Descargar la presentación
La descarga está en progreso. Por favor, espere

1
Tratamiento de aguas residuales por métodos electroquímicos.
Universidad Nacional Experimental Francisco de Miranda Área de Tecnología Departamento de Energética Laboratorio de Electroquímica de la ULA XXV ENEQ UNEFM 2012 Tratamiento de aguas residuales por métodos electroquímicos. Dra. Elkis Weinhold (ULA) Ing. Cornelio Martínez (UNEFM) Punto Fijo, Abril de 2012
 Ing. Cornelio Martínez (UNEFM) Punto Fijo, Abril de")
2
Objetivos del Curso 1.- Introducir a los asistentes en los procesos electroquímicos asociados a l tratamiento de aguas residuales y la oxidación compuestos orgánicos. 2.- Brindar una descripción de los procesos de oxidación y los reactores electroquímicos . 3. Presentar algunos modelos, ecuaciones y reglas básicas que permitan realizar una evaluación preliminar de la eficiencia, operación y diseño de reactores electroquímicos utilizados en el tratamiento de aguas residuales. 4.- Mostrar las aplicaciones más recientes de los tratamientos electroquímicos en el área ambiental.

3
Calidad del agua y usos potenciales
Para usar y reutilizar el agua se requiere que las estrategias de tratamiento sean sostenibles (propósitos firmes). La cascada del agua nos da una relación entre la calidad del agua y sus usos potenciales, a mayor calidad del agua mayor versatilidad de sus usos , pero esto implica mayores costos en los procesos de tratamiento. Muchos países han desarrollados procesos de tratamientos globales (aguas provenientes de distintos efluentes) y han resultado ser apropiados pero de alto costo. Sin embargo, otros paises han optado por realizar tratamientos de aguas localizadas ( aguas provenientes de un efluente en particular) logrando éxito en la eficiencia de remocion y bajos costos. De esta manera la electrocoagulacion se presenta como una alternativa para el tratamiento de aguas residuales localizadas.
. La cascada del agua nos da una relación entre la calidad del agua y sus usos potenciales, a mayor calidad del agua mayor versatilidad de sus usos , pero esto implica mayores costos en los procesos de tratamiento. Muchos países han desarrollados procesos de tratamientos globales (aguas provenientes de distintos efluentes) y han resultado ser apropiados pero de alto costo. Sin embargo, otros paises han optado por realizar tratamientos de aguas localizadas ( aguas provenientes de un efluente en particular) logrando éxito en la eficiencia de remocion y bajos costos. De esta manera la electrocoagulacion se presenta como una alternativa para el tratamiento de aguas residuales localizadas.")
4
Métodos electroquímicos
Introducción En los últimos años se han desarrollado nuevos procesos para la disminución de contaminantes debido al aumento de la conciencia ciudadana por el problema ambiental. Los métodos electroquímicos presentan una alternativa en aquellos casos donde los métodos tradicionales no son lo suficientemente eficientes para alcanzar los límites de concentración impuestos por la legislación ambiental o cuando estos son más convenientes económicamente. Métodos electroquímicos Desarrollo de tecnologías Métodos biológicos Métodos químicos tiempo Aumento de la eficiencia de conversión y cumplimiento de la legislación ambiental

5
Legislación ambiental
Plaguicidas y bifenílos policlorados Tolueno y benceno

6
Más del 90% de las 117 sustancias reportadas por National Toxicology Program son cancerígenas en potencia . 114 de las 129 sustancias tóxicas reportadas por la Environmental Protection Agency (EPA), son de naturaleza orgánica (destacan los plaguicidas y los bifenilos policlorados.
, son de naturaleza orgánica (destacan los plaguicidas y los bifenilos policlorados.")
7
Métodos reportados para el tratamiento y control de contaminantes en aguas residuales industriales.
