Descargar la presentación
La descarga está en progreso. Por favor, espere

1
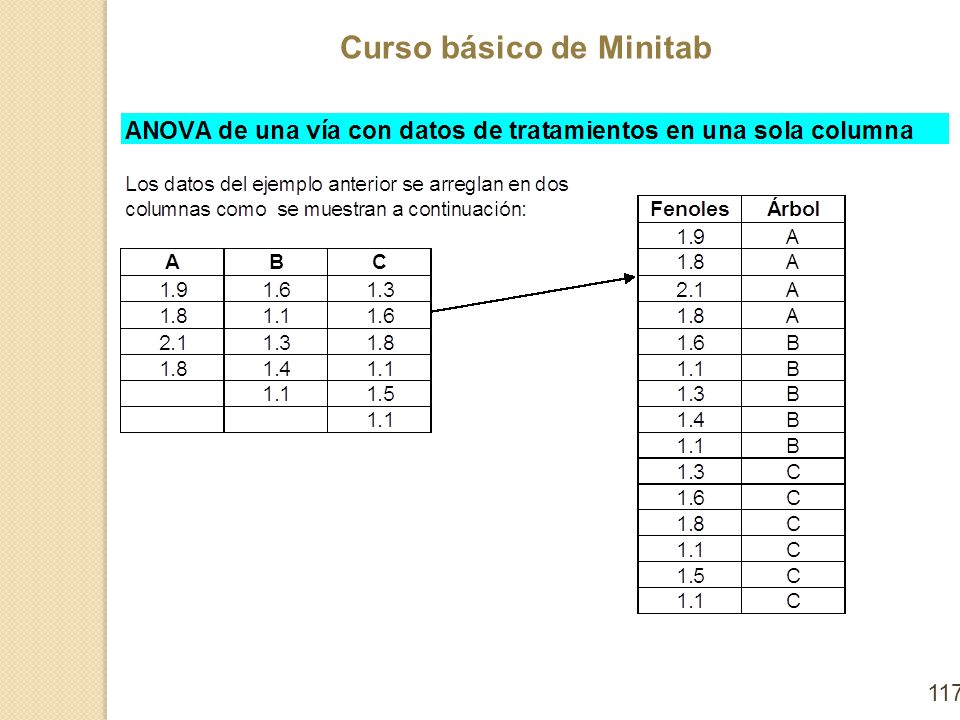
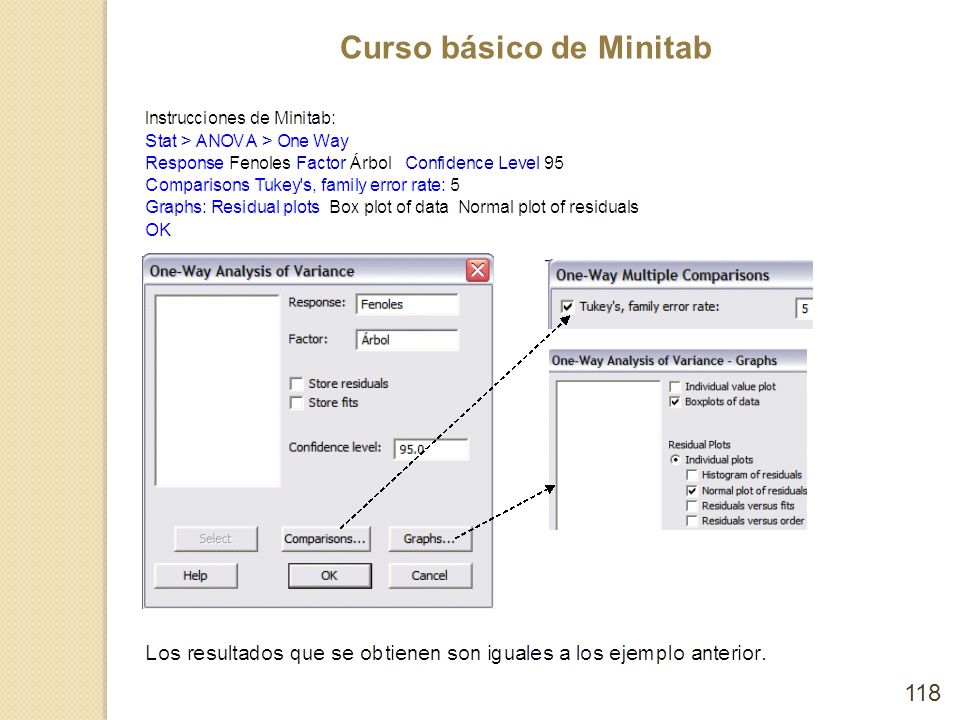
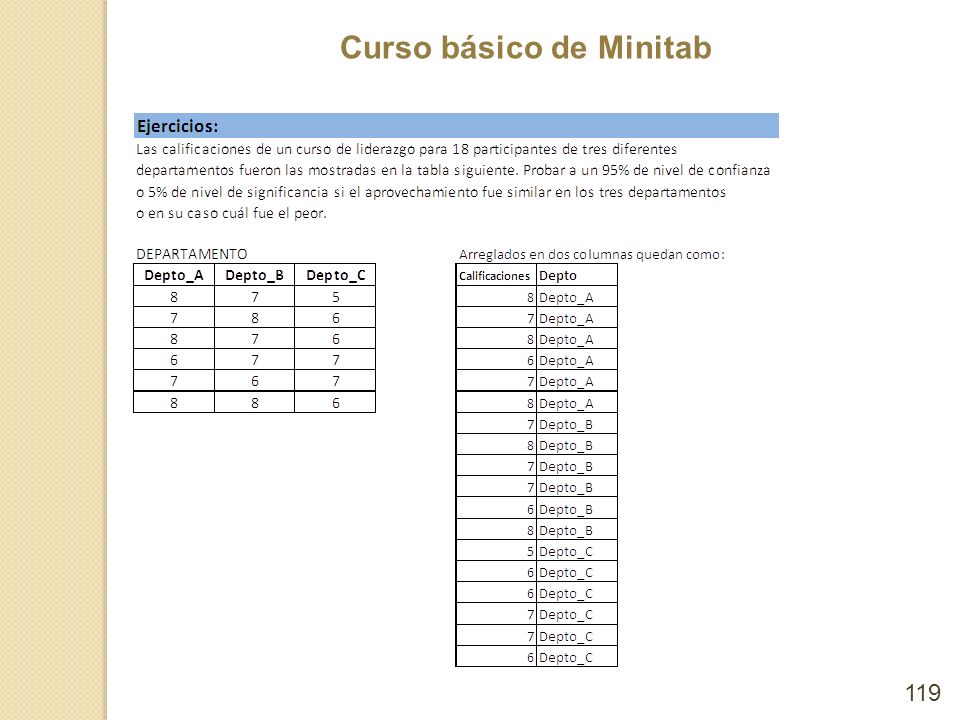
Curso básico de Minitab*
* Minitab es marca registrada de Minitab, Inc. Dr. Primitivo Reyes Aguilar Mayo 2010

2
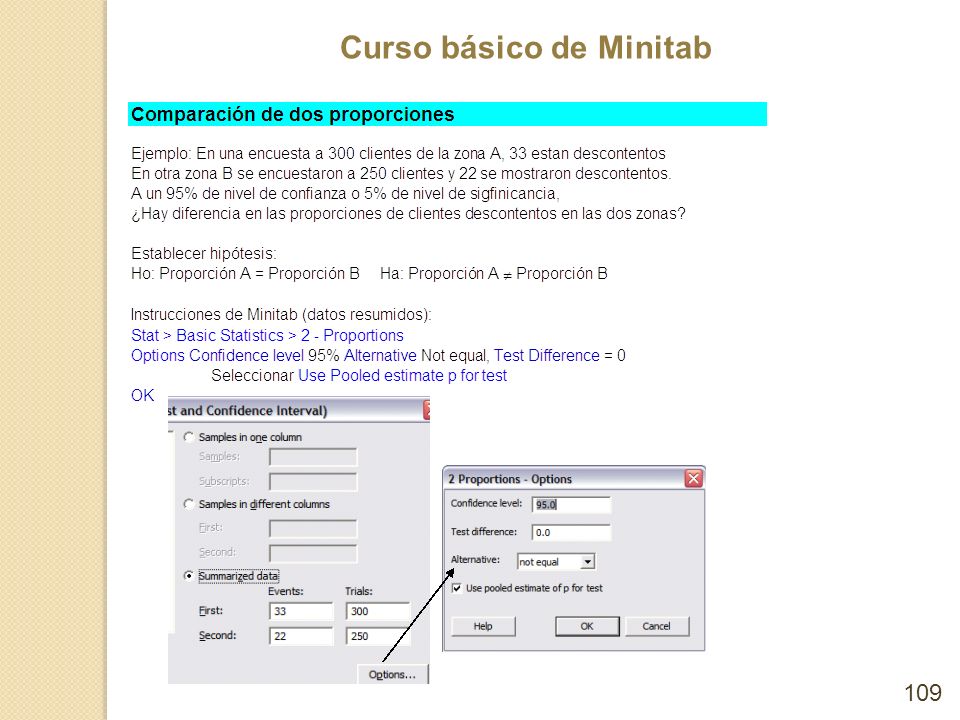
Introducción Generalidades Introducción a Minitab Manipulación de datos Cálculos con datos Herramientas para la calidad Diagrama de Pareto Diagrama de Causa Efecto Estadística descriptiva Histogramas Gráficas de caja y tallo y hojas Prueba de normalidad

3
Herramientas para la calidad (cont…)
Herramientas para la calidad (cont…) Intervalos de confianza y Pruebas de hipótesis de una población Pruebas de hipótesis de dos poblaciones ANOVA de una vía Tablas de contingencia Estadística no paramétrica Prueba de los signos Prueba de Wilconox Prueba de Mann Whitney Prueba de Kruskal Wallis Regresión lineal y cuadrática Cartas de control
 Intervalos de confianza y Pruebas de hipótesis de una población. Pruebas de hipótesis de dos poblaciones. ANOVA de una vía. Tablas de contingencia. Estadística no paramétrica. Prueba de los signos. Prueba de Wilconox. Prueba de Mann Whitney. Prueba de Kruskal Wallis. Regresión lineal y cuadrática. Cartas de control.")
4
Introducción

5
Las fases de Lean Sigma (DMAIC)
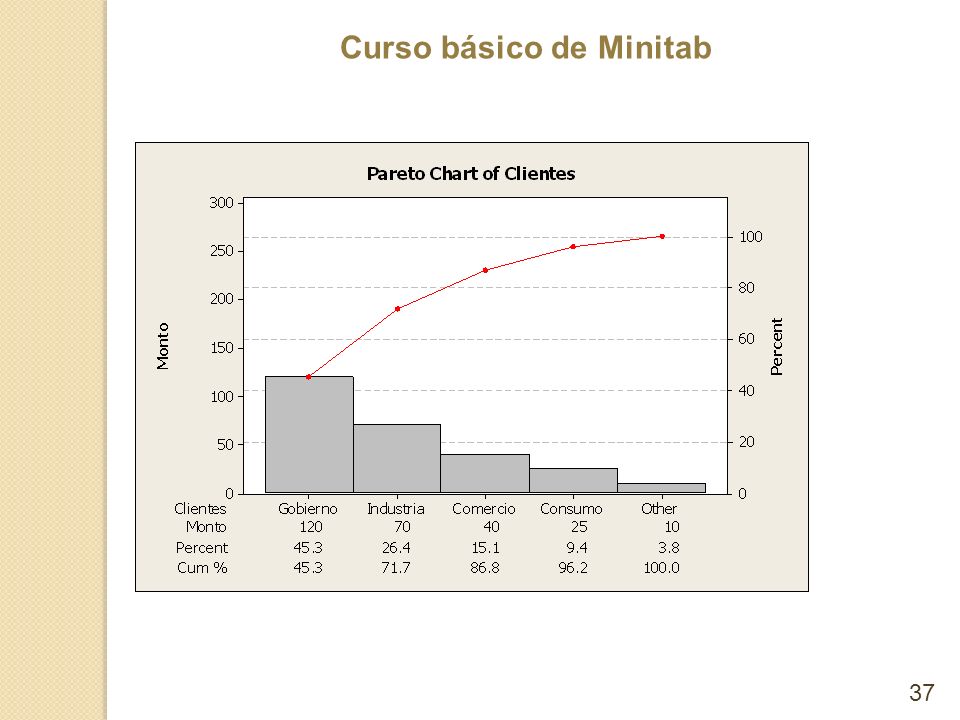
Justificar proyecto Definir el problema Diagrama de Pareto y gráficas diversas 5

