Descargar la presentación
La descarga está en progreso. Por favor, espere

1
Refineria Ñico Lopez

2
PUESTA EN MARCHA DE LA UNIDAD DE CRAQUEO CATALITICO
CON MINIMO DE GASES QUEMADOS EN EL FLARE AUTOR : JOSE M. ALVAREZ POZO

4
SEGÚN LA NORMA AMERICANA, PARA LA PUESTA EN MARCHA DEL TURBO COMPRESOR, ERA NECESARIO, QUEMAR LOS GASES EN LA ANTORCHA, HASTA TANTO NO ESTUVIERA ESTABILIZADO EL CRACKING. SE ADICIONABA CARGA, SE AUMENTABA INYECTO Y POSTERIOR A LA ESTABILIZACION DE LA UNIDAD, SE PONIA EN MARCHA EL TURBO COMPRESOR.

5
LA LLAMA PERMANECIA ELEVADA DURANTE HORAS EN OCASIONES DIAS
EN OTRAS DESPUES DE UN PERIODO DE CALMA CON UNA LLAMA PEQUEÑA NUEVAMENTE LA LLAMA ELEVADA

6
OBJETIVO PRINCIPAL TENER GIRANDO EL TURBO COMP. (TC-601) ANTES DE INTRODUCIR CARGA A LA UNIDAD
 ANTES DE INTRODUCIR CARGA A LA UNIDAD")
7
TURBO COMPRESOR TC-601 Item : C – 601 A Type : Centrifugal No. Required : 1 Type of Drive : Steam Turbine Molecular Wt. : 45.4 Cp/Cv at 200 ºF : 1.126 Compressibility Factor : 0.985 Corrosive Condition : Wet H2S Gas Analysis : Composition Mol. % CO CO CO N SH H CH C2= C C3= C C nC4= C nC IC IC C Process Requirements : Quantity , SCFH Suction Temperature, ºF Suction Pressure , Psig Discharge Pressure , Psig Discharge Temperature , ºF Steam Condition : Inlet Pressure , Psig : Inlet Temperature, ºF : Outlet Temperature, ºF : Flujos kscfm 7.98 Lb/h Hidrógeno %mol 3.6 Condiciones de succión Flujo kacfm 7.3 Ps psia 17.2 Ts Deg F 105 Factor de Comp Razón de Calores specific Condiciones de la descarga Pd psia 160 TD Deg F 320 Factor de compression Coef. Polytrophic N 1.2 Potencia Relación de compresión 9.3 Eficiencia Adiabática (2) Eficiencia Politrópica (2) Shaft HP 2144 (2)
 Eficiencia Politrópica 68.1 (2) Shaft HP 2144 (2)")
8
Total Shaft HP 1980 (4) MW 1.45 (1.67 max) Turbina Flujo de vapor lb/h Succión Ps psia 164 Ts Deg F 468 Descarga Pd psia 1.42 Td Deg F Velocidad rpm (5) Eficiencia turbina % 64.8 (2) Valor calculado por las especificaciones de entrada y salida y composición dada. (4) El valor especificado de HP (incluyen las pérdidas mecánicas) (5) Revoluciones máximas especificada por el suministrador rpm
 Eficiencia turbina % (2) Valor calculado por las especificaciones de entrada y salida y composición dada. (4) El valor especificado de HP (incluyen las pérdidas mecánicas) (5) Revoluciones máximas especificada por el suministrador rpm.")
9
RESISTENCIA AL CAMBIO El peso molecular del gas de baja (PM = 54.0), posible daño a la estabilidad, resistencia mecánica, vibraciones del equipo y afectaciones por operación continuada debajo de la velocidad crítica Arrastre de líquido (condensado) al compresor Temperatura del Gas a la salida del compresor Peso Molecular en el tambor D-501
, posible daño a la estabilidad, resistencia mecánica, vibraciones del equipo y afectaciones por operación continuada debajo de la velocidad crítica. Arrastre de líquido (condensado) al compresor. Temperatura del Gas a la salida del compresor. Peso Molecular en el tambor D-501.")