Tratamiento convencional: Es aquel que está conformado por tratamiento primario y secundario, incluye desinfección. Tratamiento primario.- Contempla el uso de operaciones físicas tales como: Desarenado, mezclado, floculación, flotación, sedimentación, filtración y el desbaste (principalmente rejas, mallas, o cribas) para la eliminación de sólidos sedimentables y flotantes presentes en el agua residual. Tratamiento secundario.- Contempla el empleo de procesos biológicos y químicos para remoción principalmente de compuestos orgánicos biodegradables y sólidos suspendidos. El tratamiento secundario generalmente está precedido por procesos de depuración unitarios de tratamiento primario.
 para la eliminación de sólidos sedimentables y flotantes presentes en el agua residual. Tratamiento secundario.- Contempla el empleo de procesos biológicos y químicos para remoción principalmente de compuestos orgánicos biodegradables y sólidos suspendidos. El tratamiento secundario generalmente está precedido por procesos de depuración unitarios de tratamiento primario.")
8
Tratamiento secundario más aplicado: Bioremediación.
La bioremediación puede ser definida como el uso de organismos vivos, componentes celulares y enzimas libres, con el fin de realizar una mineralización. compuesto blanco → CO2 + H2O Bioremediación de hidrocarburos Los hidrocarburos varían en su habilidad de ser degradados, en los derrames de estos en el agua son los microorganismos predominantemente bacterias (pseudomonas, corinebacterias y micobacterias), algunas levaduras y hasta algas verdes las que permiten su degradación. En el caso de que el derrame sea en el suelo el proceso es diferente, la oxidación es llevada a cabo por hongos y bacterias . En condiciones favorables más del 80 % de los componentes no volátiles son oxidados entre 6 meses y un año del derrame. Algunas fracciones, como los hidrocarburos de cadena ramificada y los policíclicos, permanecen mucho más tiempo en el ambiente principalmente si llegan a zonas anaerobias ocasionando perjuicios a largo plazo.
, algunas levaduras y hasta algas verdes las que permiten su degradación. En el caso de que el derrame sea en el suelo el proceso es diferente, la oxidación. es llevada a cabo por hongos y bacterias . En condiciones favorables más del 80 % de los componentes no volátiles son oxidados entre 6 meses y un año del derrame. Algunas fracciones, como los hidrocarburos de cadena ramificada y los policíclicos, permanecen mucho más tiempo en el ambiente principalmente si llegan a zonas anaerobias ocasionando perjuicios a largo plazo.")
9
Tecnologías o Procesos Avanzados de Oxidación (TAOs, PAOs),
Métodos reportados para el tratamiento y control de contaminantes en aguas residuales industriales. Tratamientos terciarios (tratamientos químicos) y los específicos para ciertos efluentes al interior de la planta industrial (in-plant treatment ). La importancia de los métodos terciarios y de los específicos, reside en la posibilidad de remover la mayoría de aquellos contaminantes que permanecerían como remanentes de los tratamientos primarios y/o secundario. Tecnologías o Procesos Avanzados de Oxidación (TAOs, PAOs), Las TAOs se basan en procesos fisicoquímicos capaces de producir cambios profundos en la estructura química de los contaminantes Los PAOs como procesos que involucran la generación y uso de especies transitorias poderosas, principalmente el radical hidroxilo (OH•). Este radical puede ser generado por medios fotoquímicos (incluida la luz solar) o por otras formas de energía, y posee alta efectividad para la oxidación de materia orgánica.
 y los específicos para ciertos efluentes al. interior de la planta industrial (in-plant treatment ). La importancia de los métodos terciarios y. de los específicos, reside en la posibilidad de remover la mayoría de aquellos contaminantes. que permanecerían como remanentes de los tratamientos primarios y/o secundario. Tecnologías o Procesos Avanzados de Oxidación (TAOs, PAOs), Las TAOs se basan en procesos fisicoquímicos capaces de producir cambios. profundos en la estructura química de los contaminantes. Los PAOs como procesos que involucran la generación y uso de especies transitorias poderosas, principalmente el radical hidroxilo (OH•). Este radical puede ser generado por medios fotoquímicos (incluida la luz solar) o por otras formas de energía, y posee alta efectividad para la oxidación de materia orgánica.")
10
Desventajas Otras técnicas
En el tratamiento de los compuestos orgánicos tóxicos se considera la oxidación química como un proceso caro en comparación con los procesos biológicos. Otras técnicas Uso de la electroquímica: Mediante procesos de depósito catódico se pueden recuperar iones metálicos disueltos en aguas residuales (electrodeposición). Algunos de los oxidantes empleados en el tratamiento de aguas, como por ejemplo el ozono, el peróxido de hidrógeno, el Cl2, el hipoclorito o el dióxido de cloro se pueden producir o generar electroquímicamente. Otros procesos electroquímicos aprovechables en la eliminación de contaminantes son la electrocoagulación, electroflotación, intercambio iónico electroquímico, tratamiento electroquímico de suelos, etc.
