Descargar la presentación
La descarga está en progreso. Por favor, espere

1
PRINCIPIOS Y PRÁCTICAS DE INSPECCIÓN
Iris Abril Martínez Salazar Alejandro De La Fuente Pablo Treviño

2
INSPECCIÓN En control de calidad, la inspección es el medio por el cual se detecta la mala calidad y se asegura la buena calidad. Tradicionalmente se lleva a cabo usando métodos de trabajo intensivos que consumen mucho tiempo y son muy costosos. Como consecuencia, el tiempo de entrega de manufactura y el costo del producto se incrementa sin añadir valor real. Las inspecciones manuales se llevan a cabo después del proceso, en muchas ocasiones, después de un lapso de tiempo significativo

3
NUEVAS TÉCNICAS PARA EL CONTROL DE CALIDAD
Inspección 100% automatizada en vez de inspección por muestreo utilizando métodos manuales. Sistemas de sensores en línea para llevar a cabo inspección durante o inmediatamente después del proceso de manufactura, en vez de inspección fuera de línea llevada a cabo después. Controles de retroalimentación de la operación de manufactura, en el cual las variables de proceso que determinan la calidad del producto son monitoreados en vez de monitorear sólo al producto final.

4
NUEVAS TÉCNICAS PARA EL CONTROL DE CALIDAD
Softwares para rastrear y analizar las mediciones del sensor a través del tiempo para controlar el proceso estadísticamente. Inspecciones avanzadas y tecnología de sensores, combinados con sistemas basados en computadoras para automatizar las operaciones del sistema de sensores.

5
FUNDAMENTOS DE INSPECCIÓN
Inspección se refiere a la actividad de examinar el producto, sus componentes, subensambles o materiales de que está elaborado, para determinar si cumple con las especificaciones del diseño.

6
TIPOS DE INSPECCIÓN De acuerdo a la cantidad de información derivada del proceso de inspección acerca de la concordancia del elemento con las especificaciones. Inspección por variables. Se mide una o más características de calidad usando un instrumento de medición apropiada o sensor. Inspección por atributos. La parte o producto se inspecciona para determinar si concuerda con el estándar de calidad aceptada.

7
EJEMPLOS DE INSPECCIÓN POR VARIABLES E INSPECCIÓN POR ATRIBUTOS
Medir del diámetro de una pieza cilíndrica. Medir una pieza cilíndrica como pasa/no pasa para determinar si se encuentra dentro de las tolerancias. Medir la temperatura de un horno tostador para ver si está dentro del rango especificado por el diseño de ingeniería. Determinar la tasa de fracción de defectos de una muestra de partes de producción. Medir de la resistencia eléctrica de un componente electrónico. Contar el número de defectos por automóvil conforme este deja la planta de ensamble final Medir de la gravedad específica de un producto químico líquido. Contar el número de imperfecciones en una corrida de producción de alfombras.

8
PROCEDIMIENTO DE INSPECCIÓN
Un procedimiento típico de inspección para un elemento individual, consiste de los siguientes pasos. 1. Presentación. 2. Examinación. 3. Decisión. 4. Acción.

9
INSPECCIÓN MANUAL VS INSPECCIÓN AUTOMATIZADA
La inspección manual es más comúnmente usada cuando se inspecciona un solo elemento o una muestra de partes de un lote más grande, mientras que los sistemas automatizados son más comúnmente utilizados para inspección 100% en producción en masa.

10
CARACTERÍSTICAS CLAVES KC’s
En un procedimiento de inspección ideal, se inspeccionarían todas las especificaciones de dimensiones y atributos del producto, sin embargo esto consume mucho tiempo y dinero. Por esto, se determinan las características claves (KC’s) que son las características reconocidas como importantes en el diseño. La inspección debe ser diseñada para que se enfoque en estas características claves. Si éstas estan en control, las otras dimensiones también se encontrarán en control.
 que son las características reconocidas como importantes en el diseño. La inspección debe ser diseñada para que se enfoque en estas características claves. Si éstas estan en control, las otras dimensiones también se encontrarán en control.")
11
PRECISIÓN DE LA INSPECCIÓN
Algunas veces ocurren errores en el procedimiento de inspección, en los pasos de examinación y decisión. Elementos con buena calidad son clasificados incorrectamente como no conforme a especificaciones y un elemento no conforme se clasifican erróneamente como conforme.

12
ERROR TIPO I Y ERROR TIPO II
Error tipo I. Ocurre cuando un elemento de buena calidad es incorrectamente clasificado como defectuoso, es una “Falsa Alarma”. Error tipo II. Ocurre cuando un elemento de mala calidad es erróneamente clasificada como bueno, es un fallo. Variable. Mediciones incorrectas de las dimensiones de una pieza. Atributos. No darse cuenta de defectos.

13
ERROR TIPO I Y ERROR TIPO II
DECISIÓN Elemento conforme Elemento no conforme Aceptar el elemento Buena decisión Error tipo II “Falla” Rechazar el elemento Error tipo I “Falsa Alarma”

14
FACTORES QUE PRODUCEN ERRORES
Inspecciones manuales. Complejidad y dificultad de la tarea de inspección. Variaciones inherentes en el procedimiento de inspección. Juicio requerido por parte del inspector humano. Imprecisiones o problemas con los instrumentos de medición. Inspecciones automáticas. La resolución del sensor de inspección. Malfuncionamiento del equipo. Fallas o “bugs” en el programa de computadora que controla el procedimiento de inspección.

