tras otra por arriba. En sifón: se llenan varias lingoteras simultáneamente por el fondo, a través de un bebedero y unos vasos comunicantes. El producto que tiene forma troncopiramidal puede ser: De sección cuadrada : tocho De sección rectangular: petaca

54
De sección cuadrada: para perfiles, carriles y redondos.
Después de que se haya solidificado el acero por este procedimiento, se debe esperar a que se enfríe, después se deslingota y luego se calienta a una temperatura de ºC. A continuación se lamina en un tren desbastador para obtener un producto intermedio a partir del cual se fabricará el producto final: el desbaste. El desbaste puede ser: De sección cuadrada: para perfiles, carriles y redondos. Plano: para chapas.

56
3.- Colada continua. La colada continua es un procedimiento más moderno (en España se aplicó a partir de 1960), que permite obtener directamente desbastes, sin necesidad de desmoldeo, calentamiento y paso a través de un tren desbastador. El proceso se lleva a cabo en la máquina de colada continua, en la que el acero sale del molde sin interrupción. El acero líquido se vierte en una artesa que actúa como depósito regulador. A continuación pasa a través de un molde refrigerado y sin fondo, que reproduce la forma de la pieza que se quiere obtener. La parte exterior del acero, en contacto con las paredes del molde, se va solidificando, siendo capaz de soportar la presión interior del líquido. A continuación la banda de acero pasa por entre unos rodillos mientras se continua refrigerando inyectando chorros de agua. Una vez solidificado, se corta el producto a la medida deseada.
, que permite obtener directamente desbastes, sin necesidad de desmoldeo, calentamiento y paso a través de un tren desbastador. El proceso se lleva a cabo en la máquina de colada continua, en la que el acero sale del molde sin interrupción. El acero líquido se vierte en una artesa que actúa como depósito regulador. A continuación pasa a través de un molde refrigerado y sin fondo, que reproduce la forma de la pieza que se quiere obtener. La parte exterior del acero, en contacto con las paredes del molde, se va solidificando, siendo capaz de soportar la presión interior del líquido. A continuación la banda de acero pasa por entre unos rodillos mientras se continua refrigerando inyectando chorros de agua. Una vez solidificado, se corta el producto a la medida deseada.")
57
Este procedimiento tiene las siguientes ventajas:
Se evita la uso de lingoteras y la necesidad del desmoldeo. Reduce el consumo de energía al no ser necesario el recalentamiento de los lingotes. Reduce la mano de obra necesaria y resulta más barato.

58
Mediante este sistema se obtienen directamente los siguientes productos:
Desbastes planos: que se destinan a la obtención de chapas. Desbastes de sección cuadrada: que se destinan a la obtención de perfiles y carriles. Palanquillas de sección cuadrada: que se destinan a la obtención de redondos.

59
OBTENCIÓN DE PRODUCTOS COMERCIALES ACABADOS O SEMIACABADOS
1.- LAMINACIÓN DEL ACERO EN CALIENTE Los desbastes obtenidos de la máquina de colada continua o de la colada convencional después de haber sido sometidos a una laminación de desbaste, se envían a los trenes de laminación de acabado, según su formato. Tren de alambrón. A él se envía el desbaste de palanquilla con objeto de obtener redondos y alambres. Tren de perfiles y carriles. A él se envían los desbastes de sección cuadrada para fabricar perfiles y raíles de ferrocarril, por ejemplo.