6
Las fases de Lean Sigma (DMAIC)
Colección de información y diagnóstico Estadística descriptiva, Histogramas Gráficas de tallo y hojas Descriptive Statistics: Tiempo de espera Variable N Mean StDev Median Tiempo de espera

7
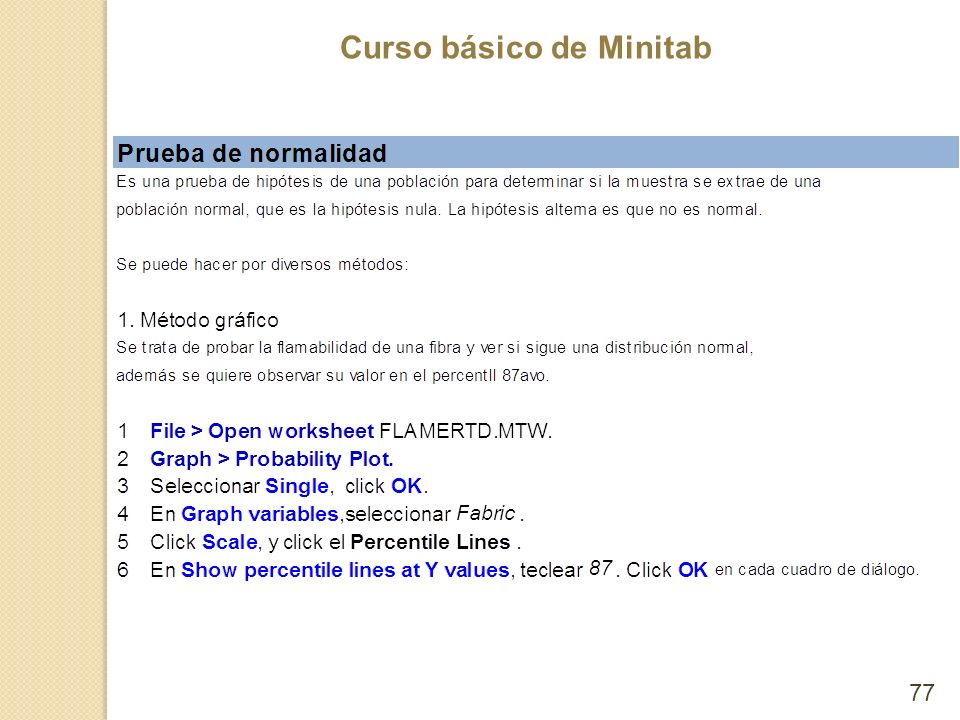
Prueba de Normalidad Normal si P > 0.05 Histograma Estadística descriptiva Diagrama de caja

8
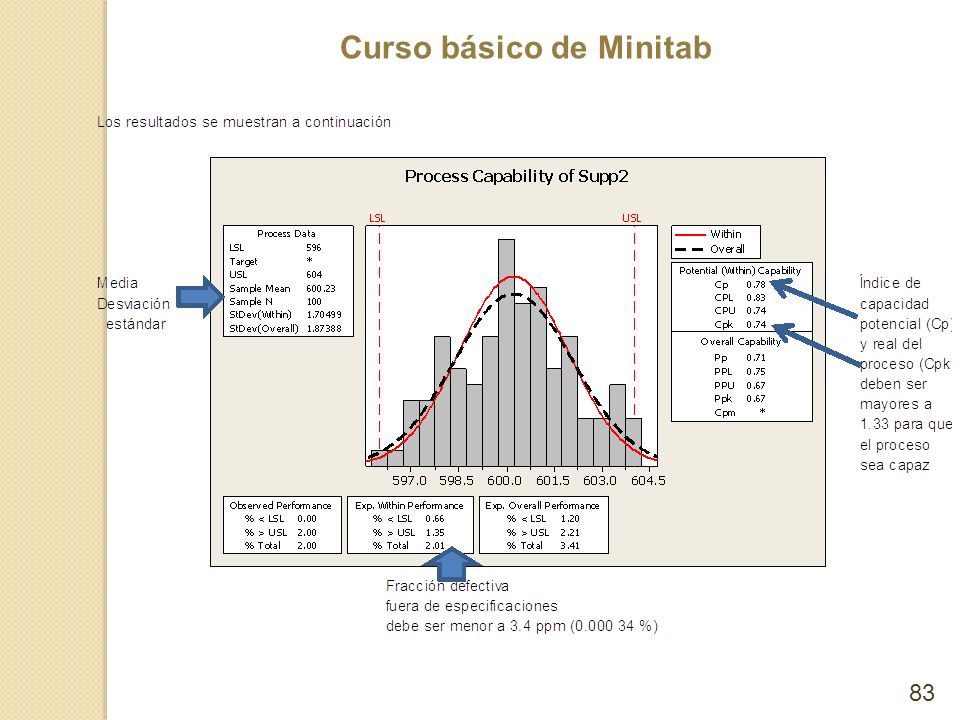
Índice de capacidad real
Cpk >= 1.5 % fuera del límite superior Max. 3.4 ppm

9
Las fases de Lean Sigma (DMAIC)
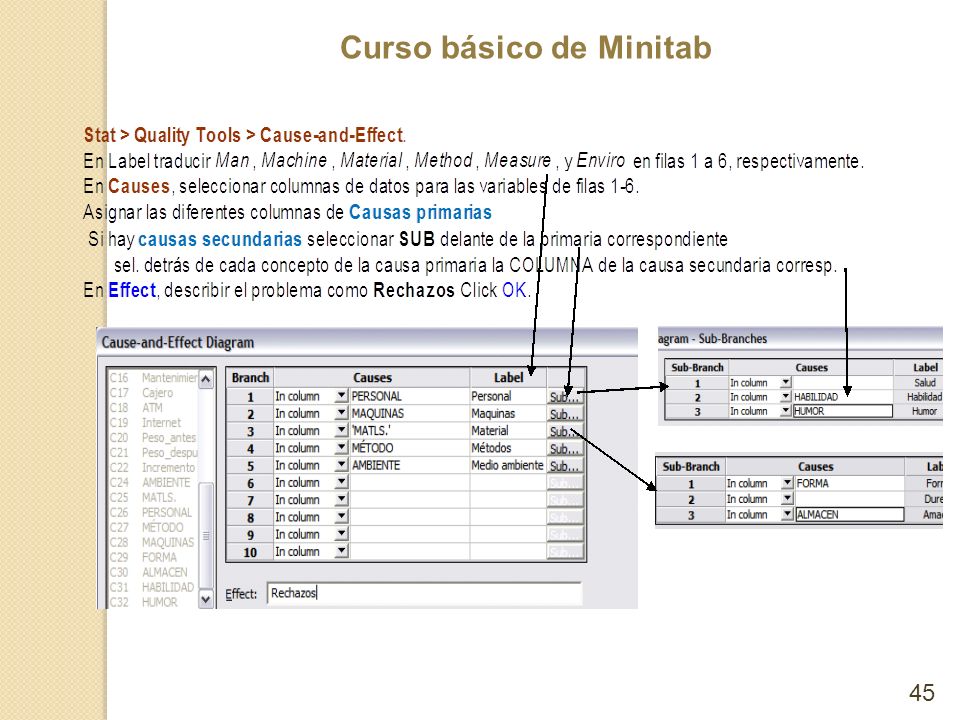
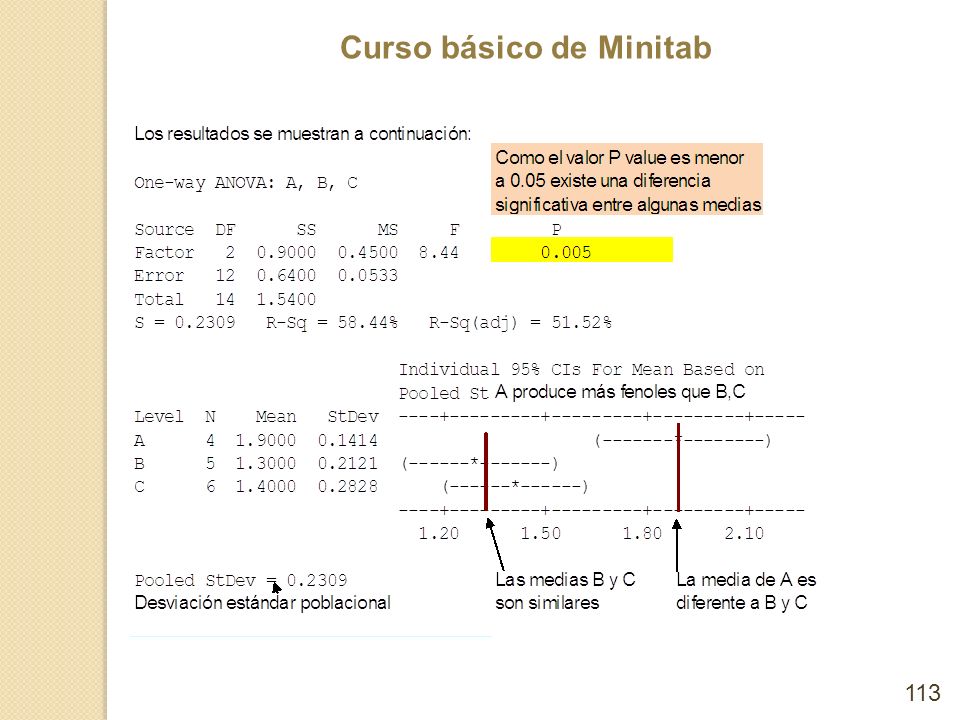
P-Value = 0.00 Causas potenciales y reales (raíz) Diagrama de causa efecto Pruebas de hipótesis (¿medias iguales?) Son diferentes si P value <= 0.05
 Diagrama de causa efecto. Pruebas de hipótesis (¿medias iguales ) Son diferentes si P value <=")
10
Las fases de Lean Sigma (DMAIC)
P-Value = 0.00 P-Value = 0.115 Serv.NO DEPENDE del género Comprobar causas reales (raíz) ANOVA (¿medias iguales?), regresión , tablas de contingencia (¿proporciones iguales?)
 ANOVA (¿medias iguales ), regresión , tablas de contingencia (¿proporciones iguales )")
11
Las fases de Lean Sigma (DMAIC)
Para maximizar Eficiencia ajustar T=150 y C=10 Soluciones para eliminar causas raíz Pruebas de hipótesis, DOE, ANOVA

12
Las fases de Lean Sigma (DMAIC)
Mantener las soluciones con control estadístico Cartas de control

13
Introducción a Minitab

14
Minitab Inc. es una compañía privada cuya sede principal se encuentra en State College, Pensilvania, y tiene subsidiarias en el Reino Unido, Francia y Australia. con representantes y distribuidores en muchos países alrededor del mundo. El programa Minitab® Statistical Software fue desarrollado en 1972 por tres profesores de Estadística de Penn State University. Uno de ellos Barbara Ryan, es la presidenta y directora ejecutiva de Minitab. Minitab es el principal software del mundo para la enseñanza de estadística a estudiantes. También, es el software utilizado con mayor frecuencia en Seis Sigma, la principal metodología del mundo para el mejoramiento de la calidad. .

