Descargar la presentación
La descarga está en progreso. Por favor, espere

1
“Tendencias e innovaciones en el desarrollo de productos lácteos”
Yogur “Tendencias e innovaciones en el desarrollo de productos lácteos” Pablo Alem Technical Assistance & Sales Dairy - Southern Cone CHR HANSEN ARGENTINA S.A.I.C. VIII CONGRESO NACIONAL DE LA LECHE Paraguay. Junio 2015

2
Agenda Objetivo: Fortalecer los principios de elaboración y que surjan nuevos desarrollos.- 1- Generalidades. 2- Factores que afectan la calidad del yogur. Calidad de leche Tratamiento Cultivo Proceso 3- Conclusión.

3
Tipos de yogurt Yogurt Batido Firme Bebible Griego Yogurt helado
Natural Con colchón de frutas Bebible No diluído Diluído (con jugo o jarabe) Griego Yogurt helado Funcional Today yoghurt approx. 50 %, cultured milk 36 % and probiotics 14 %. Approx. values, since yoghurt products in some countries contain A and B, however not with probiotic ”cell count”. Cultured milk include products like fromage frais, sour cream, buttermilk/maas The total market growth of the dairy market for fermented milks products based on statistics of consumption (IDF) indicate an average growth rate of approximately 4 % pr. year on a global basis. Large differences are seen in the different regions but overall the growth for traditional yoghurt and fermented milk types are slowing down. The market for drinking yoghurt and fermented milk drinks including probiotic products and diluted drinks is growing by as much as 30 % pr. year. For each type of product the growth rate is dependent on the region and the tradition for product type.
 Griego. Yogurt helado. Funcional. Today yoghurt approx. 50 %, cultured milk 36 % and probiotics 14 %. Approx. values, since yoghurt products in some countries contain A and B, however not with probiotic cell count . Cultured milk include products like fromage frais, sour cream, buttermilk/maas. The total market growth of the dairy market for fermented milks products based on statistics of consumption (IDF) indicate an average growth rate of approximately 4 % pr. year on a global basis. Large differences are seen in the different regions but overall the growth for traditional yoghurt and fermented milk types are slowing down. The market for drinking yoghurt and fermented milk drinks including probiotic products and diluted drinks is growing by as much as 30 % pr. year. For each type of product the growth rate is dependent on the region and the tradition for product type.")