. Algunos de los oxidantes empleados en el tratamiento de aguas, como por ejemplo el ozono, el peróxido de hidrógeno, el Cl2, el hipoclorito o el dióxido de cloro se pueden producir o generar electroquímicamente. Otros procesos electroquímicos aprovechables en la eliminación de contaminantes son la electrocoagulación, electroflotación, intercambio iónico electroquímico, tratamiento electroquímico de suelos, etc.")
11
Electrocoagulación La electrocoagulación es un proceso que utiliza la electricidad para eliminar contaminantes en el agua que se encuentran suspendidos, disueltos o emulsificados. La técnica consiste en inducir corriente eléctrica en el agua residual a través de placas metálicas paralelas de diversos materiales, dentro de los más comúnmente utilizados están el hierro y el aluminio. Cuando se emplean electrodos de sacrificio durante ei proceso ocurre una disolución anódica del electrodo, liberando iones metálicos que son rápidamente convertidos a los hidróxidos correspondientes. Los hidróxidos se adhieren a los aceites emulsificados y a las partículas coloidales suspendidas, provocando la coagulación y floculación. El ion metálico liberado del electrodo (por ejemplo, para electrodos de fierro se libera Fe2+) reacciona con los compuestos solubles en el agua residual (por ejemplo sulfuros) transformándose en compuestos de fierro (flóculos) insolubles.4 El hidrógeno, liberado por la electrólisis del agua, se adhiere también a estos flóculos y todo el agregado es arrastrado hacia la superficie del líquido, removiendo y disminuyendo de esta manera la carga orgánica del agua residual. El hidróxido férrico desestabiliza las emulsiones y suspensiones ya que neutraliza las cargas de las partículas coloidales.
 reacciona con los compuestos solubles en el agua residual (por ejemplo sulfuros) transformándose en compuestos de fierro (flóculos) insolubles.4 El hidrógeno, liberado por la electrólisis del agua, se adhiere también a estos flóculos y todo el agregado es arrastrado hacia la superficie del líquido, removiendo y disminuyendo de esta manera la carga orgánica del agua residual. El hidróxido férrico desestabiliza las emulsiones y suspensiones ya que neutraliza las cargas de las partículas coloidales.")
12
Operación y diseño de reactores de electrocoagulación.
Los diseños de reactores de electrocoagulación se pueden clasificar de dos manera de acuerdo a su operación: por lotes y continuos. La mayor aplicación industrial la tienen los reactores que operan de manera continua en condiciones de pseudo-equilibrio. La ventaja clave de este sistema es que la dosis de coagulante es fija. Los reactores por lotes operan con una carga fija de agua a tratar, la mayor desventaja es que las condiciones en el reactor cambian con el tiempo( estos reactores normalmente trabajan con condiciones fijas de operación). La segunda mayor distinción entre las alternativas de diseño de reactores es el rol de la flotacion. Los reactores que no emplean la separacion del contaminante por generacion de burbujas son llamados procesos de coagulacion solamente. mientras que los reactores que emplean la flotacion en su diseño son llamados procesos de coagulacion y flotacion y dentro de estos procesos existen aquellos que generan el coagulante in situ. Tambien existen unidades que integran las 2 principales maneras de remocion de contaminantes flotacion y sedimentacion. La sedimentacion es el proceso mas comunmente usado, la produccion de gases por via electrolitica de manera simultanea complica las operaciones. La principal diferencia entre flotacion y sedimentacion es la densidad de corriente empleada en el reactor. Corrientes bajas producen baja densidad de burbujas y por consiguiente un bajo flujo ascendente que favorece a la sedimentacion sobre la flotacion. Cuando la corriente se incrementa la densidad de corriente aumenta y el flujo ascendente tambien esto favorece a la flotacion. Como hemos vista la electrocoagulacion ha sido conbinada con muchas tecnologias de separacion incluyendo flotacion por disolucion de aire (DAF), filtracion y clarificacion, centrifugacion (diseño de reactores integrados). Criterios de diseño de reactores para reducir aplicaciones innecesarias . Decisiones principales del diseño: Operación por lotes o continua. El rol que juegan la generación de burbujas electroquímicamente. El medio de separación del contaminante