15
Generalidades

16
Manipulación y cálculo con datos

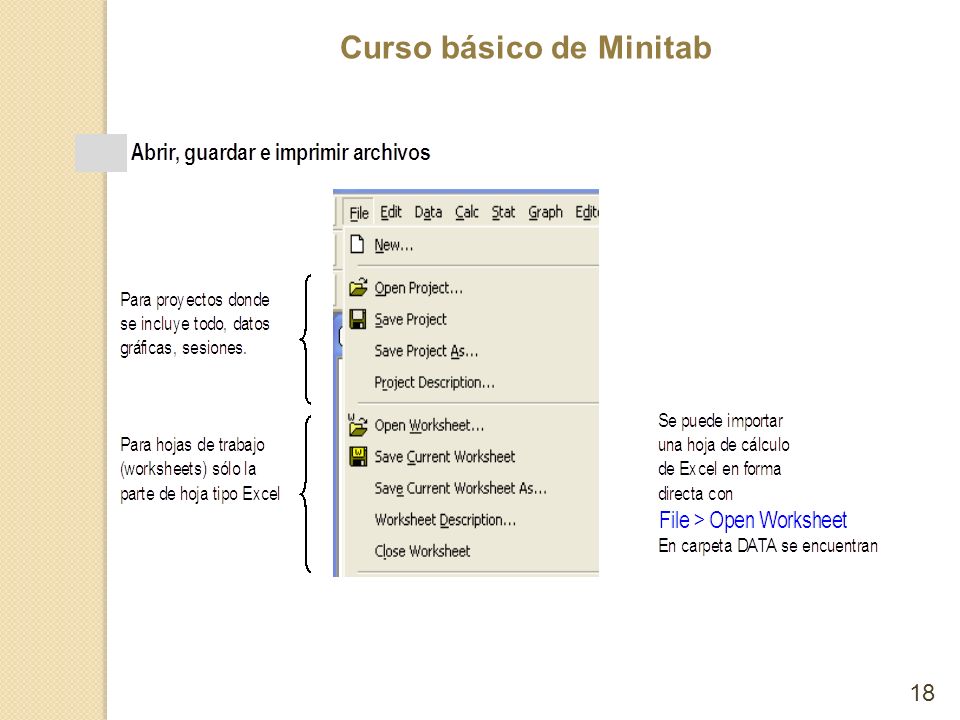
17
La letra T indica columna de texto

20
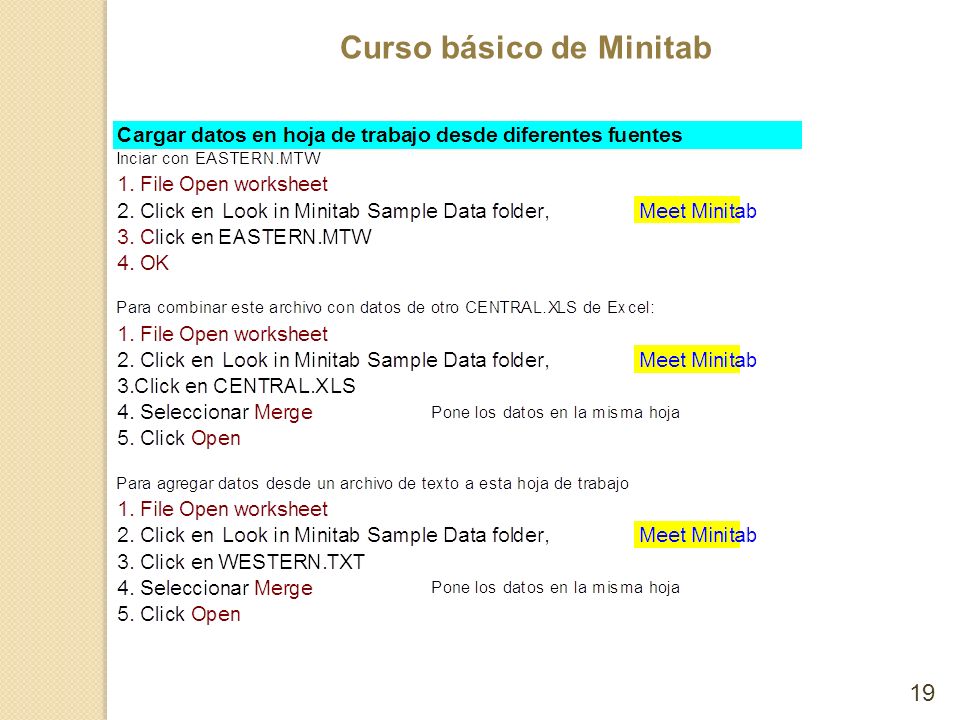
Eastern.mtw Central.xls Western.txt

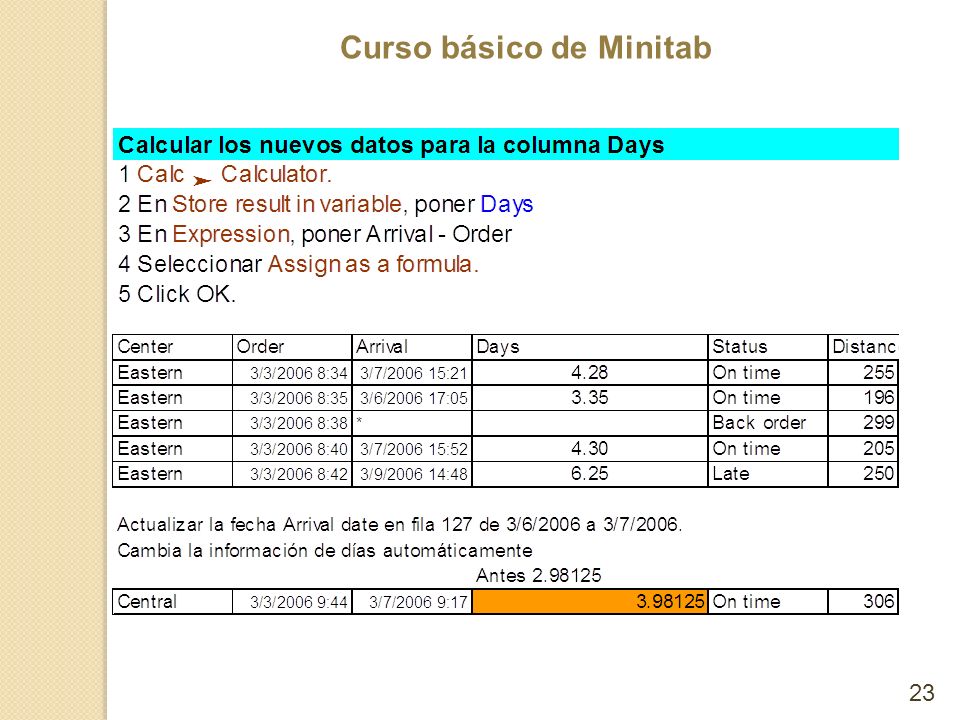
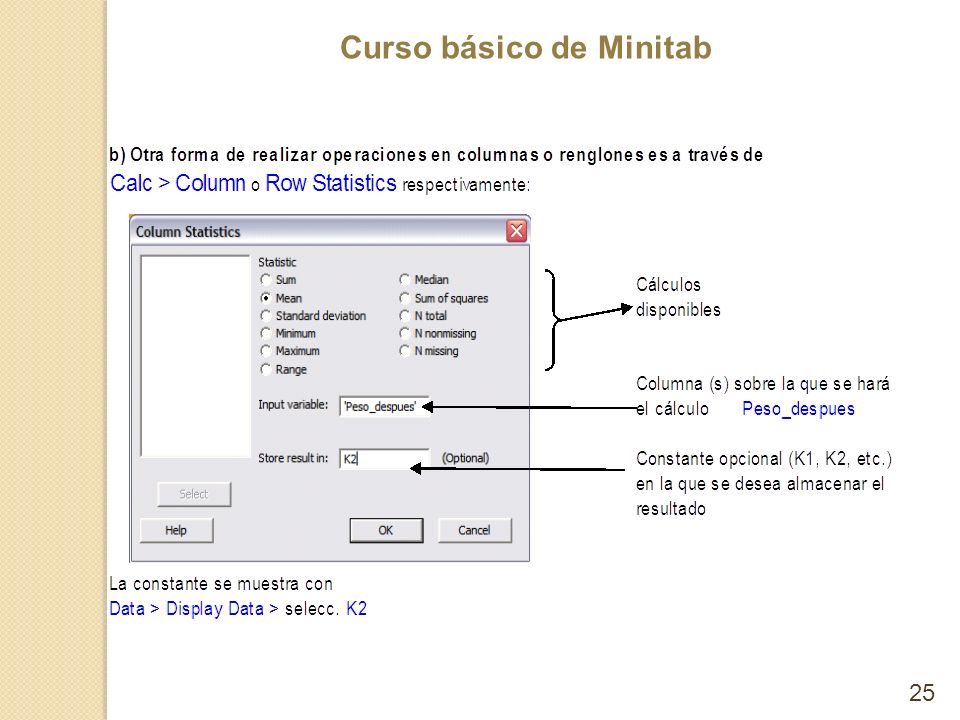
24
Ejemplo: Para calcular el incremento de peso
ARCHIVOS PESOS.MTW Peso_antes Peso_despues 64 88 58 70 62 76 66 78 80 74 84 68 72 75 118 90 94 96 92 60 82 Ejemplo: Para calcular el incremento de peso en un cierto periodo de tiempo Incremento 24 12 14 16 10 4 13 42 -8 8 -4 2