60
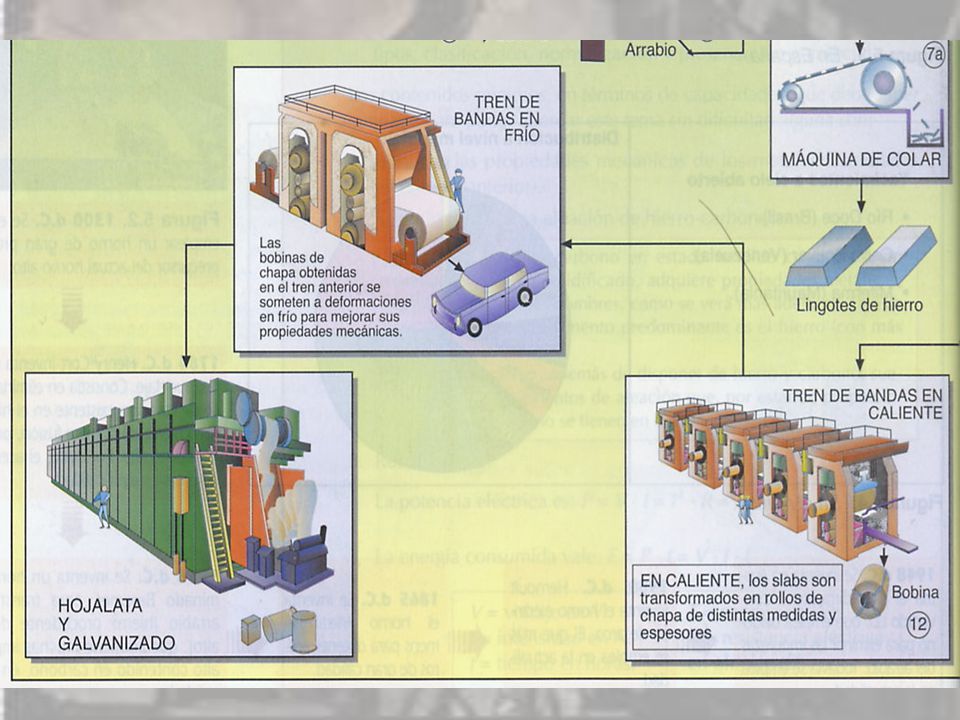
Tren de chapa gruesa. A partir de los desbastes planos, se obtiene chapa destinada a calderería pesada y fabricación naval. Tren de bandas en caliente. En el los desbastes planos, se convierten en una banda de chapa continua, que se recoge en una bobina. 2.- LAMINACIÓN DEL ACERO EN FRÍO Cuando se requiere un espesor de chapa muy pequeño y un buen acabado superficial, la laminación se verifica a temperatura ambiente, a partir de la chapa obtenida del tren de bandas en caliente.

64
3.- DECAPADO Las bobinas de chapa laminadas en caliente, salen con una capa de óxido superficial, que será necesario eliminar antes de la laminación en frío, para que no se produzcan defectos superficiales en la chapa. Para ello se hace pasar la chapa por unos rodillos que agrietan la cascarilla. A continuación se limpia con un ácido, se lava la chapa con agua, se seca y se recubre con una capa de aceite protector.

65
4.- RECOCIDO La laminación en frío produce endurecimiento por deformación. Como consecuencia, la capacidad plástica de la chapa se reduce. A veces será necesario someter el acero a un tratamiento térmico de recocido, que consiste en calentar el material, mantenerlo un cierto tiempo para eliminar tensiones internas y/o modificar la estructura interna y, enfriarlo luego controladamente. Puede llevarse a cabo mediante dos procedimientos: Recocido en campana: La bobina se cubre con una campana metálica y se introduce en el interior un gas inerte para evitar la oxidación. A continuación se coloca sobre la anterior otra campana que actúa como horno. Transcurrido el tiempo necesario, se retira el horno y se coloca una campana de refrigeración a velocidad controlada. Cuando el material se enfría, se saca la bobina.

66
Recocido continuo. Se hace pasar la banda de chapa, sucesivamente, por tres cámaras: una de calentamiento, otra de mantenimiento y otra de enfriamiento.

67
5.- TEMPERIZADO. Cuando, después del recocido, la dureza de la chapa disminuye excesivamente, puede ser necesario hacerla pasar por un tren de laminación especial, donde se reduce su espesor en una pequeña proporción, con objeto de comunicar una cierta dureza superficial (temperizado). 6.- RECUBRIMIENTOS METÁLICOS. Para proteger el acero de la oxidación, a veces se utilizan recubrimientos de metal protector. El recubrimiento puede llevarse a cabo: Por inmersión: se hace pasar la banda de acero a través de un tanque que contiene metal protector fundido. Por electrólisis. La banda de acero se recubre haciéndola pasar por una cuba electrolítica que contiene una disolución salina de metal protector.
. 6.- RECUBRIMIENTOS METÁLICOS. Para proteger el acero de la oxidación, a veces se utilizan recubrimientos de metal protector. El recubrimiento puede llevarse a cabo: Por inmersión: se hace pasar la banda de acero a través de un tanque que contiene metal protector fundido. Por electrólisis. La banda de acero se recubre haciéndola pasar por una cuba electrolítica que contiene una disolución salina de metal protector.")
68
Algunos de los productos más utilizados son:
La hojalata: que es chapa de acero recubierta con estaño, que se aplica en la industria conservera. El acero galvanizado: que es acero recubierto con cinc o una aleación de cinc y aluminio.

Presentaciones similares