. La segunda mayor distinción entre las alternativas de diseño de reactores es el rol de la flotacion. Los reactores que no emplean la separacion del contaminante por generacion de burbujas son llamados procesos de coagulacion solamente. mientras que los reactores que emplean la flotacion en su diseño son llamados procesos de coagulacion y flotacion y dentro de estos procesos existen aquellos que generan el coagulante in situ. Tambien existen unidades que integran las 2 principales maneras de remocion de contaminantes flotacion y sedimentacion. La sedimentacion es el proceso mas comunmente usado, la produccion de gases por via electrolitica de manera simultanea complica las operaciones. La principal diferencia entre flotacion y sedimentacion es la densidad de corriente empleada en el reactor. Corrientes bajas producen baja densidad de burbujas y por consiguiente un bajo flujo ascendente que favorece a la sedimentacion sobre la flotacion. Cuando la corriente se incrementa la densidad de corriente aumenta y el flujo ascendente tambien esto favorece a la flotacion. Como hemos vista la electrocoagulacion ha sido conbinada con muchas tecnologias de separacion incluyendo flotacion por disolucion de aire (DAF), filtracion y clarificacion, centrifugacion (diseño de reactores integrados). Criterios de diseño de reactores para reducir aplicaciones innecesarias . Decisiones principales del diseño: Operación por lotes o continua. El rol que juegan la generación de burbujas electroquímicamente. El medio de separación del contaminante.")
13
Reactor por lotes para electrocoagulación
El diseño formado por un par de electrodos no es el más adecuado a la hora del proceso ya que para obtener una rata adecuada de disolución del metal se requiere de electrodos de gran área superficial, es por esta razón que se utilizan celdas con electrodos monopolares en paralelo o conectados en serie. El sistema para la electrocoagulación requiere de una fuente de corriente directa, un regulador de densidad de corriente y de un multímetro para leer los valores de corriente. En la Figura 1 se muestran dos reactores para electrocoagulación con electrodos en paralelo. Existen otros tipos de reactores para la electrocoagulación, uno de los más populares es el tipo filtro prensa, está formado por una unidad de cobertura en forma de caja con un ánodo, un cátodo y una membrana como se muestra en la Figura 2. Este sistema hace que su operación y mantenimiento sea relativamente simple.

14
Factores que afectan la electrocoagulación.
Densidad de corriente: (se puede controlar) Determina la cantidad de iones (Fe+2 y Al+3) liberados por los electrodos. (dosis de coagulante y la velocidad de generación de burbujas) Si es grande: Transformación de energía eléctrica en calórica que calienta el agua. Disminución significativa de la eficiencia. El suministro de corriente al sistema de electrocoagulación determina la cantidad de iones de aluminio Al +3 o hierro Fe +2 liberados por los respectivos electrodos. Cuando se Usa una corriente demasiado grande, hay una transformación de energía eléctrica en energía calórica que calienta el agua. Una densidad de corriente demasiado grande produciría una disminución significativa en la eficacia. La selección de la densidad de corriente podría realizarse teniendo en cuenta otros parámetros de operación como pH y temperatura. Este parámetro es critico en la electrocoagulación y puede ser controlado directamente, a demás , determina la dosis de coagulantes y la velocidad de generación de burbujas. A baja densidad de corriente la sedimentacion es el mecanismo dominante ya que pocas burbujas son producidas en el cátodo resultando en un % menor del material que sube a la superficie. A altas densidades de corriente, el 63 % del material esta en la superficie, por lo tanto se favorece la flotacion. Masa acumulada en la superficie como una función del tiempo y la densidad de corriente;[arcilla]= 0,8 g/l
 Determina la cantidad de iones (Fe+2 y Al+3) liberados por los electrodos. (dosis de coagulante y la velocidad de generación de burbujas) Si es grande: Transformación de energía eléctrica en calórica que calienta el agua. Disminución significativa de la eficiencia. El suministro de corriente al sistema de electrocoagulación determina la cantidad de iones de aluminio Al +3 o hierro Fe +2 liberados por los respectivos electrodos. Cuando se Usa una corriente demasiado grande, hay una transformación de energía eléctrica en energía calórica que calienta el agua. Una densidad de corriente demasiado grande produciría una disminución significativa en la eficacia. La selección de. la densidad de corriente podría realizarse teniendo en cuenta otros parámetros de operación como pH y temperatura. Este parámetro es critico en la electrocoagulación y puede ser controlado directamente, a demás , determina la dosis de coagulantes y la velocidad de generación de burbujas. A baja densidad de corriente la sedimentacion es el mecanismo dominante ya que pocas burbujas son producidas en el cátodo resultando en un % menor del material que sube a la superficie. A altas densidades de corriente, el 63 % del material esta en la superficie, por lo tanto se favorece la flotacion. Masa acumulada en la superficie como una función del tiempo y la densidad de corriente;[arcilla]= 0,8 g/l.")