10
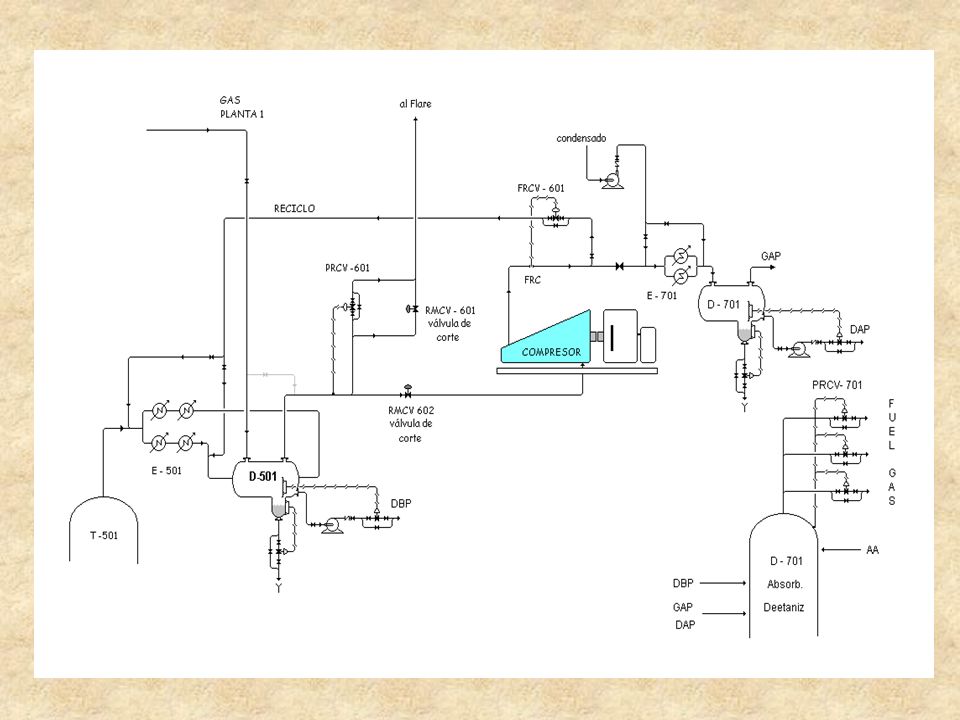
Control del líquido en el D-501
Operar contra el sistema con gas de baja presión resultaría en una afectación al diseño mecánico del turbo compresor, no calculado para ese peso molecular. La máquina accionará sobre el reciclo y contra las PRCV-701 setteadas entre 50 y 60 psig Control del líquido en el D-501 Nunca ha de quedar vacío (pérdida del sello líquido),.No ha de quedar con nivel superior a 0.4 diámetro del tambor, para evitar líquido al TC-601ª. El Gas a la salida del TC-601, se envía a través del reciclo a la entrada de los E-501, para su enfriamiento Rodar la máquina, reciclando al D-501, incrementar revoluciones, superada la velocidad crítica, es el momento de adicionar carga a la unidad, se ajustan la PRCV-701 entre 50 y 60 psig y se abre la válvula a Finales Ligeros, se continúa el incremento de velocidad, alcanzado el flujo mínimo, se ajusta para reciclo y T-701. Operación que se realiza entre 10 – 15 minutos, para ajuste del Peso Molecular en el D-501
,.No ha de quedar con nivel superior a 0.4 diámetro del tambor, para evitar líquido al TC-601ª. El Gas a la salida del TC-601, se envía a través del reciclo a la entrada de los E-501, para su enfriamiento. Rodar la máquina, reciclando al D-501, incrementar revoluciones, superada la velocidad crítica, es el momento de adicionar carga a la unidad, se ajustan la PRCV-701 entre 50 y 60 psig y se abre la válvula a Finales Ligeros, se continúa el incremento de velocidad, alcanzado el flujo mínimo, se ajusta para reciclo y T-701. Operación que se realiza entre 10 – 15 minutos, para ajuste del Peso Molecular en el D-501.")
12
PREMISAS Realizar el procedimiento aprobado de puesta en marcha del TC-601, hasta el momento de poner a girar la máquina. Disponer de NCP o de NVP (de ser posible) para enviar a la T-701, desde el comienzo de la operación. Preparar y coordinar acciones, para la quema de gas combustible en todos los hornos y calderas. Revisar el circuito de reciclo del TC-601 al D-501 pasando por los E-501. Asegurar agua a los E-501. Disponer de agua en el D-501 (como sello, para evitar pérdida de HC condensado)
 para enviar a la T-701, desde el comienzo de la operación. Preparar y coordinar acciones, para la quema de gas combustible en todos los hornos y calderas. Revisar el circuito de reciclo del TC-601 al D-501 pasando por los E-501. Asegurar agua a los E-501. Disponer de agua en el D-501. (como sello, para evitar pérdida de HC condensado)")
13
Para introducir carga a la unidad, se tendrán en cuenta dos factores:
Sobre pasar la primera velocidad crítica. Flujo a través del TC-601 El flujo estará por encima de la cantidad mínima al superar la velocidad crítica y una vez alcanzado este por setting, será el momento oportuno de abrir para finales ligeros. Reciclar y enviar gas al sistema de 40 # Gas de 5 y tope del fraccionador. permitirá recuperar el peso molecular