4
En qué se diferencian los yogures?
Base/formulación (tenor de grasa, de proteínas, estabilizantes, azúcares, edulcorantes) Selección del cultivo (suave vs. ácido, estructurante vs no estructurante) Parámetros de proceso (temperatura de fermentación, pH de corte, velocidad de enfriamiento, tratamiento mecánico, etc) Agregado de pulpa de fruta o saborizantes Ingredientes funcionales (probióticos, prebióticos, etc) Con el mismo cultivo se pueden obtener productos finales muy diferentes
 Selección del cultivo (suave vs. ácido, estructurante vs no estructurante) Parámetros de proceso (temperatura de fermentación, pH de corte, velocidad de enfriamiento, tratamiento mecánico, etc) Agregado de pulpa de fruta o saborizantes. Ingredientes funcionales (probióticos, prebióticos, etc) Con el mismo cultivo se pueden obtener productos finales muy diferentes.")
5
Producción de Yogurt Yogurt batido Yogurt Bebible Yogurt Set (o Firme)
Cultivo Leche en estanque de fermentación Fermentación (en estanque) Rotura y enfriamiento Envasado Yogurt batido Fruta, sabor, color Azúcar, estabilizantes Enfriamiento, envasado Mezclado Yogurt Bebible Leche en estanque buffer Llenado de vasos Fermentación (en vasos) Enfriamiento Yogurt Set (o Firme) Leche (y otros ingredientes) Tratamiento térmico y homogeneización Enfriar a temperatura de fermentación
 Rotura y enfriamiento. Envasado. Yogurt batido. Fruta, sabor, color. Azúcar, estabilizantes. Enfriamiento, envasado. Mezclado. Yogurt Bebible. Leche en estanque buffer. Llenado de vasos. Fermentación (en vasos) Enfriamiento. Yogurt Set (o Firme) Leche. (y otros ingredientes) Tratamiento térmico y homogeneización. Enfriar a temperatura de fermentación.")
6
Roles y actividades específicas en un cultivo de yogurt
Organismos termófilos, crecimiento óptimo a 38-44°C, usual 40-42°C péptidos - amino ácidos ST LB Predomina a 41-44°C; Responsable del aroma típico (acetaldehído) y de la post-acidificación Predomina a 35-40°C; Ácido fórmico, CO2
 y de la post-acidificación. Predomina. a 35-40°C; Ácido fórmico, CO2.")
8
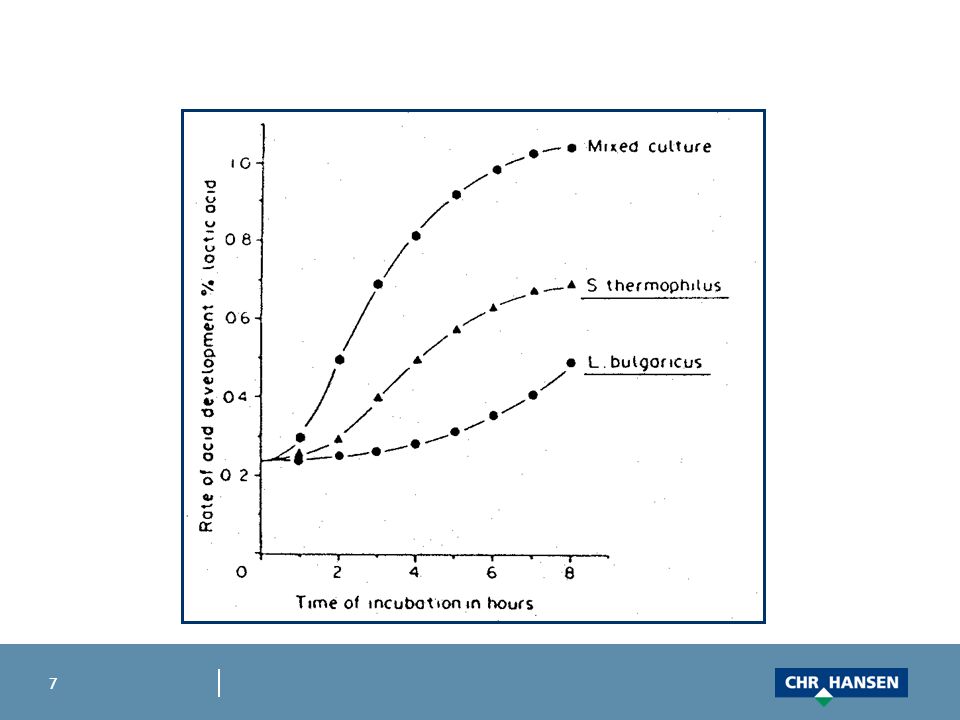
Actividad acidificante
Fase de crecimiento exponencial (St y Lb ) Fase a pH <4.5 (Lb) Fase “lag” ( St ) Seguridad
 Fase a pH <4.5 (Lb) Fase lag ( St ) Seguridad.")
9
Factores que influyen sobre la actividad de los cultivos y la calidad del producto final
Premium and creamy yogurt culture _