15
PRECISIÓN DE LA INSPECCIÓN
Capacidad del proceso de la inspección para no caer en estos tipos de errores. Alta precisión cuando se producen pocos o nulos errores. DRURY sugirió la medida de precisión de la inspección. Las piezas son clasificadas por un inspector en dos categorías, conformes o no conformes. Siendo. p1 = proporción de veces (o probabilidad) en que un elemento conforme es clasificado como conforme. p2 = proporción de veces (o probabilidad) en que un elemento no conforme es clasificado como no conforme. Decisiones correctas
 en que un elemento conforme es clasificado como conforme. p2 = proporción de veces (o probabilidad) en que un elemento no conforme es clasificado como no conforme. Decisiones correctas.")
16
PRECISIÓN DE LA INSPECCIÓN
De este modo. (1-p1) = probabilidad de que un elemento conforme sea clasificado como no conforme (Error tipo I). (1-p2) = probabilidad de que un elemento no conforme sea clasificado como conforme (Error tipo II). Se toma q = tasa de fracción actual de defectos en el lote de elementos
 = probabilidad de que un elemento conforme sea clasificado como no conforme (Error tipo I). (1-p2) = probabilidad de que un elemento no conforme sea clasificado como conforme (Error tipo II). Se toma q = tasa de fracción actual de defectos en el lote de elementos.")
17
POSIBLES SALIDAS EN UN PROCESO DE INSPECCIÓN, dados q, p1 y p2
Estado real del elemento Decisión Conformes No Conformes Total Aceptar elemento p1(1-q) (1-p2)q Error tipo II p1+ q(1-p1-p2) Rechazar elemento (1-p1)(1-q) Error tipo I p2q 1- p1- q(1-p1-p2) (1-q) q 1.0
 (1-p2)q. Error tipo II. p1+ q(1-p1-p2) Rechazar elemento. (1-p1)(1-q) Error tipo I. p2q. 1- p1- q(1-p1-p2) (1-q) q")
18
ECUACIÓN DE PRECISIÓN A = Medida de la precisión de la inspección.
Rango: 0 (todas las decisiones de inspección incorrectas) 1.0 (todas las decisiones correctas)
 1.0 (todas las decisiones correctas)")
19
EJEMPLO Un trabajador ha inspeccionado un lote de 100 piezas, reportando un total de 12 defectos en el lote. En una reexaminación, se encontró que 4 de estos reportes fueron de hecho buenas piezas (4 falsas alarmas), mientras que un total de 6 unidades defectuosas no fueron detectadas por el inspector (6 fallos). ¿Cuál es la precisión del inspector en este caso? Específicamente, ¿cuáles son los valores de (a) p1, (b) p2, y (c) A?
, mientras que un total de 6 unidades defectuosas no fueron detectadas por el inspector (6 fallos). ¿Cuál es la precisión del inspector en este caso Específicamente, ¿cuáles son los valores de (a) p1, (b) p2, y (c) A")
20
SOLUCIÓN Se reportaron 12 defectos, 4 son buenos, dejando 8 defectos reportados. Además, se encontraron 6 defectos más entre las unidades reportadas como buenas. Entonces, el no. total de defectos en el lote de 100 es de 8+6=14. Esto significa que hay =86 unidades buenas en el lote. Por lo tanto: (a) p1, el inspector reportó 12 defectos, dejando 88 reportados como aceptables. De estos 88, 6 resultaron defectuosos, dejando 88-6=82 unidades buenas realmente reportadas por el inspectores. Por tanto, la proporción de partes buenas reportadas como conformes es:
 p1, el inspector reportó 12 defectos, dejando 88 reportados como aceptables. De estos 88, 6 resultaron defectuosos, dejando 88-6=82 unidades buenas realmente reportadas por el inspectores. Por tanto, la proporción de partes buenas reportadas como conformes es:")
21
SOLUCIÓN (b) Hay 14 defectos en el lote, de los cuales el inspector identificó correctamente 8. Por tanto, la proporción de defectos reportados como no conformes es: La precisión total de la inspección, resulta:
 Hay 14 defectos en el lote, de los cuales el inspector identificó correctamente 8. Por tanto, la proporción de defectos reportados como no conformes es: La precisión total de la inspección, resulta:")
22
INSPECCIÓN VS PUEBAS Una prueba es un procedimiento en el cual el elemento puesto a prueba es observado en su operación actual o bajo condiciones que se pueden presentar durante su operación. Algunas veces los procedimientos de prueba dañan o destruyen el elemento. Para asegurar que la mayoría de los elementos tengan una calidad satisfactoria se deben de sacrificar un número limitado de elementos. Existen métodos para reducir el gasto de estas pruebas, estos son las pruebas no destructivas (NDT) y la evaluación no destructiva (NDE). Otro tipo de procedimiento de prueba involucra no solo la prueba para ver si el producto funciona apropiadamente, sino que requiere un ajuste o calibración del producto que depende de la salida de la prueba.
 y la evaluación no destructiva (NDE). Otro tipo de procedimiento de prueba involucra no solo la prueba para ver si el producto funciona apropiadamente, sino que requiere un ajuste o calibración del producto que depende de la salida de la prueba.")
23
MUESTREO VS INSPECCIÓN AL 100%
El muestreo es usado para reducir la necesidad de inspeccionar cada parte, y reducir así el tiempo y gastos de inspección. Los procedimientos de muestreo estadístico son conocidos como muestreo de aceptación o muestreo de lotes.