28
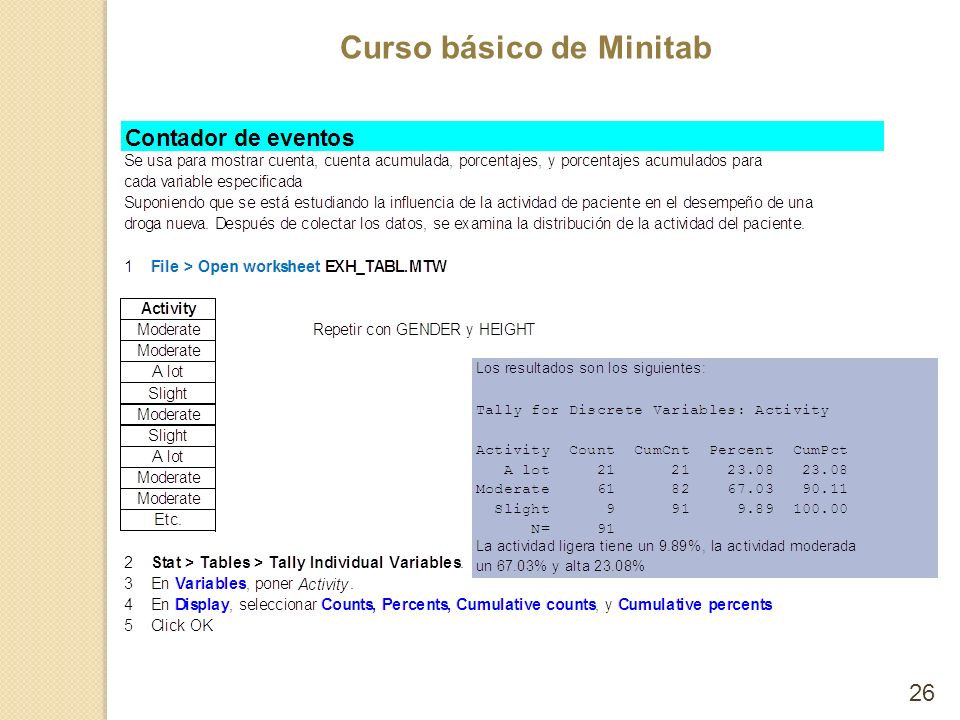
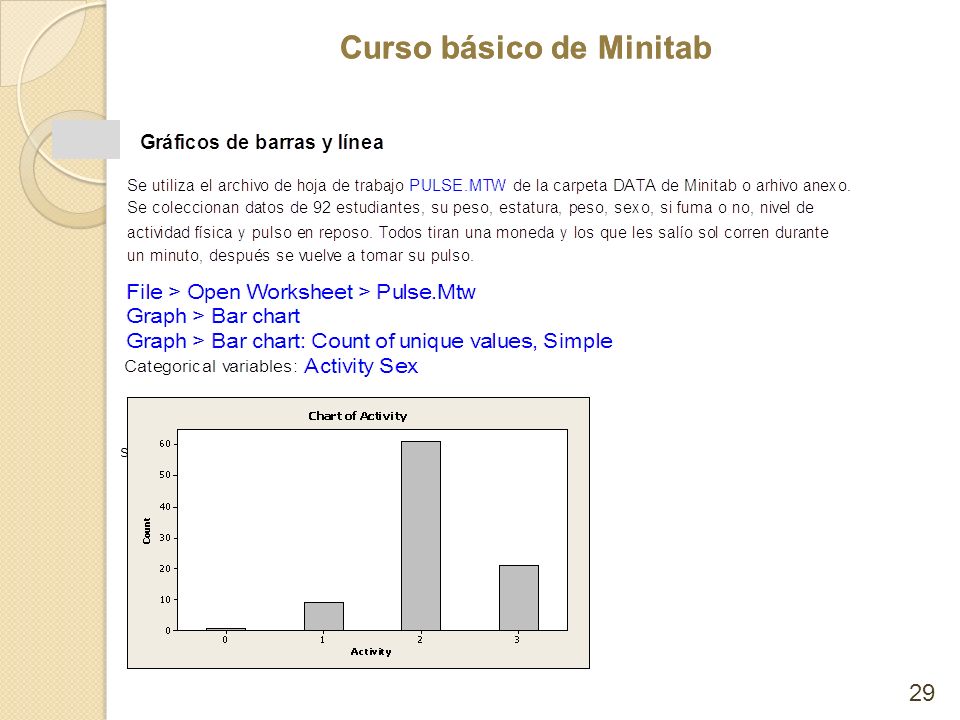
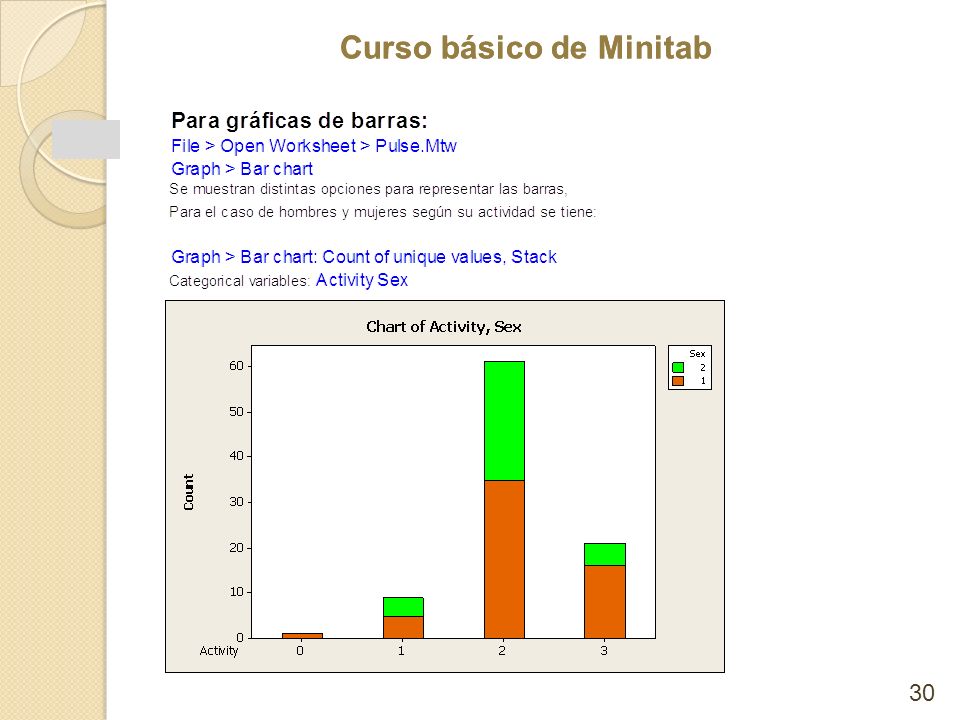
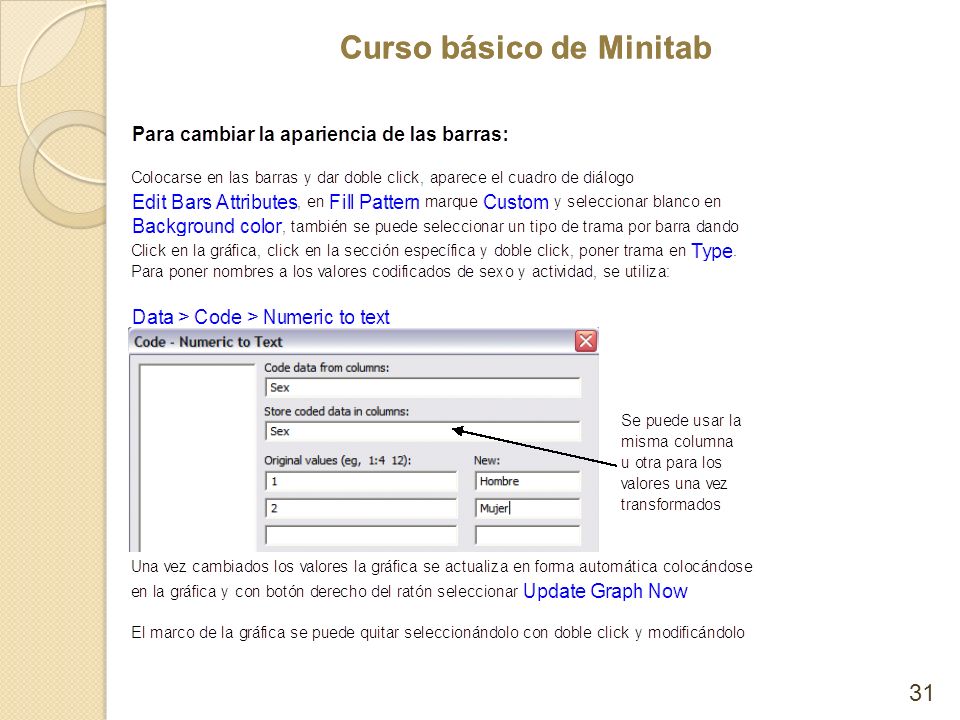
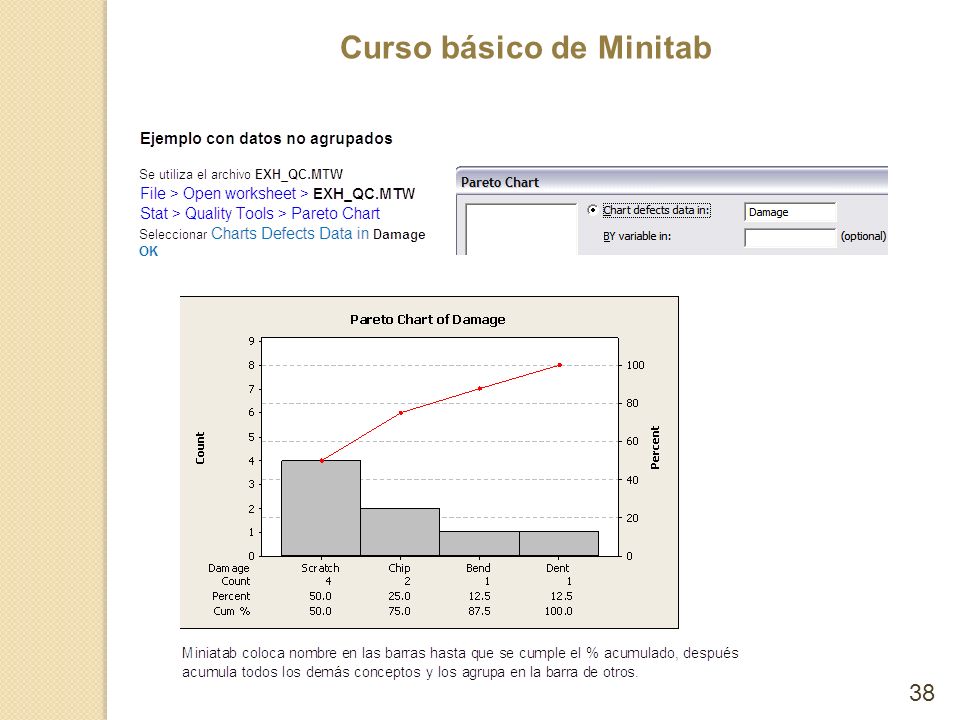
Herramientas para la calidad

39
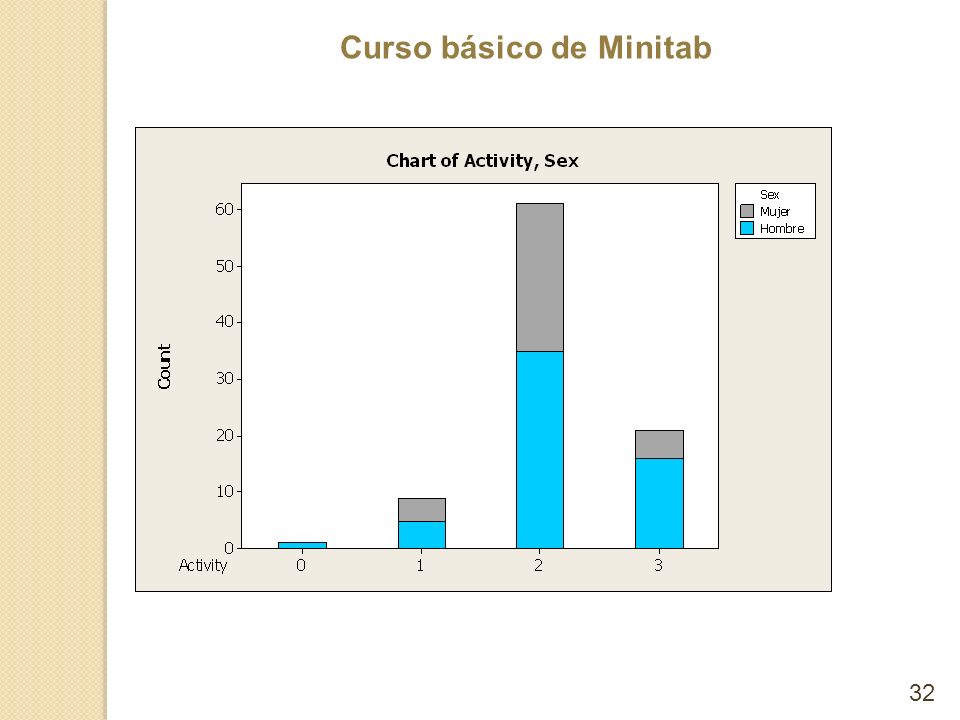
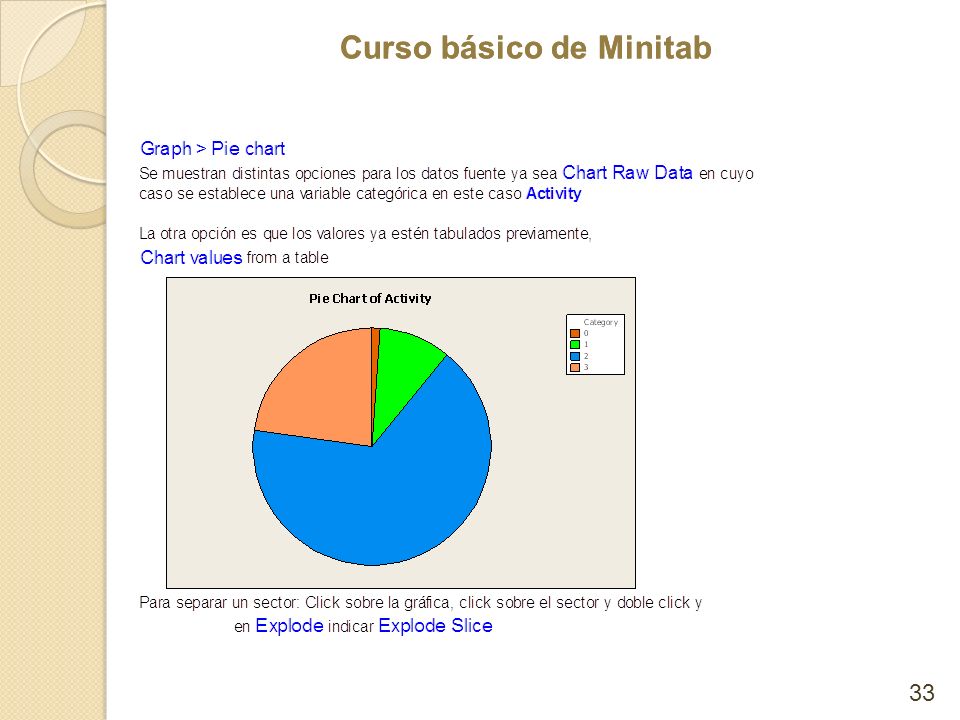
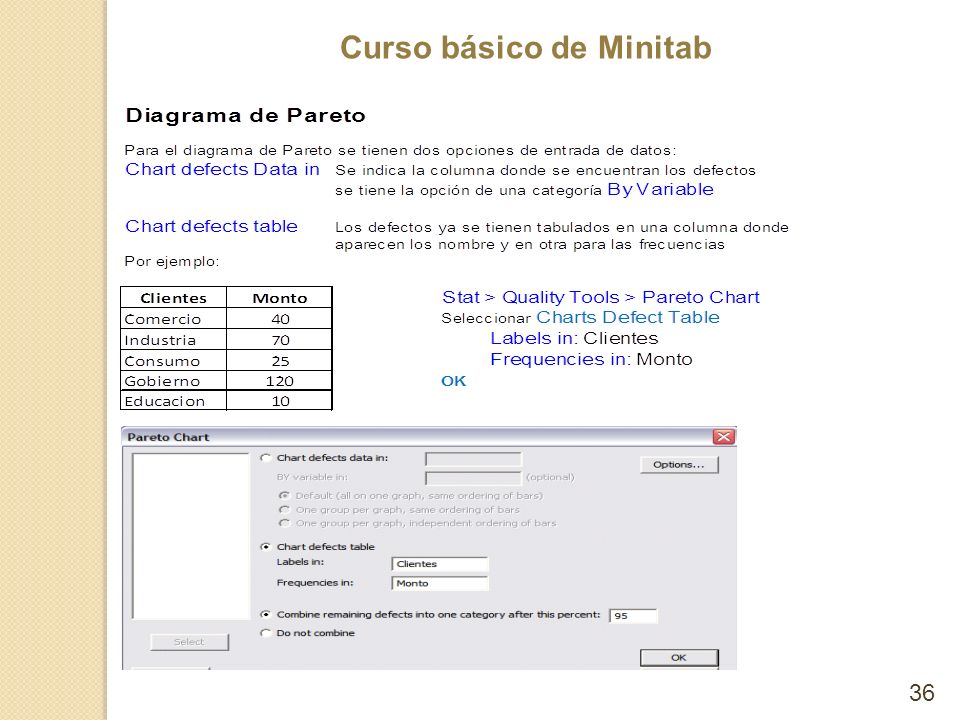
Estado Cívil SOLTERO UNION LIBRE CASADO