10
Factores que afectan la calidad de los yoghures
Cultivos Calidad de la leche Tratamiento de la leche Proceso

11
Factores que afectan la calidad de los yoghures
Calidad de la leche Cultivo - Higiene Variación estacional Antibióticos Tratamiento Proceso

12
Variación estacional La leche cambia significativamente a través de
las estaciones y del ciclo de lactación Se observan importantes diferencias en composición, que llevan a cambios significativos en el producto final La estandardización del contenido proteico es más importante que la estandardización en sólidos totales o en sólidos no grasos No tiene sentido mantener la proporción de leche descremada, crema y leche en polvo descremada si el tenor en proteínas de la leche descremada cambia significativamente.

13
Variación estacional - urea
Algunas cepas son más sensibles al contenido de urea, péptidos y aminoácidos libres. LB son menos afectados por las variaciones estacionales, ya que tienen un sistema eficiente de proteólisis y transporte de péptidos. Las cepas de ST muestran sensibilidad variable A partir de 0,5 g de urea/l de leche se observan efectos significativos

14
Picos de urea en curvas de acidificación con Mild 1.0
Base 1 y 2: leche en polvo A Base 3 y 4: leche en polvo B

15
Calidad de la leche: Antibióticos
Gran problema que aqueja a toda la industria lechera Cantidades mínimas de antibióticos en la leche Problema de Salud Pública Interferencia en el proceso de queso y yogurt Persona alérgica a dicho antibiótico con problemas como ardor en la piel, comezón, asma y shock anafiláctico. Además, la resistencia de los microorganismos a los antibióticos que puede reducir o eliminar por completo su acción y uso en el tratamiento de enfermedades. Atención a nivel mundial de los consumidores y de los legisladores generando reglas estrictas que controlan el uso y detección de antibióticos.-

16
Familias de Antibióticos
Beta-lactams /cephalosporins Tetracyclines Sulphonamides Aminoglycosides Macrolides Chloramphenicol Quinolones … Federación Rusa Beta-lactámicos (Penicilina G) ppb Tetraciclinas (Tetraciclina) 10 ppb Cloranfenicol ppb Estreptomicina 200 ppb
 4 ppb. Tetraciclinas (Tetraciclina) 10 ppb. Cloranfenicol 0.3 ppb. Estreptomicina 200 ppb.")
17
Betastar® Combo – fast combined beta-lactam + tetracycline test

18
Betastar® Combo – test rápido beta-lactam + tetracycline
Rapidez. Habilidad de bajo nivel requerido (alta sensibilidad). Probado en el mercado. Muy tolerante de cambios en la temporización de protocolo. No influenciado por el pH o la concentración de proteína o grasa. Conveniente para la leche de diferentes especies (vaca, cabra, oveja). Todos los tipos de leche (esterilizado de leche cruda, leche UHT, leche, leche en polvo reconstituida, la leche descongelada). No influenciado por los recuentos de células somáticas o conteos bacterianos.
. Probado en el mercado. Muy tolerante de cambios en la temporización de protocolo. No influenciado por el pH o la concentración de proteína o grasa. Conveniente para la leche de diferentes especies (vaca, cabra, oveja). Todos los tipos de leche (esterilizado de leche cruda, leche UHT, leche, leche en polvo reconstituida, la leche descongelada). No influenciado por los recuentos de células somáticas o conteos bacterianos.")
19
Factores que afectan la calidad de los yoghures
Tratamiento Calidad de la leche Cultivo Proceso Estandarización Homogeneización Tratamiento térmico Desaireación Aditivos

20
Re-hidratación de polvos
Función: Permite que las proteínas y polvos se rehidraten completamente Reduce grumos Mejora la funcionalidad de las proteínas. Incremanta la capacidad de ligar agua Reduce la separación de agua Condiciones óptimas: Un overnight enfriado a 5 0C C por 20mins – 2 horas Mayor proteínas agregadas > tiempo de hidratación Buen mezclado / buena recirculación dentro de los tankes de mezcla

21
Remover el oxígeno de la leche
Desaireación Remover el oxígeno de la leche Motivos Desarrollo de LAB (cultivo) es inhibido por el oxígeno Contiene oxidasas, las cuales convierten el O2 en H2O2 Malos olores en la leche son frecuentemente originados por compuestos volátiles. Beneficios de la desaireación por vacío. Incrementa la velodicdad de acidificación. Deodorización, mejor sabor, menos off-flavours Previene la oxidación de las grasa. Mejora las condiciones de operación del homogenizador (mejor efciencia de homogenización) Mejora la estabilidad y viscosidad
 es inhibido por el oxígeno. Contiene oxidasas, las cuales convierten el O2 en H2O2. Malos olores en la leche son frecuentemente originados por compuestos volátiles. Beneficios de la desaireación por vacío. Incrementa la velodicdad de acidificación. Deodorización, mejor sabor, menos off-flavours. Previene la oxidación de las grasa. Mejora las condiciones de operación del homogenizador (mejor efciencia de homogenización) Mejora la estabilidad y viscosidad.")
22
Homogeneización Objetivos Evitar la separación de la crema
Estabilizar la emulsión Reducir el riesgo de sinéresis Mejorar la textura Obtener apariencia más blanca Diluír completamente los ingredientes secos