24
TIPOS DE PLANES DE MUESTREO
Plan de muestreo variable. Se toma una muestra aleatoria de la población, y se mide la característica de calidad de interés en cada unidad de la muestra. Se saca un promedio y se compara con un valor permitido del plan, el lote se acepta o rechaza dependiendo del resultado de la comparación. Plan de muestreo por atributos. Se toma una muestra aleatoria del lote, las unidades son muestreadas y clasificadas como aceptables o defectuosas dependiendo del criterio de calidad utilizado. El lote se acepta si el no. de defectos no excede a cierto valor llamado número de aceptación. tanto el valor permitido del plan a comparar, como el valor del no. de aceptación, son seleccionados de modo que la probabilidad de que el lote sea rechazado sea pequeña, a menos que el nivel real de calidad de la población sea verdaderamente pobre.

25
NIVEL DE CALIDAD ACEPTABLE
Se determina cierto nivel de calidad, el cual tanto el consumidor y el proveedor consideran aceptable, aún cuando la calidad no es perfecta. Este se conoce como el nivel de calidad aceptable (AQL). Se define en términos de proporción de defectos, o tasa de fracción de defectos qo. Existe otro nivel de calidad, el q1 ó tasa de fracción de defectos, en donde, q1>qo, el cual no es aceptable. Este nivel es llamado porcentaje de defectivos tolerables en el lote (LTPD). Hay dos posibles errores estadísticos que pueden ocurrir en el muestreo de aceptación. Rechazar el lote de un producto que es igual o mejor que el AQL (qqo). Error tipo I ó riesgo del productor α. Aceptar un lote de producto de calidad peor a la del LTPD (q≥q1). Error tipo II ó riesgo del consumidor β.
. Se define en términos de proporción de defectos, o tasa de fracción de defectos qo. Existe otro nivel de calidad, el q1 ó tasa de fracción de defectos, en donde, q1>qo, el cual no es aceptable. Este nivel es llamado porcentaje de defectivos tolerables en el lote (LTPD). Hay dos posibles errores estadísticos que pueden ocurrir en el muestreo de aceptación. Rechazar el lote de un producto que es igual o mejor que el AQL (qqo). Error tipo I ó riesgo del productor α. Aceptar un lote de producto de calidad peor a la del LTPD (q≥q1). Error tipo II ó riesgo del consumidor β.")
26
ERROR DE MUESTREO TIPO I Y TIPO II
DECISIÓN Lote conforme Lote no conforme Aceptar lote Buena decisión Error tipo II “Riesgo del Consumidor β” Rechazar lote Error tipo I “Riesgo del Productor α” Errores de muestreo ocurren porque sólo se inspeccionó una parte de la población total, los Errores de inspección ocurren cuando un elemento individual es clasificado erróneamente. El diseño de un plan de muestreo de aceptación involucra determinar valores de tamaño de muestra Q y el número de aceptación N que provee el acuerdo entre AQL y LTPD, junto con las probabilidades α y β. Se han desarrollado planes de muestreo estándar, tal como MIL-STD-105D ó ANSI/ASQC Z1.4, el U.S. standard y ISO/DIS2859, international standard ).
.")
27
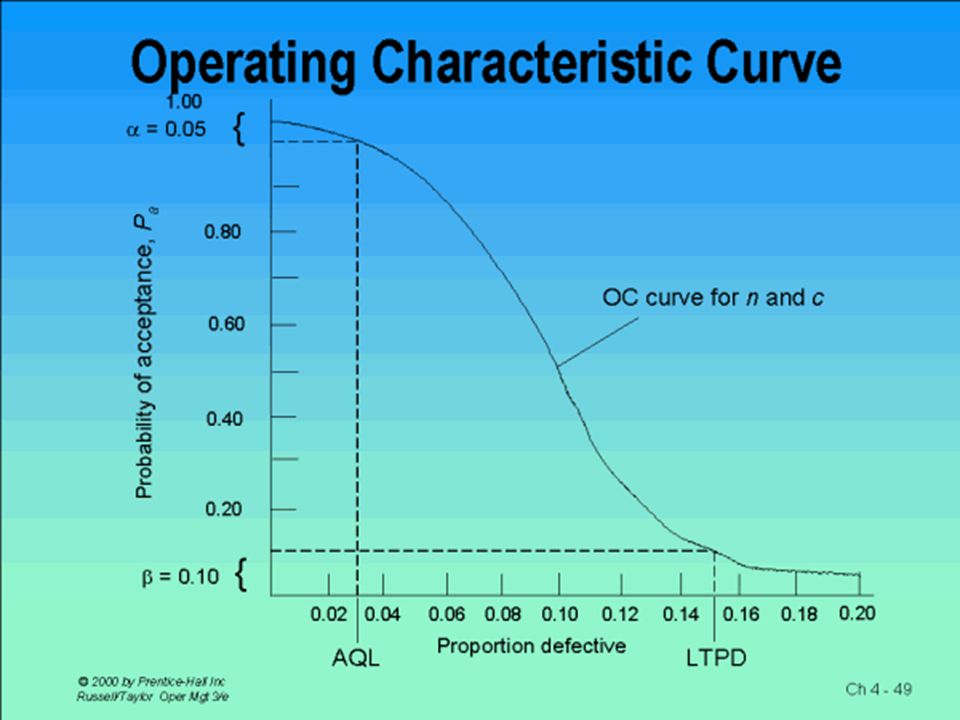
CURVA CARACTERÍSTICA DE OPERACIÓN (curva OC)
La curva OC para un plan de muestreo dado, proporciona la probabilidad de aceptación de un lote como una función de la posible tasa de fracción de defectos que pueda existir en él. Indica el grado de protección que provee el plan de muestreo para los diferentes niveles de calidad de los lotes que llegaran. Si el lote que llega tiene un nivel de calidad alta (baja q), entonces la probabilidad de aceptación es alta. Si el nivel de calidad de un lote que llega es pobre (alta q), entonces, la probabilidad de aceptación es baja.