15
Factores que afectan la electrocoagulación.
Presencia de NaCl: La sal aumenta la conductividad del agua residual. Se ha encontrado que los iones de cloruro pueden reducir los efectos adversos de iones como HCO3- y SO4= pues la presencia de iones carbonatos o sulfatos pueden conducir a la precipitación de Ca+2 y Mg+2 produciendo una capa insoluble depositada sobre los electrodos, que aumentaría el potencial entre los electrodos decreciendo así la eficiencia de la corriente. Se recomienda, sin embargo, que para un proceso de electrocoagulación normal se mantengan cantidades de Cl- del 20%. pH: El efecto del pH en la electrocoagulación se refleja en la eficiencia de la corriente y se relaciona con la disolución del hidróxido del metal, se ha encontrado que el rendimiento del proceso depende de la naturaleza del contaminante y la mejor remoción se ha observado para valores de pH cercanos a 7. No obstante a pH neutral el consumo de energía es alto, debido a que hay variación de la conductividad. Cuando la conductividad es alta, el efecto del pH no es significativo. El pH después de la electrocoagulación podría incrementarse para aguas residuales ácidas pero decrecer para aguas alcalinas. El incremento de pH a condiciones ácidas ha sido atribuido a la reacción del hidrógeno en el cátodo dada por: H2O +2e- →H2 + 2OH- .

16
Factores que afectan la electrocoagulación.
Temperatura: Los efectos de la temperatura sobre la electrocoagulación no han sido muy investigados, pero se ha encontrado que la eficiencia en la corriente incrementa inicialmente hasta llegar a 60º C punto donde se hace máxima, para luego decrecer. El incremento de la eficiencia con la temperatura es atribuida al incremento en la actividad de destrucción de la película de óxido de aluminio de la superficie del electrodo. Eficiencia Temperatura 60 (ºC)
")
17
Aplicación de la electrocoagulación. Emulsión aceite-agua.
Formación de agregados de aceite. Emulsión de aceite-agua estabilizada por un surfactante. Una emulsión es una dispersión en la cual el aceite constituye la fase dispersa y el agua forma la fase continua. Esta emulsión es estabilizada por la presencia de agentes emulsificantes tales como surfactantes. Los grupos aniónicos en la molécula de surfactante previene la agregación y coagulación de las gotas de aceite vía repulsión electrostática, como se esquematiza en la Figura. Durante la electrólisis y en el caso de utilizar un ánodo de sacrificio de hierro (Fe) éste es oxidado a Fe+2 el cual es nuevamente oxidado a iones Fe+3.Con la electrólisis la fuerza iónica del medio incrementa y la electrogeneración de cationes con su alta carga de +3 neutraliza eficientemente la superficie cargada de las moléculas de surfactante. Simultáneamente, el hidrógeno es liberado en el cátodo. El pH del medio aumenta como consecuencia de la electrólisis.
 éste es oxidado a Fe+2 el cual es nuevamente oxidado a iones Fe+3.Con la electrólisis la fuerza iónica del medio incrementa y la electrogeneración de cationes con su alta carga de +3 neutraliza eficientemente la superficie cargada de las moléculas de surfactante. Simultáneamente, el hidrógeno es liberado en el cátodo. El pH del medio aumenta como consecuencia de la electrólisis.")
18
Marco para investigaciones futuras en electrocoagulación.