23
Efecto del contenido de grasa sobre la viscosidad del yogurt cuando la base está homogeneizada o no
Homogeneizada (100 kg/cm2 a 45°C) No homogeneizada % grasa en la leche
 No homogeneizada. % grasa en la leche.")
24
Homogeneización - temperatura
Viscosidad Tratamiento Temperatura eficaz >60°C Diámetro 5 µm 1µm Los lípidos cristalizan en la leche fría, y la homogeneización no reduce el diámetro del glóbulo graso Sin tratamiento térmico homogeneización (kg/cm2)
")
25
Tratamiento térmico – Etapa crítica
Destrucción y/o eliminación de los patógenos y otros microorganismos no deseados, incluyendo enzimas PERO… EN LA PRODUCCIÓN DE YOGURT HAY OTRO MOTIVO MÁS Reducción del riesgo de sinéresis en el producto final, y desarrollo de textura Tratamiento térmico óptimo: Es el que llega a un % de desnaturalización de las proteínas, para optimizar el ligado de agua

26
Efecto del tratamiento térmico en la textura del yoghurt
Formación de Gel Fermentación Tratamiento térmico óptimo Agregación Tratamiento térmico no óptimo Fermentación Proteína de suero desnaturalizada Casein Proteína de suero Fat

27
Tratamiento térmico y textura
95°C/5 min 72°C/15 sec

28
Calidad de la leche Cultivo Tratamiento Proceso
- Velocidad de acidificación - Compuestos aromáticos - Textura (firmeza de gel y espesor en boca) - Post-acidificación
 - Post-acidificación.")
29
Criterios de selección de un cultivo
Tipo de producto Características del producto Sabor/aroma (tipo / intensidad/ shelf life) /cuerpo / gas Límites en producción Tiempo / Packaging / Incubación / Frío / Costo Resistencia a fagos / rotación Requisitos regulatorios Preferencias del consumidor Natural, presencia/ausencia de estabilizantes, etc…
 /cuerpo / gas. Límites en producción. Tiempo / Packaging / Incubación / Frío / Costo. Resistencia a fagos / rotación. Requisitos regulatorios. Preferencias del consumidor. Natural, presencia/ausencia de estabilizantes, etc…")
30
Evolución temporal de las preferencias del mercado y su relación con el portafolio de productos
2014 Very high Los cultivos estructurantes y mild permiten reducir la cantidad de estabilizantes y azúcar, y disminuir la concentración de grasa sin comprometer el sabor y el aroma del producto 2012 2011 2009 2006 mid 1990’s Viscosidad (mouth thickness) late 1990’s 2002 1980’s 1960’s Low Very mild Very strong Intensidad de aroma
 late 1990’s ’s. 1960’s. Low. Very mild. Very strong. Intensidad de aroma.")
31
Yogurt DVS blends – composición definida
Producción de cepas en Francia, Dinamarca y USA St St Lb Lb-2

32
Formación de ácido y acetaldehído
pH acetaldehyde La cantidad de acetaldehído varía entre los cultivos, dependiendo de las características de las cepas de LB y ST, y de su proporción relativa. En general, cuanto más LB mayor es la producción de acetaldehído La incubación a alta temperatura (43°C) favorece LB -> más acetaldehído (pero también menos textura y más sinéresis)
 favorece LB -> más acetaldehído (pero también menos textura y más sinéresis)")
33
ExoPoliSacáridos EPS Cepas dependiente!
EPS afecta la textura de productos fermentados en leche: Producido por una variedad de LAB durante la fermentación Firmeza de gel Viscosidad Mouth thickness Cremosidad Sinéresis Producido en baja cantidades ( mg/L leche fermentadas) Formado por subunidades repetitivas de monosacaridos: glucosa, galactosa, rhamnosa y manosa (fosfato, acido glucónico y otros) EPS puede impactar en el caracter filante. Cepas dependiente!
 Formado por subunidades repetitivas de monosacaridos: glucosa, galactosa, rhamnosa y manosa (fosfato, acido glucónico y otros) EPS puede impactar en el caracter filante. Cepas dependiente!")
34
Factores que afectan la calidad del yogurt / textura
Los factores que modifiquen el desarrollo del cultivo, su metabolismo y la relación entre cepas, tendrán impacto en la textura. Por ejemplo: Proteína (Efecto buffer) Azúcar Temperatura de incubación Conservantes (K-sorbato)
 Azúcar. Temperatura de incubación. Conservantes (K-sorbato)")
35
Efecto de los ingredientes en la Firmeza del Yoghurt
Sólidos Lacteos Cultivos Frequency (HZ) G’ (Pa) Frequency (HZ) G’ (Pa) Set-yoghurt culture added: 2% added: 1% Stirred-yoghurt culture EPS yoghurt culture added: 0% Estabilizantes Frequency (HZ) G’ (Pa) Gelatin Pectin Starch
 G’ (Pa) Frequency (HZ) G’ (Pa) Set-yoghurt culture. added: 2% added: 1% Stirred-yoghurt culture. EPS yoghurt culture. added: 0% Estabilizantes. Frequency (HZ) G’ (Pa) Gelatin. Pectin. Starch.")
36
Interacción de los almidones con cultivos productores de EPS.
A, B,C,D,E,F Almidones

