Descargar la presentación
La descarga está en progreso. Por favor, espere

1
Asignación de Cargas Secuenciamiento

2
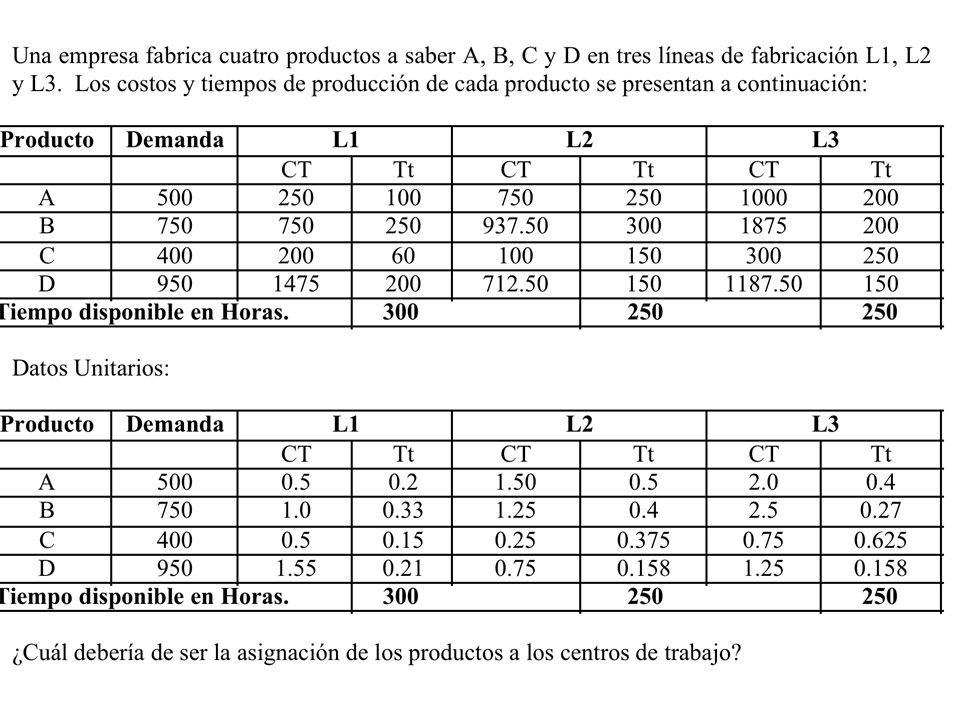
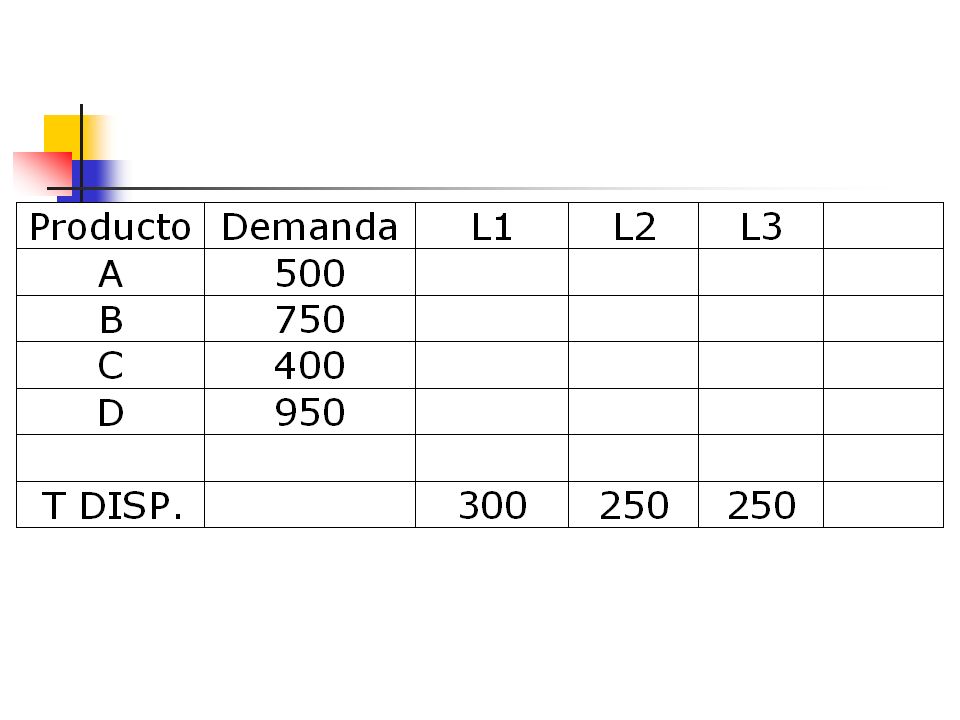
Asignación de Cargas Método Húngaro o Algoritmo de Kuhn:
También llamado el método de las líneas rectas. Funciona únicamente para matrices nxn Es un método basado en programación matemática y uno de los más usados