, entonces la probabilidad de aceptación es alta. Si el nivel de calidad de un lote que llega es pobre (alta q), entonces, la probabilidad de aceptación es baja.")
29
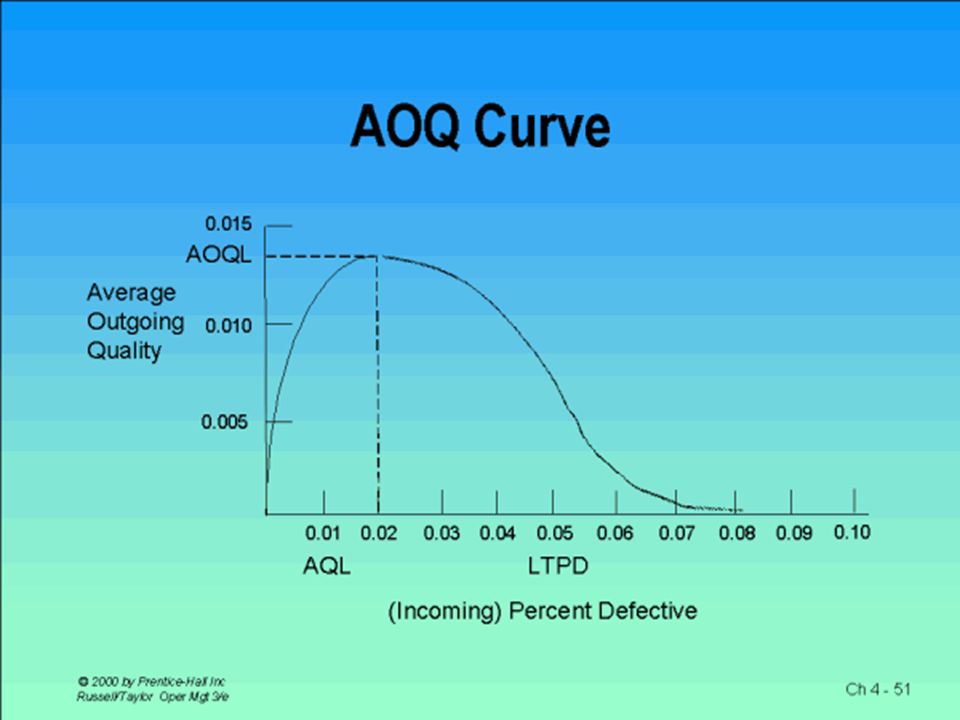
CURVA DE CALIDAD PROMEDIO DE SALIDA
Un plan de muestreo puede ser descrito por su curva de calidad promedio de salida (curva AOQ). La curva AOQ muestra la calidad promedio de los lotes que pasan a través de la inspección de muestreo como una función de la calidad del lote entrante antes de la inspección. Cuando la calidad de entrada es buena (baja q), el promedio de calidad de salida es buena (baja AOQ). Cuando la calidad entrante es pobre, la calidad de salida es buena también porque existe una fuerte probabilidad de que se rechace el lote y se opte por: Devolver las partes al proveedor. Inspeccionar al 100% y separar los defectos. Separar los defectos y retrabajarlos o remplazarlos. En un rango intermedio, entre el AQL y el LTPD, se presenta la calidad del lote de salida. Este es llamado el Límite de calidad promedio de salida (AOQL) del plan.
. La curva AOQ muestra la calidad promedio de los lotes que pasan a través de la inspección de muestreo como una función de la calidad del lote entrante antes de la inspección. Cuando la calidad de entrada es buena (baja q), el promedio de calidad de salida es buena (baja AOQ). Cuando la calidad entrante es pobre, la calidad de salida es buena también porque existe una fuerte probabilidad de que se rechace el lote y se opte por: Devolver las partes al proveedor. Inspeccionar al 100% y separar los defectos. Separar los defectos y retrabajarlos o remplazarlos. En un rango intermedio, entre el AQL y el LTPD, se presenta la calidad del lote de salida. Este es llamado el Límite de calidad promedio de salida (AOQL) del plan.")
31
INSPECCIÓN 100% MANUAL La ventaja de una inspección al 100% es que la probabilidad del lote que será aceptado es de 1.0 si la calidad es igual o mejor que el AQL y cero si la calidad es menor que el AQL, sin embargo, el AQL debe ser fijado en q=0. Se deben de separar los defectos en el lote, de modo que solo resten partes buenas después de la inspección (AOQ=cero defectos), pues el proceso de manufactura puede aún producir cierta fracción de defectos q. Teóricamente, una inspección al 100% permite pasar solo piezas de buena calidad. Sin embargo, cuando la inspección al 100% es realizada manualmente, se presentan 2 problemas. El gasto involucrado. La precisión de la inspección. Errores tipo I y tipo II. Por los errores humanos, una inspección al100% utilizando métodos manuales, no garantiza una calidad de los productos al 100%.
, pues el proceso de manufactura puede aún producir cierta fracción de defectos q. Teóricamente, una inspección al 100% permite pasar solo piezas de buena calidad. Sin embargo, cuando la inspección al 100% es realizada manualmente, se presentan 2 problemas. El gasto involucrado. La precisión de la inspección. Errores tipo I y tipo II. Por los errores humanos, una inspección al100% utilizando métodos manuales, no garantiza una calidad de los productos al 100%.")
32
CURVA DE UN PLAN DE INSPECCIÓN AL 100%
q AQL α = 0 1.0 0.9 0.8 0.7 0.6 0.5 0.4 0.3 0.2 0.1