37
Interacción de los almidones con cultivos productores de EPS.
Apariencia Maxigel 617 Yomix 883 Maxigel 617 Premium 1.0 Maxigel 617 Mild 1.0 Snow Flake 6413 Ypmix 883 Snow Flake 6413 Premium 1.0 Snow Flake 6413 Mild 1.0 Almidón E Cultivo 1 Almidón E Premium 1.0 Almidón E Mild 1.0 Almidón F Cultivo 1 Almidón F Premium 1.0 Almidón F Mild 1.0

38
Propiedades del producto ligadas al cultivo
Sabor/Aroma Acidez Acetaldehído Astringencia Otros Textura/Apariencia Espesor en boca (Mouth thickness) Firmeza de gel (Gel firmness) Filancia Lisura Brillo Sinéresis Acidificación Velocidad de fermentación Post acidification en el proceso Post acidification en la vida útil 4/17/2017
 Firmeza de gel (Gel firmness) Filancia. Lisura. Brillo. Sinéresis. Acidificación. Velocidad de fermentación. Post acidification en el proceso. Post acidification en la vida útil. 4/17/2017.")
39
La estructura de los productos lácteos fermentados
Factores importantes Tiempo Temperatura pH Cultivo Estructura Homogeinización Heating Proteina Grasa Tecnología Sólidos Tratamiento mecánico Lactosa y sales

40
Efecto de algunos estabilizantes
Ingrediente Agregado Efecto Comentarios Gelatina Inicio Liso, brillante, aumenta firmeza Líquida a temperatura ambiente Pectina, Textura lisa, aumenta viscosidad Un dosaje demasiado alto aumenta el tiempo de fermentación y da textura rugosa Almidón, Estructura áspera, aumenta viscosidad Menor costo Leche en polvo aumenta viscosidad, más cuerpo Etiqueta limpia Proteínas de leche (MPC, WPC, UF) aumenta viscosidad, más cuerpo pero menos lactosa Mayor costo
 aumenta viscosidad, más cuerpo pero menos lactosa. Mayor costo.")
41
Textura Firmeza de gel Palatabilidad Filancia
Evaluación de la textura con una cuchara Test oral, consumiendo el producto Test no oral, observando los “hilos” que cuelgan de la cuchara The texture of the yoghurt is mainly described by these three notions: gel firmness Evaluated visually by slowly placing a spoonful of yoghurt on an untouched yoghurt surface and evaluate how long it keeps the structure before flowing out – the longer the time the higher the Gel firmness. 2, mouth thickness: hvor lang det tager at sluge produktet 3, ropiness

42
Cómo lograr elevada viscosidad en la boca?
1) Usando cultivos productores de EPS Cepas seleccionadas y en correcta relación 2) Alto nivel de proteínas 3) Estabilizantes Almidón Pectina Gelatina 4) Combinación de cultivos y proteínas y estabilizantes Almidón Pectina Gelatina Shear rate Shear stress Firmeza de gel Viscosidad en la boca
 Usando cultivos productores de EPS. Cepas seleccionadas y en correcta relación. 2) Alto nivel de proteínas. 3) Estabilizantes. Almidón. Pectina. Gelatina. 4) Combinación de cultivos y proteínas y estabilizantes. Almidón. Pectina. Gelatina. Shear rate. Shear stress. Firmeza de gel. Viscosidad en la boca.")
43
Cultivo Calidad de la leche Proceso Tratamiento
- Temperatura de fermentación - pH Enfriado - Tratamiento post fermentación

44
Incubación Tiempo necesario para que el cultivo crezca, produzca ácido láctico y disminuya el pH a 4,60 o menos (dependiendo del diseño del producto) Necesita de temperatura óptima, dependiente del tipo de producto Yogurt – 38-43°C