14
Durante el proceso de incremento de revoluciones, serán ajustados:
El setting del FRC-601 y las revoluciones de compresor, hasta establecer flujo normal de operación y estabilizar la unidad de finales ligeros. Evitando contra presión en la descarga del TC-601, a la par que se destapan los dispersores, se mantendrá el sistema en creciente con ajuste de flujo por reciclo FRCV-601, incrementando revoluciones. Iniciado ya el destape de los dispersores, se va enviando gas comprimido hacia finales ligeros ajustando la presión en la T-701 en valores de 50 a 60 psig por espacio de 10 a 15 minutos, con el objetivo de estabilizar la composición del gas a comprimir, ajustar definitivamente la presión en función de la disponibilidad de vapor y vacío alcanzado en el E-601.

15
Procedimiento Acciones a realizar.
Cumplida la corrida de prueba, se logran establecer las acciones a realizar en la operación. Para la operación del TC-601ª, se necesita un operador de Cracking, que se encargue solo de la máquina, la supervise y coordine las operaciones con el panelista de Finales Ligeros. Luego de concluir el calentamiento y retirado el platillo de 30”, se procede a buscar presión en la T-501 y en el D-401 y D-402, se comienza la adición de catalizador, reciclar el fondo de la T-501 y a calentar el inyecto.

16
Se purga la succión y descarga del T-601ª.
En este momento se arranca la bomba de aceite y se mantiene recirculando por una hora. Se pone el Gas de 5# al D-501, coordinado con Planta 1 y Finales Ligeros. Se purga la succión y descarga del T-601ª. Se bloquea la descarga del T-601ª al flare (antorcha) y la RCMV-603. Se abre la FRCV-601 (recirculación del TC-601ª)
 y la RCMV-603. Se abre la FRCV-601 (recirculación del TC-601ª)")
17
Comienza a rodar el TC-601ª
(puesta en marcha) En la medida que se incrementan las revoluciones, controlará que la presión de succión (D-501), no baje de 2 psig. (la PRCV-601 A irá cerrando). Se controlará el líquido en el D-501. No ha de quedar vacío (pérdida del sello líquido),.No ha de quedar con nivel alto (0.4 Diámetro del tambor), para evitar líquido al TC-601ª. Con el incremento de revoluciones, se debe ir abriendo la recirculación, (por lo general se abre totalmente, junto con el desvío.
 En la medida que se incrementan las revoluciones, controlará que la presión de succión (D-501), no baje de 2 psig. (la PRCV-601 A irá cerrando). Se controlará el líquido en el D-501. No ha de quedar vacío (pérdida del sello líquido),.No ha de quedar con nivel alto (0.4 Diámetro del tambor), para evitar líquido al TC-601ª. Con el incremento de revoluciones, se debe ir abriendo la recirculación, (por lo general se abre totalmente, junto con el desvío.")
18
Chequear periódicamente (8 – 10 minutos), el punto de bombeo, fundamentalmente incremento constante de la recirculación, mantendrá suficiente producto en la succión. Continuar incrementando revoluciones progresivamente en la máquina, (sin saltos bruscos). Alcanzado estabilidad en las revoluciones de la máquina, existirá una tendencia al aumento de presión, en succión y descarga, momento oportuno para comenzar a despegar la RMCV-603 hacia la T-701, coordinando con el panelista de Finales Ligeros el cual pasará a controlar la presión en la T-701.
. Alcanzado estabilidad en las revoluciones de la máquina, existirá una tendencia al aumento de presión, en succión y descarga, momento oportuno para comenzar a despegar la RMCV-603 hacia la T-701, coordinando con el panelista de Finales Ligeros el cual pasará a controlar la presión en la T-701.")
19
Apuntes Como la presión de la sección de cracking, dejará de ser controlada por la PRCV-601ª con el objetivo de que el TC-601ª no pierda succión, deberán estar en estrecha comunicación, los operadores de cracking, del TC-601ª y de finales ligeros. El TC-601ª bajo el control del PRC-601b y enviando gas a finales ligeros, se irá buscando control por la FRCV-601, pondrá también en automático por el punto de bombeo, en la medida que se tenga control, irá cerrando el desvío y abriendo la RMCV-603, esta acción se realiza con constancia de que el TC-601ª no pierda presión debido al efecto de los E-701 A/B.