3
Reglas El número de productos debe ser igual al número de líneas
Restar el menor número en cada columna Restar el menor número en cada fila Cubrir con líneas rectas las filas o columnas que tengan un cero Restar el menor de los números no cubiertos por líneas a los demás y sumarlo a las intersecciones de las líneas Repetir el proceso a partir de la cuarta regla El procedimiento termina cuando el número de líneas que cubren los ceros sea igual a n

7
Gráficas de Gantt El propósito de la gráfica es desplegar el estado de cada recurso en todo momento. El eje x representa el tiempo y el eje y consiste en una barra horizontal para cada máquina. Cuando tiene que procesarse un trabajo en una máquina, se coloca un rectángulo en la barra horizontal que comienza en el tiempo de inicio del trabajo y concluye en su tiempo de terminación.

8
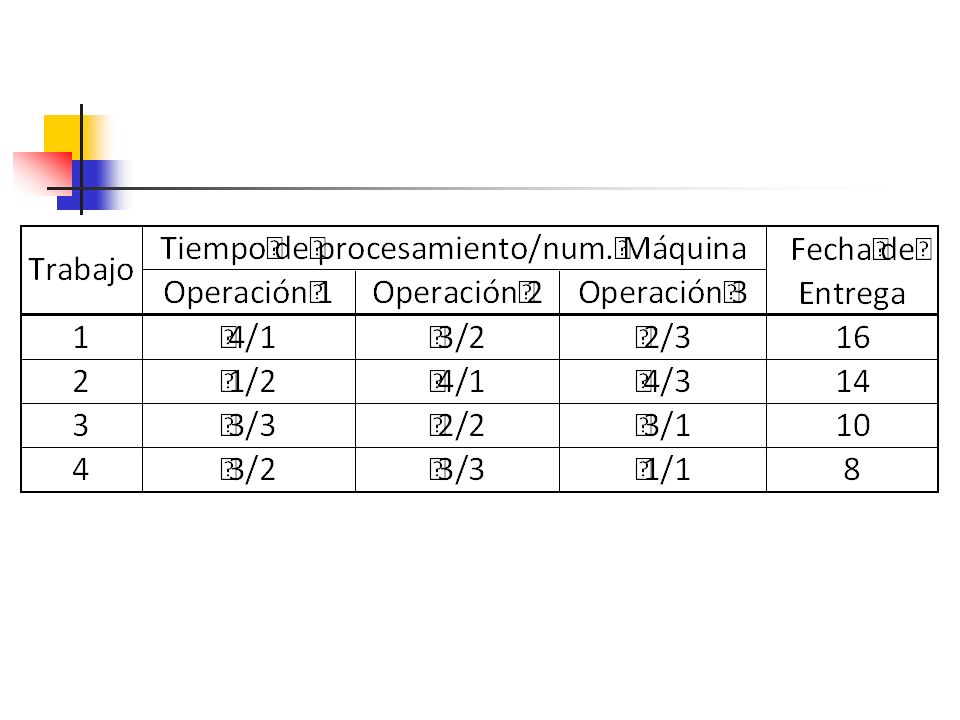
Ejercicio La siguiente tabla son los datos de un problema en un taller de producción intermitente con 3 máquinas y 4 trabajos. La primera operación del trabajo 1 toma 4 minutos y se realiza en la máquina 1; esto se denota por 4/1 en el renglón del trabajo 1 y la columna de la operación 1 de la tabla. Todas las órdenes de trabajo se mandan en el tiempo cero y las fechas de entrega están dadas en la última columna.

10
Considere la secuencia en la maq 1, la secuencia en la maq 2 y la en la maq 3. Calule el retraso promedio.

11
Análisis de Secuenciamiento
La secuenciación de paso para los pedidos por los centros de trabajo, se hace con el objetivo de cumplir con las fechas de entrega con el menor consumo de recursos posibles. Cuando lo fundamental es el cumplimiento de las fechas de entrega planificadas y cuando la variación de los tiempos de alistamiento en los centros de trabajo en función del ítem previamente procesado, es pequeña en comparación con el tiempo total de procesamiento, la resolución del problema debe poner énfasis en la terminación a tiempo de los pedidos: La técnica más usada es el heurístico de Reglas de Prioridad.