33
22.3 Inspección automatizada
Este tipo de inspección casi siempre reduce el tiempo de inspección por piezas y las máquinas automatizadas no presentan los errores mentales ni la fatiga que sufren los inspectores humanos. La justificación de la inversión en este tipo de inspección depende de los ahorros en costos de mano de obra y la mejora en la exactitud de la inspección. La inspección automatizada se puede definir como la automatización de uno o varios pasos del procedimiento de inspección

34
Existen varias alternativas en la cuál la inspección automatizada se puede aplicar:
Presentación automatizada de partes por un sistema de manejo automático con operadores humanos que ejecutan los pasos de examinación y decisión. Examinación y decisión automatizada por una máquina de inspección automática, con cargas manuales de partes dentro de la máquina. Inspección automatizada completa en donde las partes de presentación, examinación y decisión son ejecutadas de manera automática.

35
La inspección automatizada puede ser ejecutada por muestreo estadístico o por inspección al 100%, cuando el muestreo estadístico es usado, errores de muestreo son posibles. Así mismo, cuando se ejecuta el muestreo o la inspección al 100%, la inspección puede cometer errores. Cuando los errores son sencillos, como la dimensión de una parte, los sistemas automatizados operan con una gran exactitud y una tasa de error muy baja. Cuando las inspecciones son más complejas, los errores tienden a aumentar, como es el caso de las máquinas de inspección por visión al detectar errores en chips. Además, este tipo de inspección por su complejidad son muy difíciles para los humanos, es por eso de la razón del uso de la inspección automatizada.

36
Los errores de inspección se pueden clasificar en:
Error tipo I: Ocurre cuando el sistema automatizado indica un defecto cuando en realidad dicho defecto no se encuentra. Error tipo II: Ocurre cuando el sistema no detecta un defecto. El integrar la inspección automatizada al 100% en el proceso de manufactura pueden resultar dos acciones positivas: Retroalimentación en el proceso de control: Después de ejecutar las inspecciones se genera una retroalimentación a los departamentos de calidad, en donde se hacen ajustes, se reduce la variabilidad y se mejora la calidad de los productos. Sorteo de partes: Al ejecutar la inspección automatizada, se puede crear un sorteo o clasificación de las partes dependiendo su nivel de calidad.

37
22.4 Cuando y porqué inspeccionar
La inspección se puede realizar en diferentes situaciones durante la producción: 1. Cuando la materia prima y las partes son recibidas de nuestro proveedor. 2. En diferentes etapas durante el proceso de manufactura. 3. Antes de ser embarcado el producto a nuestros clientes.

38
2. En diferentes etapas durante el proceso de manufactura
El tiempo en el cuál se va inspeccionar durante el proceso de manufactura es fundamental en el control de calidad del producto. Hay 3 alternativas que se pueden distinguir: Inspección no-Lineal.- Consiste en realizar la inspección fuera del proceso en donde se lleva a cabo la manufactura. Existe un tiempo de retraso entre el procesamiento y la inspección. Es ejecutada usando métodos estadísticos de muestreo. Comúnmente la inspección se hace de manera manual. Factores que determinan su uso: Existe buena variabilidad del proceso al diseñar las tolerancias. Procesos estables y riesgos de desviaciones son bajos. El costo de la inspección es alto en relación con el costo de las partes defectuosas. Desventajas: Al momento de detectar las partes defectuosas, dichas partes ya se encuentran elaboradas.

39
Inspección lineal.-La inspección se realiza cuando las partes son elaboradas, integrada la inspección al proceso o inmediatamente después de finalizar el proceso de manufactura. Existen dos tipos de inspección lineal: 1. Inspección lineal durante el proceso.- El beneficio de esta inspección es que se pueden corregir los problemas de defectos que se detecten y así corregir las fallas, antes que las partes sean terminadas. 2. Inspección lineal después del proceso.- Se realiza inmediatamente después de haber finalizado el proceso. No se pueden realizar correcciones a las partes, ya que éstas ya están terminadas. Solo pueden influenciar a la corrección de la siguiente pieza que procesará. Cada tipo de inspección lineal deberá de proveer acciones positivas en el proceso de manufactura tales como la retroalimentación y el sorteo de la calidad de las partes. Si dichas acciones no son ejecutadas, se tendrá que utilizar inspecciones no-lineales.