49
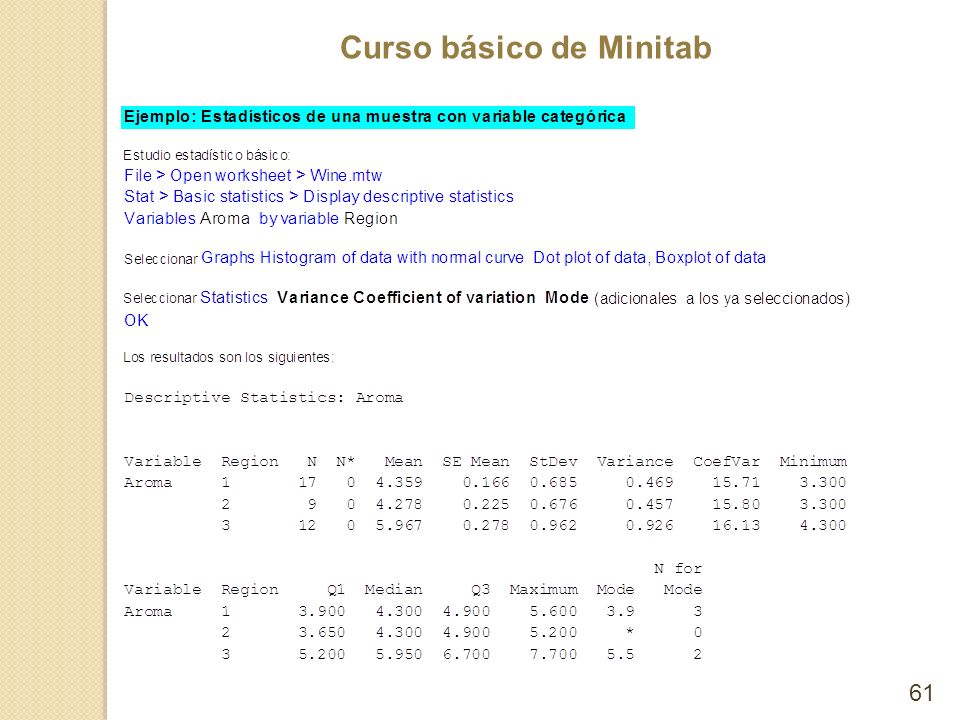
ESTADÍSTICA BÁSICA Población: es la colección de todos los elementos (piezas, personas, mediciones, etc.). Muestra: es una parte o subconjunto representativo de la población, o sea una muestra de mediciones de las características. Incluye: Medidas de tendencia central media, moda, mediana Medidas de dispersión rango, varianza, desviación estándar, coeficiente de variación Distribuciones de frecuencia (histogramas) Funciones acumulativas de distribución
 Funciones acumulativas de distribución.")
50
Medidas de tendencia central
Representan las diferentes formas de caracterizar el valor central de un conjunto de datos Media muestral Media poblacional

51
Medidas de tendencia central
Mediana: es el valor medio cuando los datos se arreglan en orden ascendente o descendente, para n par, la mediana es la media de los valores intermedios

52
Medidas de tendencia central
Moda: Valor que más se repite, puede haber más de una Media acotada (Truncated Mean): Se elimina cierto porcentaje de los valores más altos y bajos de un conjunto dado de datos (tomando números enteros), se calcula la media para los valores restantes.
: Se elimina cierto porcentaje de los valores más altos y bajos de un conjunto dado de datos (tomando números enteros), se calcula la media para los valores restantes.")
53
Medidas de dispersión Rango: Es el valor mayor menos el valor menor de un conjunto de datos Varianza: es el promedio de las desviaciones al cuadrado respecto a la media (n para población y n-1 para muestra para eliminar el sesgo)
")
54
Medidas de dispersión Desviación estándar: es la raíz cuadrada de la varianza ya sea poblacional o muestral S

55
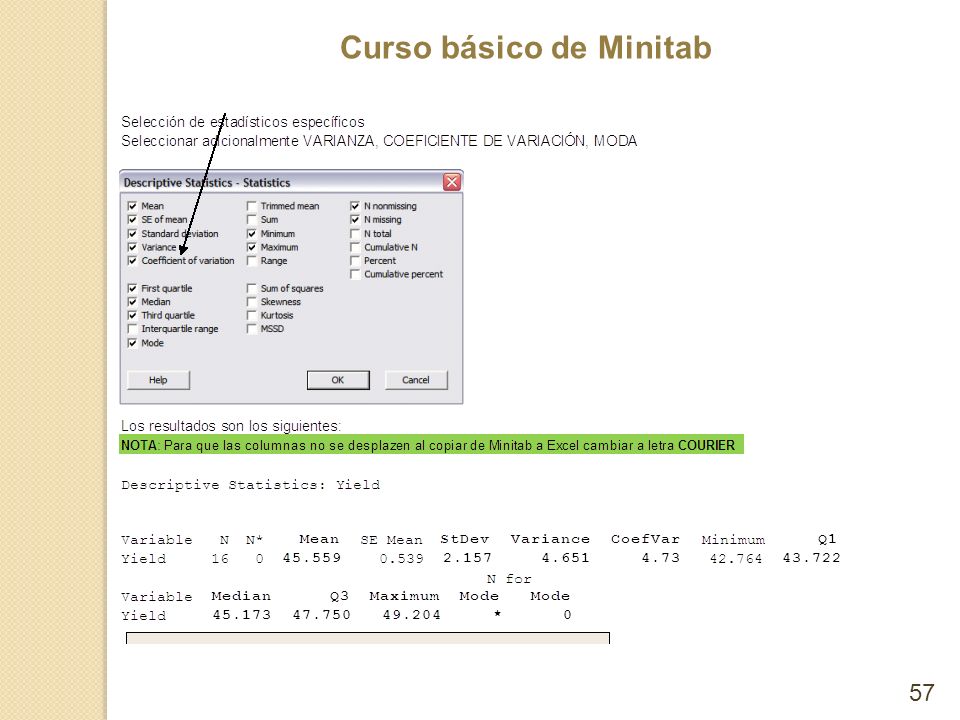
Medidas de dispersión Coeficiente de variación: es igual a la desviación estándar dividida por la media y se expresa en porcentaje

63
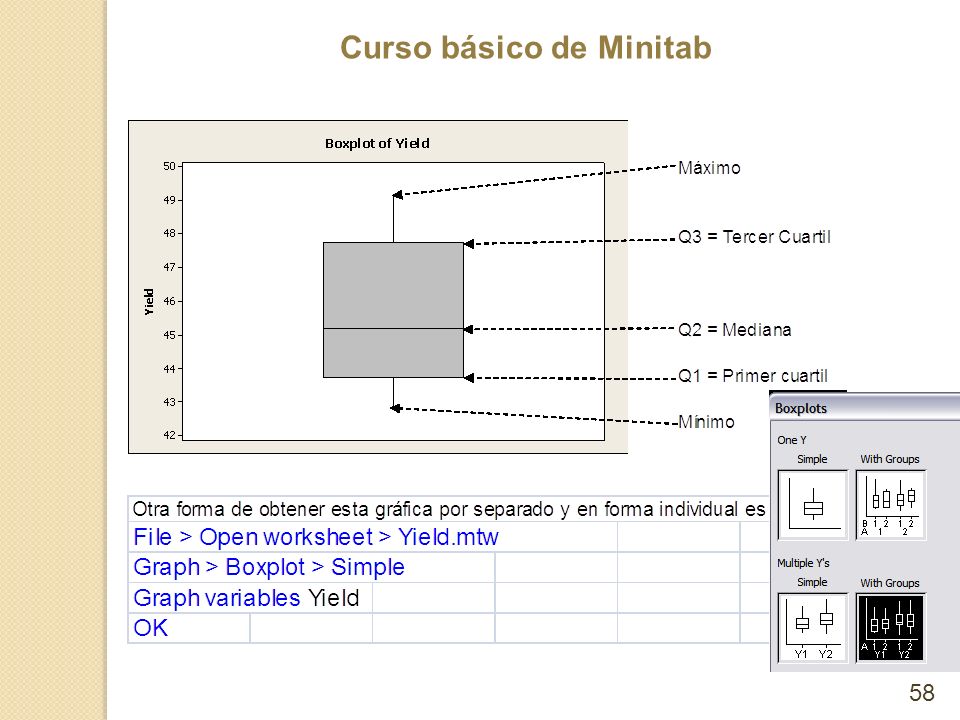
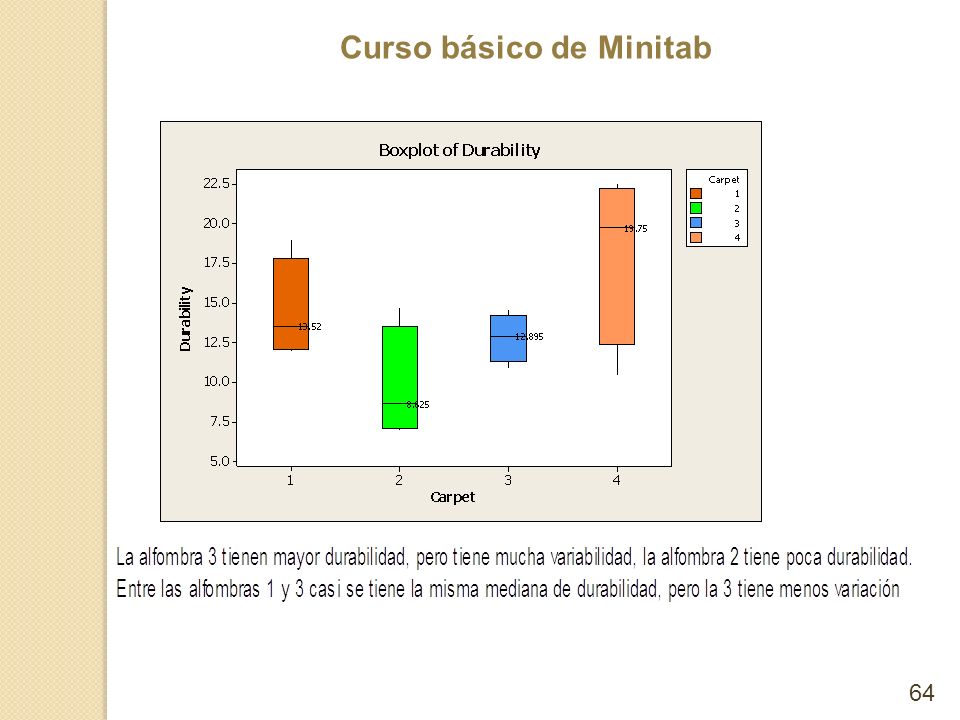
Se desea conocer la durabilidad de 4 alfombras, para lo cual se instalan en cuatro casas y se evalúan después de 60 días de uso, se analiza con gráficas de caja.