Aquí se muestra la relacion que debe existir entre las areas fundamentales de la electrocoagulacion a traves de un diagrama de Venn, estas areas electroquimica, flotacion y coagulacion deben tener elementos y caracteristicas comunes que hay que tener claras a la hora de abordar un diseño y estas se muestran en las intercepciones de los lobulos. Las lineas verticales indican los caminos posibles de remocion de contaminantes(sedimentacion y flotacion). El eje de doble flecha es la densidad de corriente y define la dosis del coagulante y la densidad de burbujas para que el proceso sea por flotacion o coagulacion.
. El eje de doble flecha es la densidad de corriente y define la dosis del coagulante y la densidad de burbujas para que el proceso sea por flotacion o coagulacion.")
19
Ventajas y desventajas de la electrocoagulación.
Los costos de operación son menores que los procesos convencionales usando polímeros. Reposición de los electrodos de sacrificio. Puede generar aguas potables, incoloras e inodoras. Los lodos contienen altas concentraciones de hierro y aluminio, dependiendo del material del electrodo utilizado. Elimina requerimientos de almacenamiento y uso de productos químicos. No es efectivo en la remoción de DBO soluble, proveniente de solventes y anticongelantes. Genera lodos más compactos y en menor cantidad, que involucra menor problemática de disposición de estos lodos. El uso de electricidad puede ser costoso en muchos lugares. Los flóculos formados por la electrocoagulación son similares a los producidos químicamente, pero más grandes, contienen menos agua ligada, son antiácidos y más estables y pueden ser separados rápidamente por filtración. Una película de óxido impermeable puede formarse en el cátodo que lleva a la pérdida de eficiencia del proceso. Produce efluentes con menor cantidad de SDT comparado con los tratamientos químicos, si esta agua se reusa, los bajos niveles de SDT contribuye a bajos costos de tratamiento de aguas. Remueve las partículas coloidales más peque- ñas, ya que el campo eléctrico aplicado las pone en movimiento más rápidamente facilitando la coagulación. Las burbujas de gas producidas, pueden llevar el contaminante a la superficie de la solución, donde puede concentrarse fácilmente, ser recuperado y removido.

20
Oxidación electroquímica
Emplear la oxidación electroquímica directa (oxidación anódica) para realizar la eliminación completa o parcial de contaminantes de distinta naturaleza presentes en aguas residuales. Una de sus ventajas es que no se necesita agregar reactivos a el agua residual. Materiales electródicos Se han estudiado una gran variedad de materiales para la constitución de electrodos para ser utilizados en la eliminación-transformación electroquímica de compuestos orgánicos e inorgánicos. Los electrodos investigados han sido metálicos: platino, oro, paladio, tanto en forma másica como altamente dispersados en soportes adecuados, pasando por electrodos tipo DSA soporte/SnO2 y electrodos carbonosos, grafito, carbón vítreo y electrodos de diamante dopado.
 para realizar la. eliminación completa o parcial de contaminantes de distinta naturaleza. presentes en aguas residuales. Una de sus ventajas es que no se necesita agregar. reactivos a el agua residual. Materiales electródicos. Se han estudiado una gran variedad de materiales para la constitución de. electrodos para ser utilizados en la eliminación-transformación electroquímica de. compuestos orgánicos e inorgánicos. Los electrodos investigados han sido metálicos: platino, oro, paladio, tanto en forma másica como altamente dispersados en. soportes adecuados, pasando por electrodos tipo DSA soporte/SnO2 y electrodos. carbonosos, grafito, carbón vítreo y electrodos de diamante dopado.")
21
Materiales electródicos
Potencial de formación de especies químicas comunes Potencial de Evolución de oxígeno de diferentes ánodos (V) vs ENH
 vs ENH.")
22
Eficiencia de oxidación anódica

23
Métodos electroquímicos.
Ventajas Transforma químicamente al contaminante, consiguiendo generalmente mineralización completa. Formación de CO2 Usualmente no generan barros que a su vez requieren de un proceso de tratamiento o disposición. Sirven para tratar contaminantes a muy baja concentración. (μM, nM) Mejoran las propiedades organoléptica del agua tratada y consumen menos energía que otros métodos como la incineración entre otras. Entre las áreas de aplicación de los métodos electroquímicos están: el tratamiento de compuestos orgánicos biorrefractarios y la disminución de contaminantes presentes a bajos niveles de concentración. Cuando dichas aguas son purificadas a través de reacciones electroquímicas, estas van acompañadas de reacciones de evolución de oxigeno o fenton y/o producción catódica de peróxido de hidrogeno [1].