40
22.4.2 Inpección del producto vs. Monitoreo del proceso
Otra alternativa de inspección es el de monitorear el proceso y no el producto, el cual consiste en monitorear los parámetros fundamentales del proceso de manufactura que determinan la calidad del producto. Ventajas: Más práctico ejecutar la inspección lineal durante el proceso midiendo variables del proceso que midiendo variables del producto. Lo cual permite incorporar retroalimentación en línea al sistema de control. Permitiendo acciones correctivas mientras el producto todavía se encuentra procesando El uso de monitoreo del proceso asume una manufactura determinística, es decir que existe una relación causa-efecto entre los parámetros del proceso que se pueden medir y las características de calidad que se deben mantener con las tolerancias.

41
Controlando los parámetros del proceso, se puede tener un control indirecto de la calidad del producto. Este método no es muy común en la producción de pedazos de piezas. Método utilizado en industrias con procesos continuos como la química y la de petróleo. Difícil de medir las características de calidad del producto, excepto si se usa un muestreo periódico. Variables de producción fáciles de medir: Temperatura, presión, tasas de flujo. Variables en manufactura de productos discretos: Difíciles de medir. Frecuencias de vibración, amplitudes de la maquinaria, deflexión de los componentes de la maquinaria.

42
22.4.3 Inspección distribuida vs Inspección Final
Inspección distribuida.- Estaciones de inspección a lo largo de la línea de flujo de trabajo en la fábrica, puestos en puntos críticos de la secuencia de manufactura. Su función consiste en identificar defectos de partes o de productos tan rápido como fueron cometidos para que dichos defectos puedan ser excluidos del procesamiento que siga. La meta de esta estrategia de inspección es el prevenir costos innecesarios que son agregados al tener partes defectuosas. Usado en el ensamble de componentes que al combinarlos forman una entidad, en donde difícilmente se pueden desensamblar. Ej: Operaciones de manufactura electrónica. Un tablero con circuito electrónico (PCB)
")
43
Inspección final: Inspección minuciosa del producto momentos antes de ser enviado el producto al cliente. Más eficiente el realizar todas las inspecciones en solo un punto y una sola vez. Si es realizada de manera correcta ofrece la mejor protección en contra de la mala calidad. Desventajas: Altos costos, y riesgos de que la inspección final sea ineficiente. La mejor opción es la de combinar ambas estrategias: Inspección distribuida en operaciones de la planta con alta tasa de defectos para prevenir el procesamiento de partes malas en operaciones posteriores, para asegurar que solo buenos componentes son ensamblados al producto, y la inspección final es usada en las unidades terminadas para asegurarle al cliente la mayor calidad posible.

44
Análisis Cuantitativo de la Inspección
Modelos matemáticos pueden ser desarrollados para analizar ciertos aspectos del desempeño de la producción y la inspección. Nos enfocaremos en 3 áreas: Efecto de la tasa de defectos en lotes de producción en series de operaciones de producción. Inspección final vs. Inspección distribuida. Cuando inspeccionar y cuando no inspeccionar.

45
Efecto de la tasa de defectos en producción en serie
Cantidad inicial de piezas a ser procesadas (Qo) Proceso Unidades buenas (Q) Unidades defectuosas Al proceso entra una cantidad inicial de piezas a ser procesadas (Qo), pero el proceso tiene una tasa de fracción defectuosa (q) por lo que la cantidad de piezas buenas después del proceso se reduce y se calcula con la siguiente formula: Q = Qo(1 – q) Donde q = probabilidad de producir una pieza defectuosa en cada ciclo de operación, Qo = cantidad inicial de piezas a ser procesadas y Q = cantidad de productos buenos hechos en el proceso.
 Proceso. Unidades buenas (Q) Unidades defectuosas. Al proceso entra una cantidad inicial de piezas a ser procesadas (Qo), pero el proceso tiene una tasa de fracción defectuosa (q) por lo que la cantidad de piezas buenas después del proceso se reduce y se calcula con la siguiente formula: Q = Qo(1 – q) Donde q = probabilidad de producir una pieza defectuosa en cada ciclo de operación, Qo = cantidad inicial de piezas a ser procesadas y Q = cantidad de productos buenos hechos en el proceso.")
46
D = Qo*q En este caso el número de piezas defectuosas quedaría dado
por la ecuación: D = Qo*q Donde D = número de unidades defectuosas hechas en el proceso.

47
1 2 n Qf = Qo*Π(1 – qi) Qf = Qo(1 – q)
La mayoría de las piezas manufacturadas requieren mas de una operación de procesamiento y cada proceso tiene una tasa de fracción defectuosa qi. 1 2 n Qo q1 q2 qn Qf = Cantidad final de producto sin defectos Df = Cantidad final de producto con defectos La cantidad final de unidades libres de defecto producidas después de una secuencia de n operaciones de procesamiento es dada por la formula: Qf = Qo*Π(1 – qi) i=1 n Si todas las qi fueran iguales la ecuación se simplificaría así: Qf = Qo(1 – q) n Donde q = la probabilidad de que una pieza salga defectuosa para los n procesos
 i=1. n. Si todas las qi fueran iguales la ecuación se simplificaría así: Qf = Qo(1 – q) n. Donde q = la probabilidad de que una pieza salga defectuosa para los n procesos.")
48
El número total de unidades defectuosas producidos por la secuencia de procesos es fácilmente calculado con la ecuación: Df = Qo - Qf Donde Df = número total de unidades defectuosas producidos por la secuencia de procesos, Qo = cantidad inicial de unidades y Qf = cantidad final de unidades producidas libres de defectos después de la secuencia de procesos.