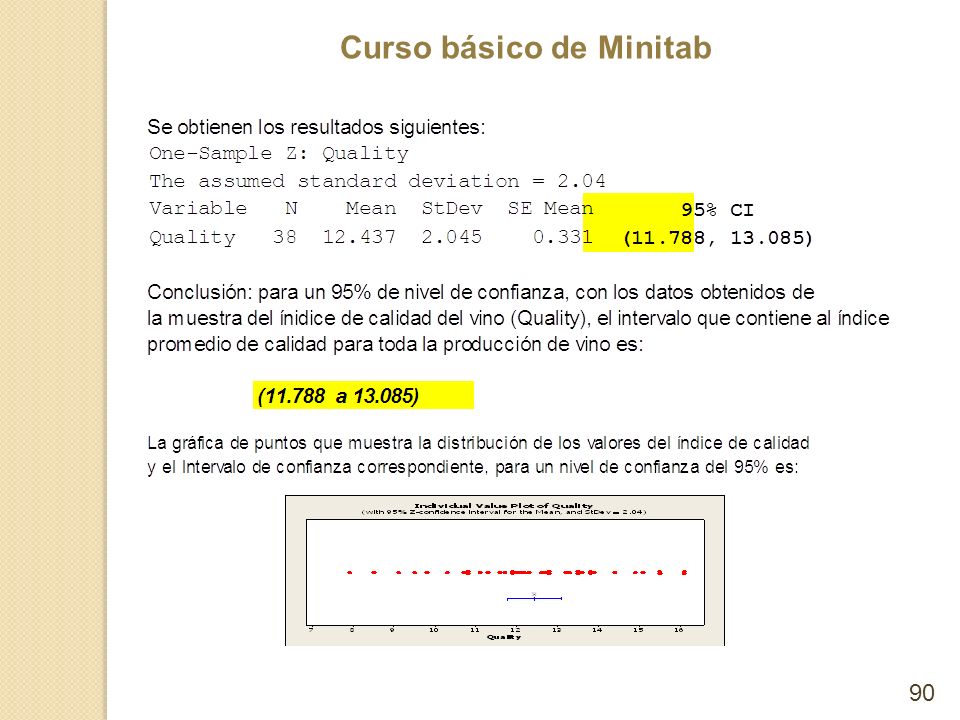
84
Estadística inferencial
Pruebas de hipótesis

85
Población, total de productos y servicios (N)
IC = Estadístico +- error muestral Población, total de productos y servicios (N) Intervalo de confianza (95%) , rango de valores para estimar los parámetros , , 2, Inferencia estadística de los parámetros: = media = desviación estándar 2= varianza =proporción Muestra (n) Estadísticos X, s, p
 Intervalo de confianza (95%) , rango de valores para estimar los parámetros , , 2, Inferencia estadística. de los parámetros: = media. = desviación estándar. 2= varianza. =proporción. Muestra. (n) Estadísticos. X, s, p.")
86
Inferencia estadística de los parámetros: = media
Distribución normal o de Gauss Estadístico Z Inferencia estadística de los parámetros: = media Cuando n >= 30 y/o es conocida (de datos históricos) =proporción Cuando n >= 30 Estadístico t Inferencia estadística del parámetro: = media Cuando n < 30 y desconocida (sin historial del proceso o prov.)
 =proporción. Cuando n >= 30. Estadístico t. Inferencia estadística del parámetro: = media. Cuando n < 30 y desconocida (sin historial del proceso o prov.)")
87
Estadístico 2 Inferencia estadística del parámetro: = desviación estándar Comprobar normalidad del proceso Estadístico F Inferencia estadística del parámetro: 12/ 22 relación de varianzas Revisar normalidad de muestras

88
Población, total de productos y servicios (N)
IC = Estadístico +- error muestral Población, total de productos y servicios (N) Intervalo de confianza (95%) , rango de valores para estimar los parámetros , , 2, Estadísticos utilizados: = media, Z o t =proporción = desviación estándar, 2 12/ 22 Rel. de varianzas Muestra (n) Estadísticos X, s, p
 Intervalo de confianza (95%) , rango de valores para estimar los parámetros , , 2, Estadísticos utilizados: = media, Z o t. =proporción. = desviación estándar, 2. 12/ 22 Rel. de varianzas. Muestra. (n) Estadísticos. X, s, p.")
89
Intervalo donde se encuentra
La media poblacional

91
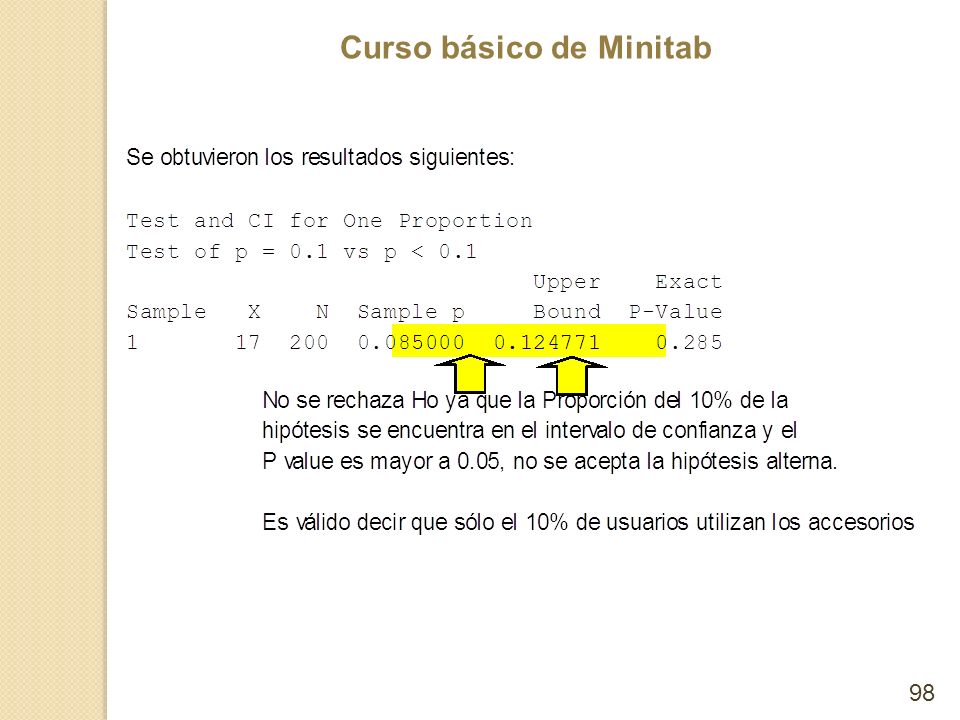
Prueba de hipótesis Una prueba de hipótesis es una afirmación sobre el valor que se estima tiene un parámetro poblacional , , 2, Si la afirmación contiene el signo igual (=, >=, <=) se establece primero la hipótesis nula Ho Si la afirmación contiene los signos (<, >, <> o ) se establece primero la hipótesis alterna Ha Es necesario establecer el nivel de confianza de la prueba, normalmente 95% (o alfa de 1-NC = 0.05)
 se establece primero la hipótesis nula Ho. Si la afirmación contiene los signos (<, >, <> o ) se establece primero la hipótesis alterna Ha. Es necesario establecer el nivel de confianza de la prueba, normalmente 95% (o alfa de 1-NC = 0.05)")
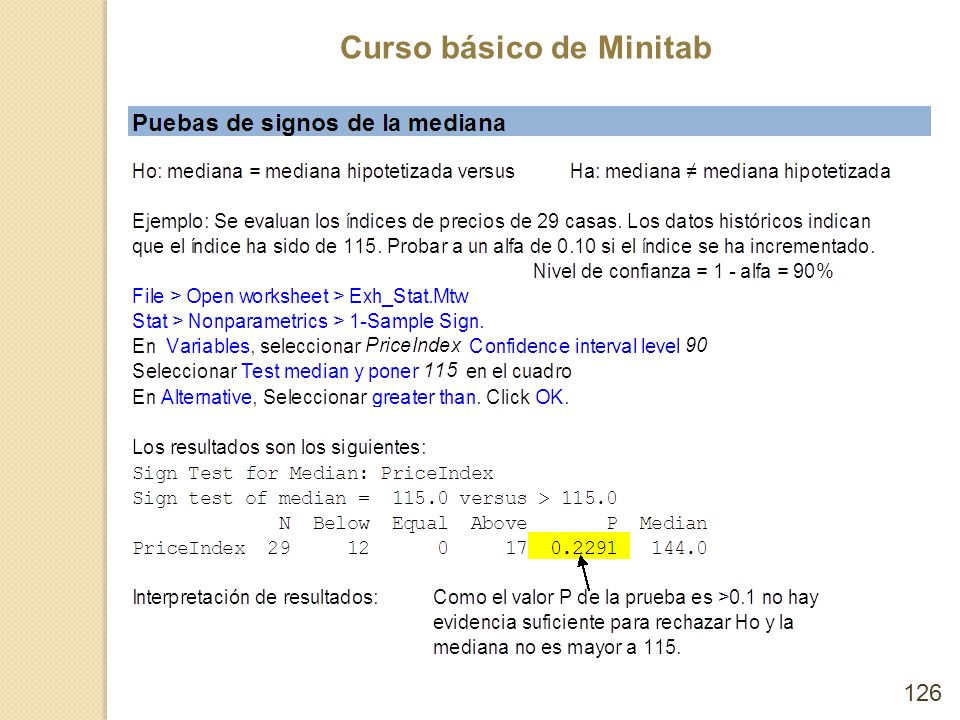
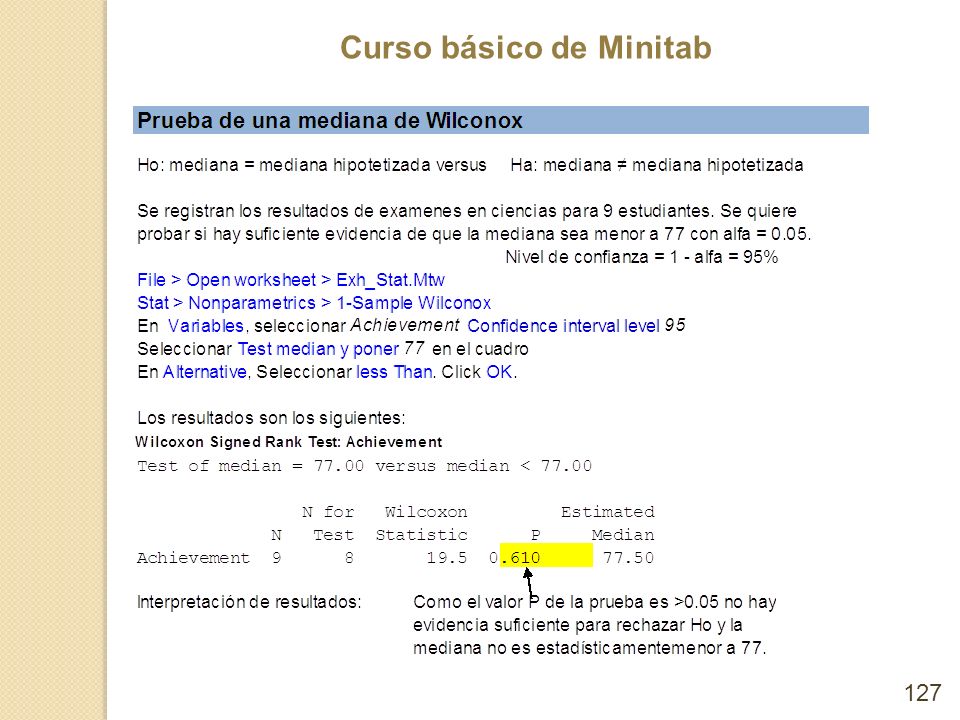
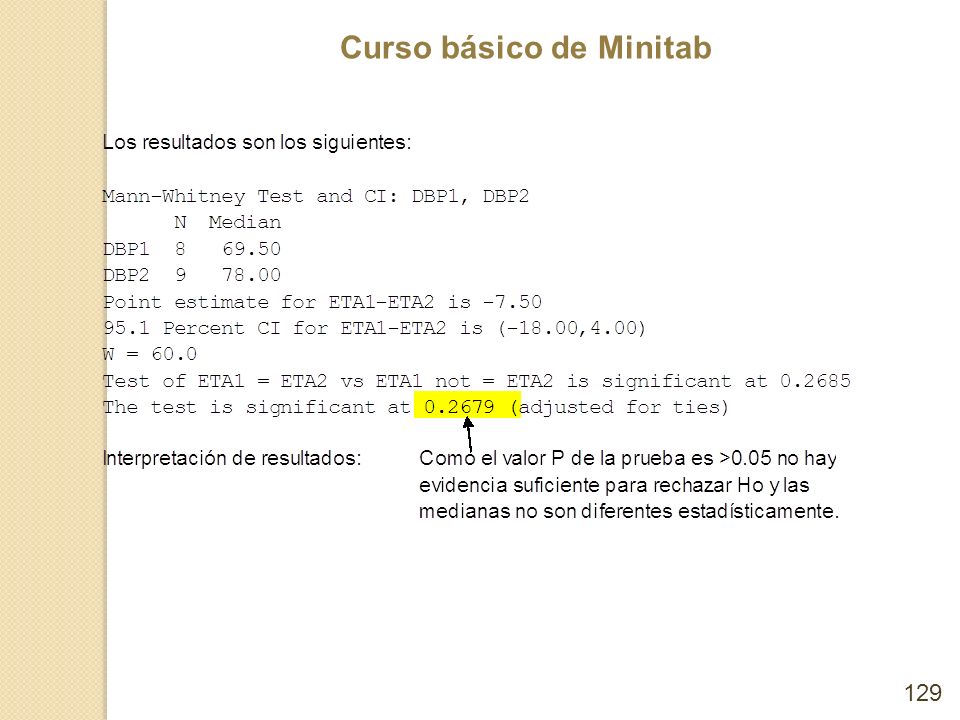
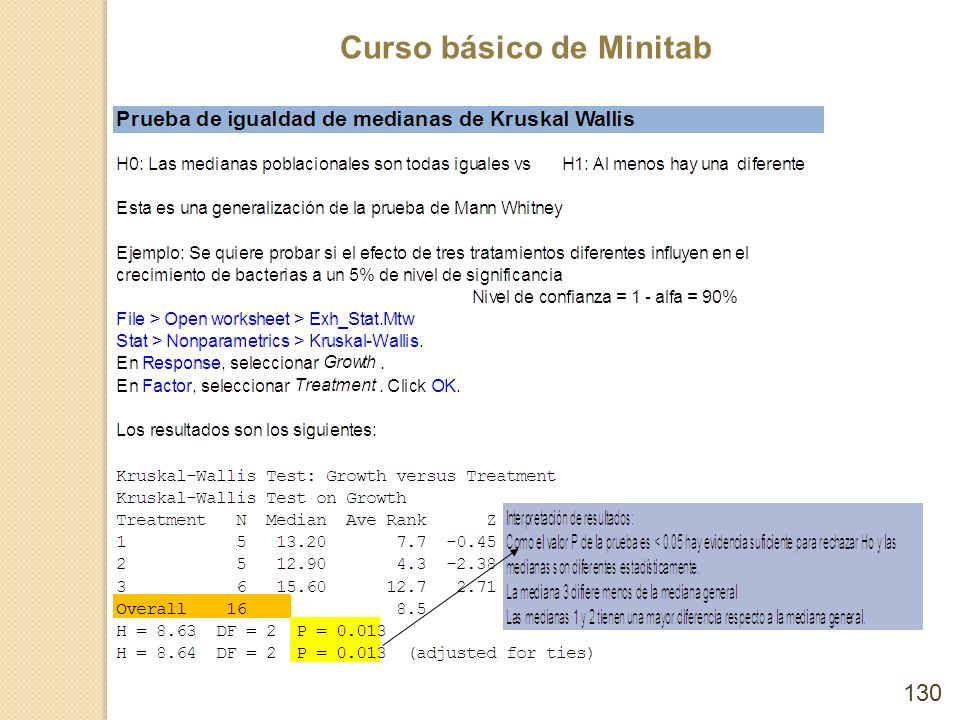
122
Estadística no paramétrica