 Mejoran las propiedades organoléptica del agua tratada y consumen menos energía que otros métodos como la incineración entre otras. Entre las áreas de aplicación de los métodos electroquímicos están: el tratamiento de compuestos orgánicos biorrefractarios y la disminución de contaminantes presentes a bajos niveles de concentración. Cuando dichas aguas son purificadas a través de reacciones electroquímicas, estas van acompañadas de reacciones de evolución de oxigeno o fenton y/o producción catódica de peróxido de hidrogeno [1].")
24
Desarrollo de la electrooxidación para el tratamiento de aguas residuales
Estudio de la eficiencia de oxidación de varios contaminantes sobre diferentes electrodos. Mejora de la actividad electrocatalítica y la estabilidad electroquímica del material electródico. Investigar los factores que afectan la eficiencia del proceso y la exploración de los mecanismos cinéticos de la degradación de dichos contaminantes.

25
Materiales electródicos estudiados para la electrooxidación de tolueno y otros contaminantes orgánicos. Material electródico Resultado Metales y óxidos metálicos (Pt, Ti, PbO2, TiO2, CeO2, V2O5, IrO2 y SnO2 ). El inconveniente de usar estos materiales es que en algunos casos los productos o los subproductos de reacción formados entre la combinación del hidrocarburo aromático (BTX) y estos materiales son mucho más tóxicos que la molécula original. carbón vítreo Los productos de corrosión son simplemente dióxido de carbono y partículas de carbón que son más amigables con la naturaleza, el inconveniente de estos materiales es el desgaste o corrosión de la superficie electródica. Diamante dopado con boro (DDB). Estos materiales presentan una buena eficiencia de degradación y una elevada estabilidad electroquímica, sin embargo, son extremadamente costosos.
. El inconveniente de usar estos materiales es que en algunos casos los productos o los subproductos de reacción formados entre la combinación del hidrocarburo aromático (BTX) y estos materiales son mucho más tóxicos que la molécula original. carbón vítreo. Los productos de corrosión son simplemente dióxido de carbono y partículas de carbón que son más amigables con la naturaleza, el inconveniente de estos materiales es el desgaste o corrosión de la superficie electródica. Diamante dopado con boro (DDB). Estos materiales presentan una buena eficiencia de degradación y una elevada estabilidad electroquímica, sin embargo, son extremadamente costosos.")
26
Propósito operacional de la electrooxidación
Alcanzar degradación completa de los contaminantes con: →Alta velocidad de reacción →Elevada eficiencia en corriente →Bajo consumo de energía

27
Tabla 2. Niveles de toxicidad del tolueno en diferentes organismos.
Nivel de toxicidad Seres humanos: DL mg/kg, CTmín 0,77 mg/l por inhalación, >2,9 mg/l por inhalación produce daño en el sistema nervioso central, ppm produce fatiga y cefalalgia, 200 ppm produce irritación leve de garganta y ojos, ppm por (8h) produce signos claros de ataxia, >4 000 ppm por (1h) produce pérdida del conocimiento y la exposición prolongada es letal. Mamíferos: En ratas DL mg/kg por vía oral, en ratones CL50 20 mg/l por (8h). Organismos acuáticos: En peces de agua dulce CL mg/l por (96h),en salmones CL50 6,4-8,1 mg/l por (96h), en moluscos CL mg/l por (24h), en algas clorofíceas CE mg/l (reducción de la fotosíntesis), en algas cianofíceas 10 mg/l (96h, 75% de reducción de la fotosíntesis). Plantas: En trigo y soja ppm en el suelo es tóxico, Zanahorias y tomates 3 ppm (0,5h) en aire es tóxico. Valores disponibles en Centre for Ecological Sciences. Indian Institute of Science [11]. DL: dosis letal, CTmin: Concentración tóxica mínima. CL50: Concentración letal para matar al 50 % de la población de ensayo en un tiempo determinado.DL50 : Dosis letal para matar al 50 % de la población de ensayo en un tiempo determinado.