20
La presión del sistema quedará controlada por el PRC-701 (a valores de 40 – 45 psig.)
En la medida que se introduzca carga en el reactor, irán mejorando las condiciones de operación del TC-601ª . Recordar, el control los niveles del D-501, producto, gas y agua., cambios bruscos de la presión del tambor, afectará la sección de cracking.

21
LOS TIEMPOS REQUERIDOS PARA PONER EN MARCHA LA UNIDAD CON LA NUEVA METODOLOGIA, SE HAN REDUCIDO OSTENCIBLEMENTE Y SE TRABAJA PARA OPTIMIZAR ESTA OPERACIÓN, UNA META SERA REALIZAR LA MISMA EN 2 HORAS EL PROCEDIMIENTO NO REQUIRIÓ DE INVERSIÓN NI PROYECTOS. SE UTILIZARON SOLO LAS INSTALACIONES EXISTENTES LA PONENCIA ES REPRESENTATIVA DE AHORRO ENERGETICO Y DISMINUCION DEL IMPACTO AMBIENTAL.

22
Gas Seco kg/h LPG Gasolina Gasol cont. metano 701.98 propano 2511.6 ipentano 119.03 NBP102 90.121 NBP161 12.307 etano 714.64 ibutano 2786.1 npentano 7.0108 NBP107 177.44 NBP164 7.5592 Hidrógeno 42.63 nbutano 2111.1 NBP17 1512.2 NBP117 100.66 NBP177 8.3889 Agua 448.58 propeno 3989.1 NBP31 2018.9 NBP118 130.65 NBP184 8.9434 Nitrógeno 376.51 1buteno 1244.8 NBP46 2613 NBP132 43.284 NBP189 6.7845 CO 105.37 1-3butad 946.53 NBP59 1117.6 NBP135 55.786 NBP210 2.4115 CO2 274.22 102.91 NBP75 1065.1 NBP146 24.607 NBP219 0.504 SH2 372.49 2.3275 NBP90 216.36 NBP149 17.738 NBP235 Flujo Total kg/h Tm/h 26.09 Durante la puesta en marcha solo promedian BPSD de los que se tienen como Plan. Tm 2.09 9.41 6.43

23
El tiempo promedio para la puesta en marcha sin el empleo de la metodología en horas
9.78 Gas Seco LPG Gasolina Tm Toneladas quemadas en el flare en cada puesta en marcha 175.32 Total 177.11 P. Marcha Toneladas de gas de baja presión quemadas también en el flare 1.79 685.42 Anual Promedio de paradas al año sin contar 2004 3.87 Por cada $/Tm Ton /a $/a 190168 85.91 246.77 356.16 568.8 243.35 578.43 Los resultados de las dos corridas no fueron 100% eficiente, debido a razones ajenas a esta, baja capacidad de consumo de gas y problemas con la generación de vapor, promediándose un % del total 0.8425 Factor FOE Contenidos calóricos Kcal/kg BTU/lb FOE/Ton. Tm/a Fuel Oil 9560 1.0000 10395 18700 1.3700 11670 19000 1.2284 $ Por cada NCL 11200 20146 1.1789