49
Qf = 1000 (1 - .05) = 599 unidades buenas
Ejemplo: Un lote de 1000 unidades de materia prima, se procesa a través de 10 operaciones, cada una de las cuales tiene una tasa de fracción defectuosa de Cuantas unidades defectuosas y cuantas libres de defecto habrá en el lote final. Qf = 1000 ( ) = 599 unidades buenas 10 Df = 1000 – 599 = 401 unidades defectuosas
 = 599 unidades buenas. 10. Df = 1000 – 599 = 401 unidades defectuosas.")
50
Inspección final vs. Inspección distribuida.
En el modelo anterior la salida de productos arrojaba productos buenos y productos defectuosos, pero en ningún punto del modelo se hacia una separación, por lo que el resultado final era una mezcla de ambos tipos de productos. Para lidiar con este problema se puede expandir el modelo para incluir operaciones de inspección. Inspección final después de la secuencia de operaciones de proceso. Inspección distribuida donde cada operación de proceso esta seguida de una operación de inspección.

51
Inspección Final 1 2 n Qo q1 q2 qn Qf Df Inspección
La inspección se realiza al final de toda la secuencia de producción y se asume que el 100% del producto final es inspeccionado con un 100% de precisión por lo que la totalidad del producto defectuoso es separado del producto bueno. Obviamente existe un costo asociado con la operación de inspección que se le agrega al costo regular del proceso.

52
Cb = Qo*ΣCpri + Qo*Csf = Qo ( ΣCpri + Csf )
El costo de procesar un lote de Qo unidades e inspeccionarlo al final de todo el proceso de producción se expresa en la siguiente ecuación: Cb = Qo*ΣCpri + Qo*Csf = Qo ( ΣCpri + Csf ) i=1 n Donde Cb = costo de procesar e inspeccionar el lote, Qo = número de piezas iniciales en el lote, Cpri = costo de procesar una pieza en la operación i, y Csf = costo de la inspección final por pieza. Para el caso especial en que el costo de procesar una pieza es igual para cada operación i (Cpri = Cpr) se tiene que: Cb = Qo (n*Cpr + Csf )
 i=1. n. Donde Cb = costo de procesar e inspeccionar el lote, Qo = número de piezas iniciales en el lote, Cpri = costo de procesar una pieza en la operación i, y Csf = costo de la inspección final por pieza. Para el caso especial en que el costo de procesar una pieza es igual para cada operación i (Cpri = Cpr) se tiene que: Cb = Qo (n*Cpr + Csf )")
53
Inspección distribuida
qn Qf Df Inspección 1 Qo q1 2 q2 Cada operación de proceso en la secuencia es seguida de una operación de inspección. Las unidades defectuosas producidas son sacadas del lote y no avanzan a la siguiente operación de proceso por lo que se ahorra el costo de procesar estas unidades. En este caso la ecuación para calcular el costo seria: Cb = Qo (Cpr1 + Cs1) + Qo (1 – q1) (Cpr2 + Cs2) + Qo (1 - q1)(1 – q2)(Cpr3 + Cs3) + … + Qo*Π(1 - qi)(Cprn + Csn) Donde Cs1, Cs2, Csn = costo de inspección para cada estación respectivamente.
 + Qo (1 – q1) (Cpr2 + Cs2) + Qo (1 - q1)(1 – q2)(Cpr3 + Cs3) + … + Qo*Π(1 - qi)(Cprn + Csn) Donde Cs1, Cs2, Csn = costo de inspección para cada estación. respectivamente.")
54
Ejemplo: Comparar los 2 tipos de inspecciones para un secuencia de proceso de 10 operaciones, con un tamaño de lote Qo = 1000 piezas. El costo de cada operación de proceso Cpr = $1.00. La tasa de fracción defectuosa de cada operación q = El costo por pieza, de la inspección final es de Csf = $2.50. El costo de cada inspección realizada después de cada operación Cs = $0.25. Para la inspección final: Cb = 1000(10* ) = $12,500 Para la inspección distribuida: Cb = 1000(1 + (.95) + (.95)2 + … + (.95)9 )* ( ) = $10,032
 = $12,500. Para la inspección distribuida: Cb = 1000(1 + (.95) + (.95)2 + … + (.95)9 )* ( ) = $10,032.")
55
Inspección Parcialmente Distribuida
También se puede seguir una estrategia de inspección parcialmente distribuida donde las inspecciones son localizadas al finalizar grupos de procesos, en lugar de después de cada una de las operaciones. Por ejemplo, suponiendo el mismo ejemplo anterior pero realizando la inspección después de cada 5 actividades el costo seria: Cb = 1000 (5* ) (.95)5 * (5* ) = $11,086
 (.95)5 * (5* ) = $11,086.")
56
Inspeccionar o No Inspeccionar
El modelo para decidir cuando inspeccionar en cierto punto de la secuencia de producción usa la taza de fracción defectuosa en el lote de producción, el costo de inspeccionar por unidad inspeccionada y el costo del daño que una unidad defectuosa causaría si es que no es inspeccionada. El costo total por un lote 100% inspeccionado puede expresarse así: Cb(100% inspección) = Q*Cs Donde Cb = costo total del lote, Q = cantidad de unidades en el lote y Cs = costo de inspección por unidad.
 = Q*Cs. Donde Cb = costo total del lote, Q = cantidad de unidades en el lote y Cs = costo de inspección por unidad.")
57
Cb(No inspeccionar) = Q*q*Cd
El costo total de no inspeccionar, es decir, el costo del daño de cada unidad defectuosa en el lote seria el siguiente: Cb(No inspeccionar) = Q*q*Cd Donde Cb = costo total del lote, Q = cantidad de unidades en el lote, q = probabilidad de que una pieza salga defectuosa y Cd = costo del daño por cada parte defectuosa que procede de una operación de proceso anterior.
 = Q*q*Cd. Donde Cb = costo total del lote, Q = cantidad de unidades en el lote, q = probabilidad de que una pieza salga defectuosa y Cd = costo del daño por cada parte defectuosa que procede de una operación de proceso anterior.")
58
Si la inspección de una muestra es usada para el lote, se debe entonces incluir en la ecuación el tamaño de la muestra y la probabilidad de que el lote sea aceptado. El costo resultante esperado del lote es la suma de 3 términos: Costo de inspeccionar la muestra de tamaño Qs. Costo esperado del daño que causen las piezas defectuosas si es que el lote pasa la inspección. Costo esperado de inspeccionar las partes restantes en el lote si la muestra no pasa la inspección.