137
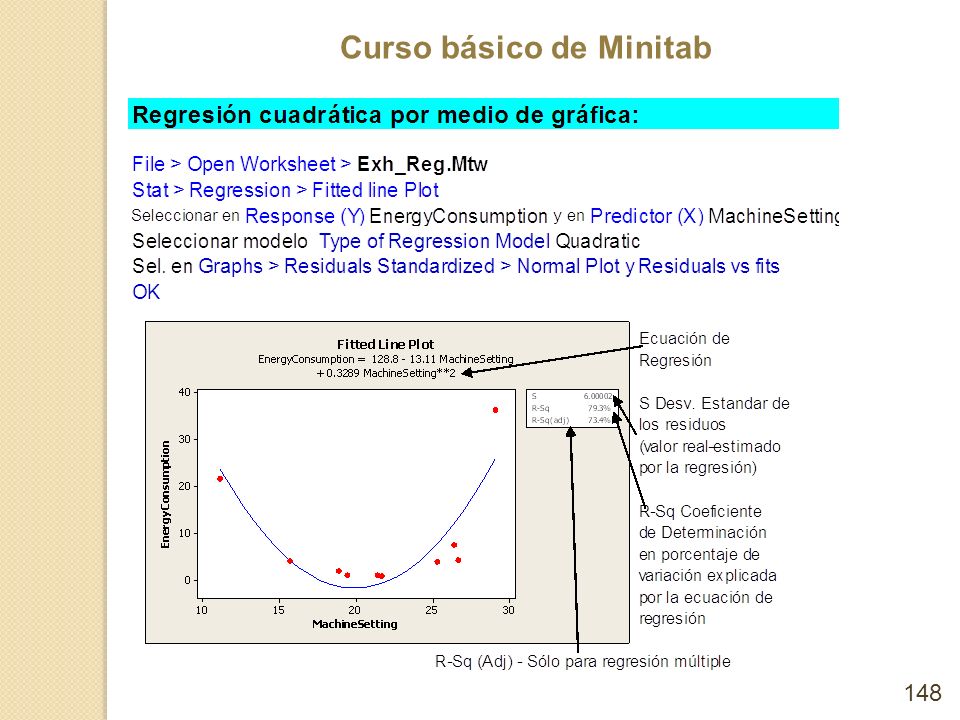
Regresión lineal y cuadrática

142
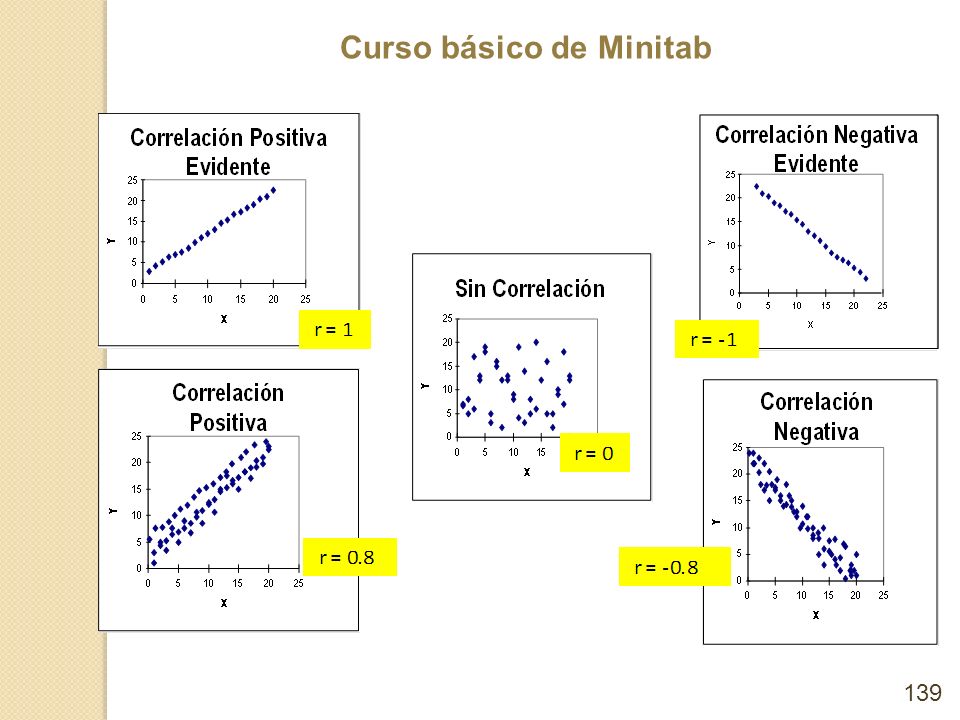
Coeficiente de correlación
Reglas empíricas Coeficiente de correlación 0.8 < r < 1.0 0.3 < r < 0.8 -0.3 < r < 0.3 -0.8 < r < -0.3 -1.0 < r < -0.8 Relación Fuerte, positiva Débil, positiva No existe Débil, negativa Fuerte, negativa

143
Análisis de Regresión El análisis de regresión es un método estandarizado para localizar la correlación entre dos grupos de datos, y, quizá más importante, crear un modelo de predicción. Puede ser usado para analizar las relaciones entre: Una sola “X” predictora y una sola “Y” Múltiples predictores “X” y una sola “Y” Varios predictores “X” entre sí

144
Modelo de regresión lineal simple
R^2 Coef. de determinación Mínimos cuadrados

151
Cartas de control

152
¿Qué es una Carta de Control?
Una Carta de Control es como un historial del proceso... ¿donde ha estado? ¿En donde se encuentra? ... Hacia donde se puede dirigir Las cartas de control pueden reconocer cambios buenos y malos. ¿Qué tanto se ha mejorado? ¿Se ha hecho algo mal? Las cartas de control detectan la variación anormal en un proceso, denominadas “causas especiales o asignables de variación.”

153
Variación observada en una Carta de Control
Una Carta de control registra datos secuenciales en el tiempo con límites de control superior e inferior. El patrón normal de un proceso se llama causas de variación comunes. El patrón anormal debido a eventos especiales se llama causa especial de variación. Los límites de control NO son de especificación.

154
Causas comunes o normales
Siempre están presentes Sólo se reduce con acciones de mejora mayores, responsabilidad de la dirección Fuentes de variación: Márgenes inadecuados de diseño, materiales de baja calidad, capacidad del proceso insuficiente SEGÚN DEMING El 94% de las causas de la variación son causas comunes, responsabilidad de la dirección

155
Variación – Causas comunes
Límite inf. de especs. Límite sup. de especs. Objetivo El proceso es predecible

156
Causas Especiales CAUSAS ESPECIALES
Ocurren esporádicamente y son ocasionadas por variaciones anormales (6Ms) Medición, Medio ambiente, Mano de obra, Método, Maquinaria, Materiales Se reducen con acciones en el piso o línea, son responsabilidad del operador SEGÚN DEMING El 15% de las causas de la variación son causas especiales y es responsabilidad del operador
 Medición, Medio ambiente, Mano de obra, Método, Maquinaria, Materiales. Se reducen con acciones en el piso o línea, son responsabilidad del operador. SEGÚN DEMING. El 15% de las causas de la variación son causas especiales y es responsabilidad del operador.")
157
Variación – Causas especiales
Límite inf. de especs. Límite sup. de especs. Objetivo El proceso es impredecible

158
Cartas de control Límite Superior de Control Línea Central
Límite Inferior de Control

160
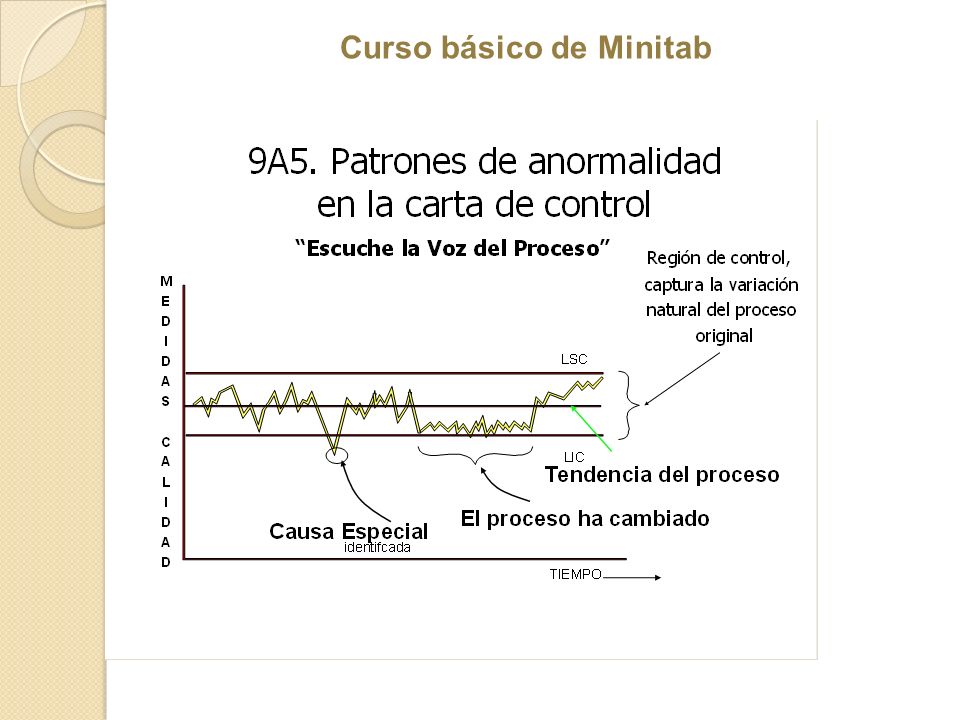
Patrones Fuera de Control
Corridas 7 puntos consecutivos de un lado de X-media. Puntos fuera de control 1 punto fuera de los límites de control a 3 sigmas en cualquier dirección (arriba o abajo). Tendencia ascendente o descendente 7 puntos consecutivos aumentando o disminuyendo.
. Tendencia ascendente o descendente. 7 puntos consecutivos aumentando o disminuyendo.")
161
Patrones Fuera de Control
Adhesión a la media 15 puntos consecutivos dentro de la banda de 1 sigma del centro. Otros 2 de 3 puntos fuera de los límites a dos sigma

162
Proceso de mejora con CEP

163
Tipos de Cartas de control
Hay dos categorías, por el tipo de datos bajo estudio- cartas por variables y atributos. Las Cartas por variables se usan para característica con magnitud variable. Ejemplo: - Longitud, Ancho, Peso, Tiempo de ciclo o de respuesta Las Cartas por atributos se usan para monitoreo de datos contables. Ejemplo: - Servicios o productos no conformes, errores en los servicios o defectos en los productos