12
Análisis de Secuenciamiento
La secuencia de paso se determina para cada máquina por separado, y solo se consideran los pedidos que están esperando a ser procesados en ella. La mala programación puede provocar desaprovechamiento de las horas productivas.

13
Análisis de Secuenciamiento
Reglas de Prioridad: PEPS Primero en entrar primero en salir UEPS Ultimo en entrar primero en salir MINDD mínima fecha de entrega MINSD Mínimo tiempo de inicio planeada MINPRT Mínimo tiempo de prosesamiento MINSOP Mínimo tiempo de holgura, se entenderá como tiempo de holgura la diferencia entre el tiempo de procesamiento y el tiempo diponible a la fecha de entrega.

14
Análisis de Secuenciamiento
Reglas de Prioridad: RAMDOM o aleatorio MINPRT con truncamiento (secuencia con prioridad a clientes importantes) RAZON CRITICA: Tiempo disponible a la fecha de entrega entre el Tiempo de procesamiento, Tiempo de Carestía: Q d, Q es el inventario y el d es la demanda por pedido. Hacer ingresar primero la orden donde hay mayor throughput.
 RAZON CRITICA: Tiempo disponible a la fecha de entrega entre el Tiempo de procesamiento, Tiempo de Carestía: Q d, Q es el inventario y el d es la demanda por pedido. Hacer ingresar primero la orden donde hay mayor throughput.")
15
Análisis de Secuenciamiento
Para medir el rendimiento de las reglas de secuenciamiento se utilizan las siguientes normas: Cumplir con las fechas de entrega a los clientes u operaciones posteriores. Minimizar el trabajo en proceso Minimizar el tiempo de flujo (tiempo que permanece en el taller o planta) Minimizar el tiempo de inactividad de las máquinas y trabajadores. Porcentaje de retraso de la planta.
 Minimizar el tiempo de inactividad de las máquinas y trabajadores. Porcentaje de retraso de la planta.")
16
Ejemplo

17
Análisis de Secuenciamiento

18
Análisis de Secuenciamiento

19
Análisis de Secuenciamiento

20
Análisis de Secuenciamiento

21
Análisis de Secuenciamiento

22
Análisis de Secuenciamiento

23
Análisis de Secuenciamiento

24
Algoritmo de Jhonson Se escoje el menor
Si el tiempo menor está en la máquina 2, la operación va de último Si el tiempo menor está en la máquina 1, la operación va de primero Repita hasta asignar todas las tareas

25
Análisis de Secuenciamiento
Algoritmo de Jhonson: Diseñado para asignar n órdenes a 2 CT (ampliado a 3 CT) Minimizando el tiempo de producción. El orden de producción sería D, B, C, y A Se escogen los menores. Si el menor queda en LB va de segundo (último) Si el menor queda en LA va de primero.
 Minimizando el tiempo de producción. El orden de producción sería D, B, C, y A. Se escogen los menores. Si el menor queda en LB va de segundo (último) Si el menor queda en LA va de primero.")
26
Análisis de Secuenciamiento
Algoritmo de Jhonson: Diseñado para asignar n órdenes a 2 CT (ampliado a 3 CT) Minimizando el tiempo de producción. El orden de producción sería D, B, C, y A Se escogen los menores. Si el menor queda en LB va de segundo (último) Si el menor queda en LA va de primero.
 Minimizando el tiempo de producción. El orden de producción sería D, B, C, y A. Se escogen los menores. Si el menor queda en LB va de segundo (último) Si el menor queda en LA va de primero.")
27
OP A B C D 1 6 3 5 4 2 Secuencia I 2+3+4 Secuencia II 1+2 7 3+4 Secuencia III 1+2+3 9 8

28
Referencias Bibliográficas
-Chase & Aquilano, Dirección y Administración de la Producción y de las Operaciones, McGraw Hill, México, 1997. -Dominguez Machuca y otros, “Direccion de Operaciones: Aspectos Tacticos y operativos en la produccion y los servicios”, McGraw Hill, Mexico, 1997. -Goldratt Eliyahu, Cox Jeff, “The Goal” , North River Press Inc., USA,1987. -Goldratt Eliyahu & Fox Robert, “The Race”, North River Press Inc., USA, 1989. --Goldratt Eliyahu, “Critical Chain” , North River Press Inc., N.Y.USA, 1996. - Notas de Curso Administración Industrial de la Escuela de Ingeniería Industrial de la Universidad de Costa Rica, impartido por el Prof. Ing. Eldon Caldwell, II ciclo de 1999, San josé Costa Rica, 1999.

Presentaciones similares