59
En forma de ecuación seria:
Cb(Muestra) = CsQs + (Q – Qs)*q*Cd*Pa + (Q – Qs)*Cs*(1 – Pa) Donde Cb = costo total del lote, Q = cantidad de unidades en el lote, Qs = número de unidades en la muestra, q = probabilidad de que una pieza salga defectuosa y Cd = costo del daño por cada parte defectuosa que procede de una operación de proceso anterior y Pa = probabilidad de aceptar el lote basado en la muestra.
 = CsQs + (Q – Qs)*q*Cd*Pa + (Q – Qs)*Cs*(1 – Pa) Donde Cb = costo total del lote, Q = cantidad de unidades en el lote, Qs = número de unidades en la muestra, q = probabilidad de que una pieza salga defectuosa y Cd = costo del daño por cada parte defectuosa que procede de una operación de proceso anterior y Pa = probabilidad de aceptar el lote basado en la muestra.")
60
Se puede establecer una regla de decisión muy simple para establecer cuando inspeccionar el lote. La decisión esta basada en si es que la tasa de fracción defectuosa esperada en el lote es mayor o menor que un nivel crítico de defectos qc. qc = Cs / Cd Donde Cs = costo de inspeccionar una parte y Cd = costo del daño por cada parte defectuosa que procede de una operación de proceso anterior. Si la tasa de fracción defectuosa q < qc no se necesita inspección, pero si q > qc entonces el costo total de producción e inspección será menor si se hace una inspección al 100%.

61
Cb(100% inspección) = 10,000 ($0.25) = $2,500
Ejemplo: Una corrida de producción de 10,000 partes y se debe decidir si se hará una inspección del 100%. La experiencia pasada sugiere una tasa de fracción defectuosa de q = El costo por pieza, de inspección es Cs = $0.25. Si el lote pasa al siguiente proceso, el costo del daño por cada unidad defectuosa es Cd = $ Determinar el costo del lote con un 100% de inspección, el costo sin inspección y el valor critico de la fracción defectuosa para decidir si inspeccionar o no. Cb(100% inspección) = 10,000 ($0.25) = $2,500 Cb(No inspeccionar) = 10,000(0.03)($10.00) = $3,000 qc = Cs / Cd = 0.25 / = 0.025
 = 10,000 ($0.25) = $2,500. Cb(No inspeccionar) = 10,000(0.03)($10.00) = $3,000. qc = Cs / Cd = 0.25 / =")
62
Ejemplo (inspección de una muestra):
Tomando en cuenta los datos del ejemplo anterior con un muestra a tomar de 100 unidades con una probabilidad de 92% de aceptar el lote y la tasa de fracción defectuosa q = Determinar el costo del lote haciendo inspección de una muestra. Cb(Muestra) = $0.25(100) + (10,000 – 100)(0.03)($10.00)(0.92) + (10,000 – 100)($0.25)( ) = $
 = $0.25(100) + (10,000 – 100)(0.03)($10.00)(0.92) + (10,000 – 100)($0.25)( ) = $")
63
Lo que nos dicen las ecuaciones
Se pueden aprender muchas lecciones de estos modelos matemáticos. Estas lecciones pueden ser útiles en el diseño de sistemas de inspección para la producción. Por ejemplo: La inspección distribuida reduce el número total de unidades procesadas en una secuencia de producción por lo que reduce el desperdicio de recursos de procesamiento. A medida que la relación de costo de procesar una unidad con costo de inspeccionar una unidad se incrementa, la ventaja de una inspección distribuida aumenta sobre la de una inspección final. Las inspecciones se deben de realizar inmediatamente después de procesos que tienen una alta tasa de fracción defectuosa.

Presentaciones similares



 Capacidad del proceso>")