24
IMPREVISTOS SUCEDEN UNA VEZ DESTAPADOS LOS DISPERSORES Y QUEMANDO GAS EN LA ANTORCHA. DEFICIENCIAS EN EL GOBERNADOR Y BOMBAS DE LUBRICACÍON, VIBRACIONES, ACEITE CONTAMINADO, FALLOS DE VAPOR, HAN PROVOCADO HORAS Y DIAS QUEMANDO GAS EN LA ANTORCHA, O CORTAR INYECTO Y EMPEZAR NUEVAMENTE. CON LA METODOLOGIA, SE PUEDEN DETECTAR LA MAYORIA DE LOS FALLOS ANTES MENCIONADO, PREVIO A PONER CARGA EN LA UNIDAD. DISMINUYE EL TIEMPO DE PUESTA EN MARCHA Y SE APORTA CON CELERIDAD GAS DE 40 A HORNOS Y CALDERAS QUE HASTA EL MOMENTO CONSUMIAN FUEL OIL, CON AFECTACIONES AL SISTEMA QUEMADORES Y HOGAR DE LLAMAS, AL NO CONTAR CON GAS PARA LA COMBUSTION

25
SE TOMARON LOS PROMEDIOS DE PUESTA EN MARCHA DESDE 1997
TODOS LOS VALORES SUPERIORES A 4 ARRANCADAS FUERON ELIMINADOS EL RESULTADO ES CONOCIDO 3.87 PUESTAS EN MARCHAS CON PROMEDIO DE 9.78 HORAS PARA LOS IMPREVISTOS SE TOMARON LOS VALORES SUPERIORES A 9.78 HORAS DURANTE EL PERIODO CANTIDAD DE AÑOS POR QUEMA DE HIDROC HORARIA USD/H HORAS PROMEDIO SUPERIORES A 9.78 H PERDIDAS POR AÑO USD/A PERDIDAS TOTALES ANUALES USD TM

26
LA ANTORCHA MANTENDRA UNA ALTURA NORMAL, SIN INCOMBUSTIONADOS.
CON LA NUEVA METODOLOGIA MAS DEL 95 % DEL GAS MANIPULADO, ES ENVIADO POR LINEA DE GAS DE 40 A HORNOS Y CALDERAS, SUSTITUYENDO PARCIALMENTE EL FUEL OIL OBLIGADOS A CONSUMIR POR FALTA DE GAS. LA ANTORCHA MANTENDRA UNA ALTURA NORMAL, SIN INCOMBUSTIONADOS.

27
NO SE INCLUYE COMO NUMERO EN EL EFECTO ECONOMICO, EL IMPACTO AMBIENTAL
DEBILIDADES: NUESTRO SISTEMA PRODUCTIVO AMENAZAS: EL CITMA, EL TURISMO, EL GRUPO DE TRABAJO DE LA BAHIA Y EL CASCO HISTORICO, PUEDEN COLAPSAR LA REFINERIA

28
IMPACTO AMBIENTAL LA REFINERIA ÑICO LOPEZ PRODUCE TODO EL DIESEL Y EL PETROLEO COMBUSTIBLE PARA LOS GRUPOS ELECTROGENOS, PRODUCE GASOLINA SUFICIENTE PARA CONSUMO INTERNO Y EXPORTACIONES IMPORTANTES PARA LA ECONOMIA NACIONAL. LA CONTAMINACION PRODUCIDA POR ESTAS EMANACIONES TM. ANUALES. JUNTO A OTROS EFECTOS CONTAMINANTES PUEDE HACER INCOMPATIBLE LA PRECENSIA DE LA REFINERIA EN EL ENTORNO DE LA BAHIA Y EL CASCO HISTORICO, Y PROVOCAR LA PARADA DE LA MISMA AFECTACIONES SERIAS A LA NACION AL CONVERTIRNOS EN IMPORTADORES DE PRODUCTOS TERMINADOS, A LOS ELEVADÍSIMOS PRECIOS DEL MERCADO ACTUAL

29
DISMINUIR EL IMPACTO AMBIENTAL DE LA REFINERIA
FORTALEZAS DISMINUIR EL IMPACTO AMBIENTAL DE LA REFINERIA OPORTUNIDADES NUESTRO ESFUERZO PROPICIARA NUESTRA PERMANENCIA COMO INDUSTRIA EN LA BAHIA DE LA HABANA

30
GRACIAS

Presentaciones similares