164
Cartas de Control por Variables
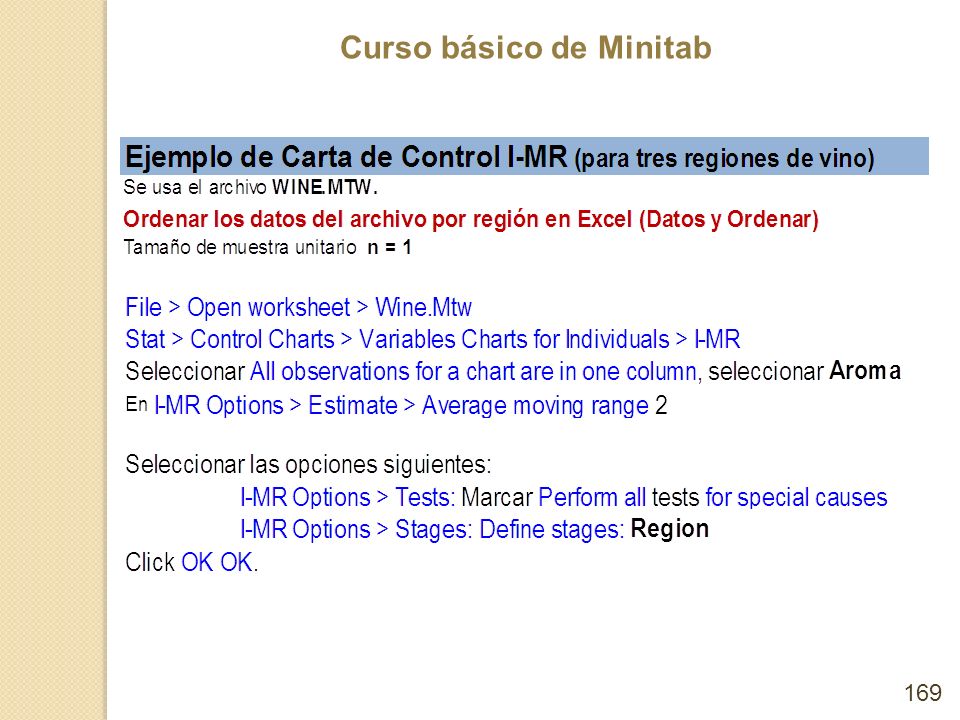
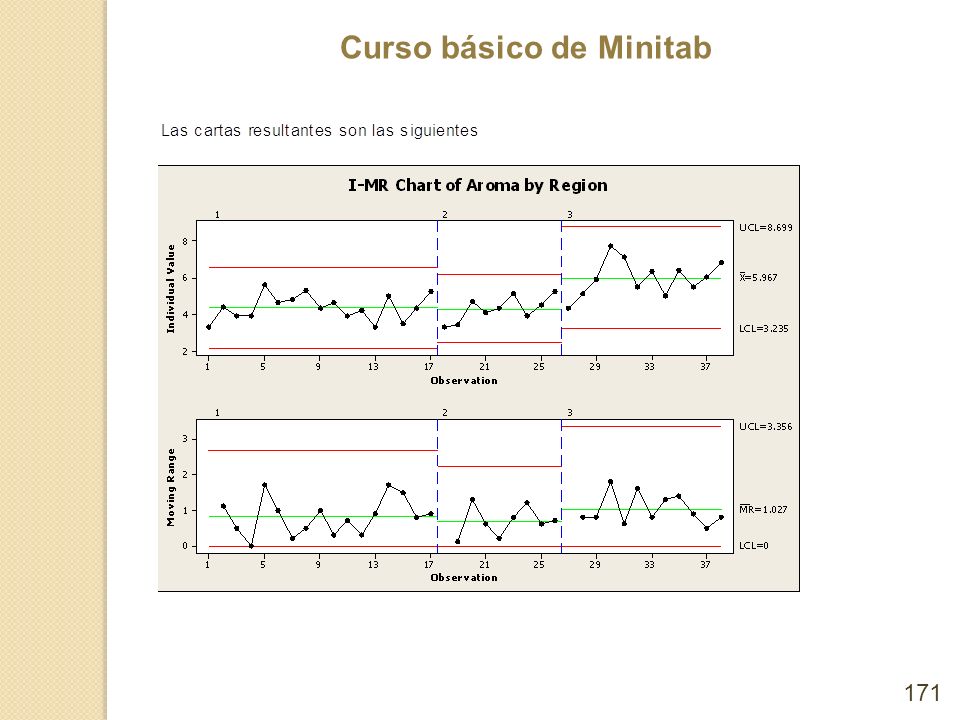
MEDIAS RANGOS X-R (subgrupos de partes o servicios evaluados por periodo de tiempo, para estabilizar procesos) MEDIAS DESVIACIONES ESTÁNDAR X –S (subgrupos 9 partes o servicios evaluados por periodo de tiempo) VALORES INDIVIDUALES I- MR (partes o servicios individuales evaluados por periodo de tiempo)
 MEDIAS DESVIACIONES ESTÁNDAR X –S (subgrupos 9 partes o servicios evaluados por periodo de tiempo) VALORES INDIVIDUALES I- MR (partes o servicios individuales evaluados por periodo de tiempo)")
165
¿Cuál gráfica se analiza primero?
¿Cuál es su conclusión acerca del proceso ?

170
Estos son los patrones de
anormalidad en las cartas de control

172
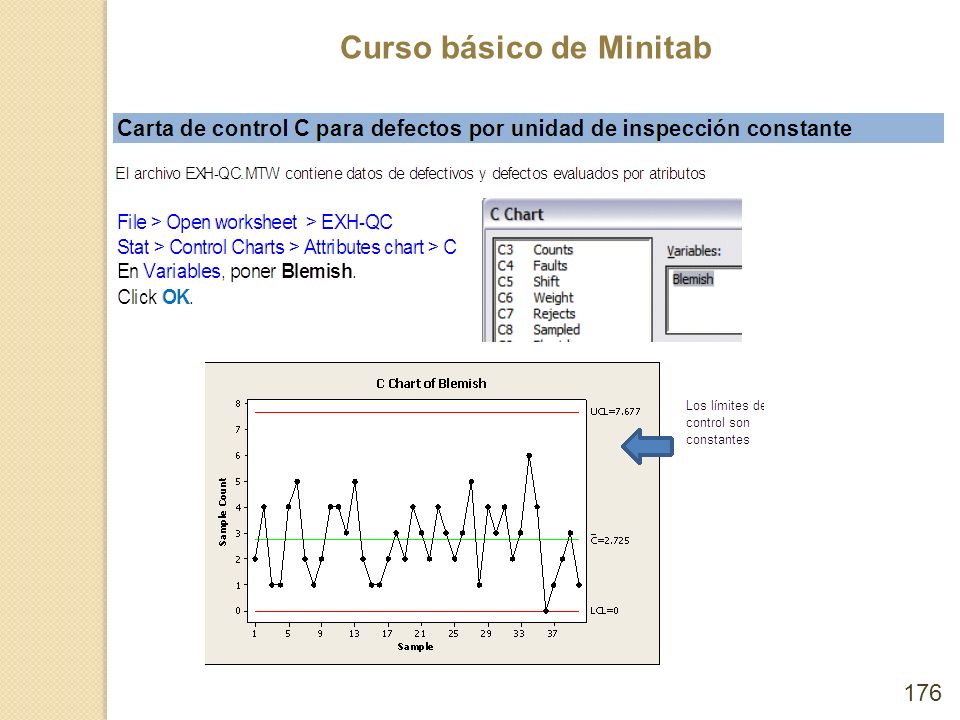
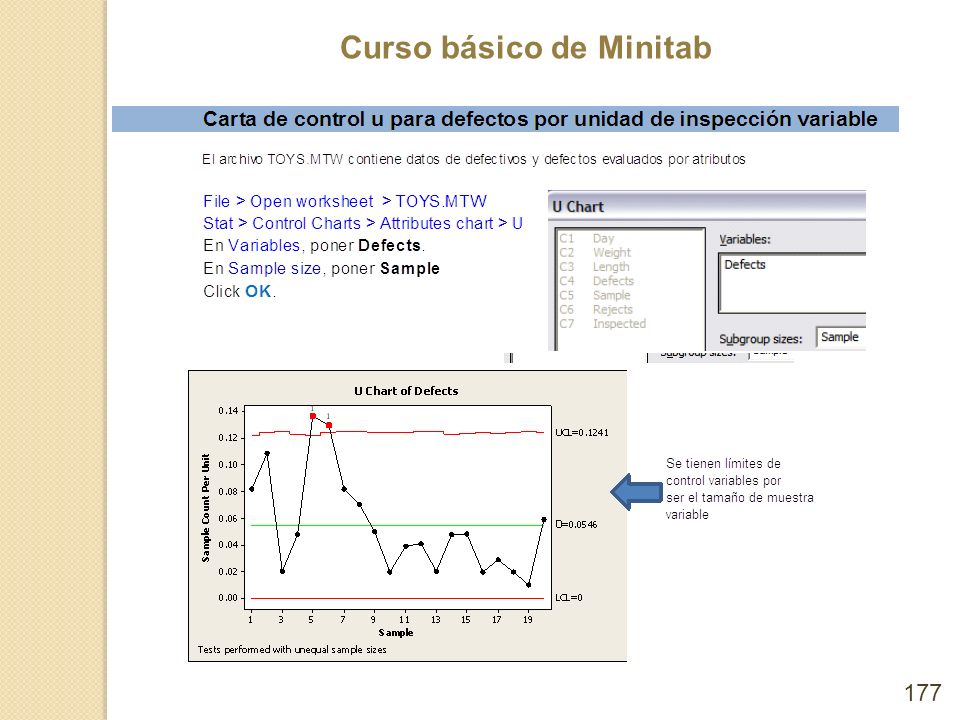
Cartas de control por atributos
Miden características como aprobado/reprobado, bueno/malo o pasa/no pasa. Número de productos defectuosos Fracción de productos defectuosos Numero de defectos por unidad de producto Número de llamadas para servicio Número de partes dañadas Pagos atrasados por mes

173
Cartas de control para atributos
Datos de Atributos Tipo Medición ¿Tamaño de Muestra ? p Fracción de partes defectuosas, Constante o variable > 50 defectivas o no conformes (>4) n e (n promedio +- 20%) np Número de partes defectuosas Constante > 50 c Número de defectos o errores Constante = 1 Unidad de inspección u Número de defectos por unidad Constante o variable en o errores por unidad unidades de inspección
 n e (n promedio +- 20%) np Número de partes defectuosas Constante > 50. c Número de defectos o errores Constante = 1 Unidad de. inspección. u Número de defectos por unidad Constante o variable en. o errores por unidad unidades de inspección.")
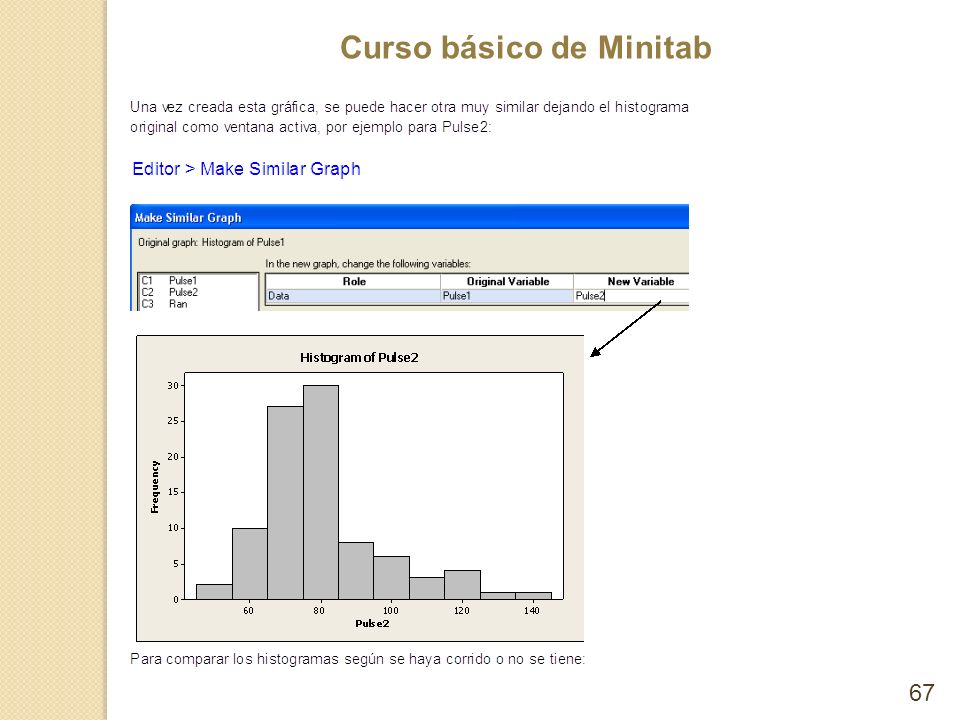
Presentaciones similares















































>")