45
Fase crítica pH El coágulo no debe sufrir disturbios en el rango de pH crítico 7 6 5 When designing the factory and tanks very important to be aware of ”critical fermentation time” which is between pH 6 and approx. pH 4.6. Between these pH values the coagulum should not be disturbed. 4 1 2 3 4 Tiempo (h)
")
46
Efecto de las proteínas sobre el tiempo de acidificación

47
Contenido de azúcar y tiempo de fermentación

48
Contenido de azúcar y tiempo de acidificación
Los nuevos cultivos son más robustos en presencia de azúcar

49
Contenido de azúcar y tiempo de fermentación

50
Efecto del conservante

51
Impacto del Sorbato y Oxígeno en los tiempos de acidificación
100 150 200 250 300 350 400 450 500 550 2ppm 4ppm 6ppm Yoflex Mild 100 150 200 250 300 350 400 450 Time - min 2ppm 4ppm 6ppm Oxygen - ppm tpH4,6 tpH4,6 w/Sorbate YFL 902 100 150 200 250 300 350 400 450 500 2ppm 4ppm 6ppm YF L 700 100 150 200 250 300 350 400 450 500 Time-min 2ppm 4ppm 6ppm YF L 812 O Condiciones del proceso : Sustrato , leche líquida+ 3% LPD, Pasteurización 90C 5m, dosis 0,01%, incubación: 42C .

52
Enfriamiento

53
Principios La producción de yogurt es un proceso biológico
El enfriamiento es el método más fácil para controlar la actividad metabólica del cultivo y sus enzimas El enfriado del coágulo comienza apenas el producto alcanza la acidez deseada pH antes del enfriado Yogurt firme: Yogurt batido: 4.6 – 4.5 Bebibles: a menudo 4.6

54
Post-acidificación de proceso
El pH continúa disminuyendo después del corte, durante el enfriamiento y antes del envasado Crítico en estanques de gran capacidad Se puede controlar con Selección del cultivo Enfriado eficiente

55
Post-acidificación en el proceso
pH luego del corte a 4,65 durante 5 horas a 42C

56
Post-acidificación en shelf-life
Reducción del pH durante la shelf life Las bacterias lácticas continúan convirtiendo lactosa en ácido láctico aún a 4C Excesiva acidificación lleva a sabores anómalos, sinéresis y otros defectos Se controla con Selección del cultivo Cadena de frío En la selección de un cultivo, prestar atención a la post acidificación en proceso y en shelf life

57
Enfriamiento en yogures batidos – 2 opciones
Enfriamiento rápido debajo de 10C Práctica en plantas de alto volumen con limitaciones de capacidad. Usualmente combinado con alto estrés mecánico Dos etapas de enfriamiento – minimizar daños de estructuras Etapa 1: enfriamiento rápido 20 – 25C Etapa 2: yogur envasado enfriado lentamente a 6°C (43°F) dentro de 8–10 h. La textura / viscosidad recompone dentro de las 24-48h
 dentro de 8–10 h. La textura / viscosidad recompone dentro de las 24-48h.")
58
Efecto de la temperatura de enfriamiento –Yogures batidos
Chr. Hansen recomienda el enfriamiento en 2 etapas Rápido de 20-24°C en intercambiador a placa y tubular Lento overnight to 3-5°C in cold storage Base lacteo: Leche reducida en grasa + 2% leche en polvo descremada, sin azúcar. Cultivo YF-LX700 Incubación: 0.02% a 43°C 2-etapas de enfriamiento Enfriamiento rápido a 12°C

59
Característica de los cultivos para el proceso de enfriamiento en dos etapas
El cultivo no debe post acidifcar durante el proceso Los cultivos de baja post-acidificación dan la posibilidad de aplicar estrés mecánico durante el proceso de enfriamiento a mayor temperatura y se obtiene mayor viscosidad

60
CONCLUSIÓN Cultivos Calidad de la leche Tratamiento de la Proceso

61
Muchas gracias! Pablo Alem Technical Assistance & Sales
Dairy - Southern Cone CHR HANSEN ARGENTINA S.A.I.C. VIII CONGRESO NACIONAL DE LA LECHE Paraguay. Junio 2015

Presentaciones similares