 produce signos claros de ataxia, >4 000 ppm por (1h) produce pérdida del conocimiento y la exposición prolongada es letal. Mamíferos: En ratas DL mg/kg por vía oral, en ratones CL50 20 mg/l por (8h). Organismos acuáticos: En peces de agua dulce CL mg/l por (96h),en salmones CL50 6,4-8,1 mg/l por (96h), en moluscos CL mg/l por (24h), en algas clorofíceas CE mg/l (reducción de la fotosíntesis), en algas cianofíceas 10 mg/l (96h, 75% de reducción de la fotosíntesis). Plantas: En trigo y soja ppm en el suelo es tóxico, Zanahorias y tomates 3 ppm (0,5h) en aire es tóxico. Valores disponibles en Centre for Ecological Sciences. Indian Institute of Science [11]. DL: dosis letal, CTmin: Concentración tóxica mínima. CL50: Concentración letal para matar al 50 % de la población de ensayo en un tiempo determinado.DL50 : Dosis letal para matar al 50 % de la población de ensayo en un tiempo determinado.")
28
1.3 Legislación y estándares ambientales del tolueno en efluentes.
Tabla 3. Estándares ambientales para ámbitos o efluentes con contenido de tolueno a nivel internacional. Medio receptor Ámbito o efluente País Valor Agua Agua potable Rusia 500 μg/L USA 14,3 μg/L Aguas superficiales 12,4 μg/L Agua de mar 0,1 μg/L Agua subterráneas Países bajos 0,0002 mg/L Aguas residuales 20 mg/L Suelo - 0,05 mg/Kg Aire Europa 8 mg/m3 0,6 mg/m3 Australia 375 mg/m3 Japón Valores disponibles en Centre for Ecological Sciences. Indian Institute of Science [11]. En Venezuela el valor máximo aceptable para el contenido de tolueno en agua potable es de 700 μg/L [12] y para el caso de vertidos líquidos como efluentes a cuerpos de agua, medio marino-costero y submarino, redes cloacales o disposición directa sobre el suelo se establece como límite máximo para hidrocarburos un valor de 20 mg/L [13].

29
Reactividad 4 Oxidación electroquímica de hidrocarburos.
Transformación electroquímica Hidrocarburos funcionalizados de interés industrial. Moléculas orgánicas Características electrónicas y estructurales del compuesto Naturaleza del solvente Reactividad Temperatura Material electródico Tipo de hidrocarburo: saturado o insaturado.

30
4 Oxidación electroquímica directa de hidrocarburos.
(6) (7) (8) Figura 1. Posibles reacciones de oxidación directa para un hidrocarburo (R) [17].
 (7) (8) Figura 1. Posibles reacciones de oxidación directa para un hidrocarburo (R) [17].")
31
4 Oxidación electroquímica indirecta de hidrocarburos.
Figura 2. Posibles reacciones de oxidación indirecta para un hidrocarburo (R) [17]. Electrólisis mediadas (oxidación mediada) en el cual un sistema redox mediador (X-/X•) sirve de puente electrónico entre el electrodo y el compuesto orgánico. En otros casos el sistema mediador es un tipo de Mn+/M(n+1)+, donde M(n+1)+ es un ión metálico de valencia superior como el Ce+4, Co+3 ó Mn+3.
 [17]. Electrólisis mediadas (oxidación mediada) en el cual un sistema redox mediador (X-/X•) sirve de puente electrónico entre el electrodo y el compuesto orgánico. En otros casos el sistema mediador es un tipo de Mn+/M(n+1)+, donde M(n+1)+ es un ión metálico de valencia superior como el Ce+4, Co+3 ó Mn+3.")
32
¿Cómo seleccionar los métodos electroquímicos?
Factores económicos, Fácil control ,confiabilidad y eficiencia del proceso. Condiciones de operación durante la electrolisis. Material anódico utilizado: ánodos con alto sobrepotencial de oxígeno. Uso de electrodos de DDB,PbO2 y CVR. La elección de estos tratamientos no solo dependen de factores económicos sino también de un fácil control, confiabilidad y eficiencia del proceso. Dicha eficiencia está asociada a las condiciones de operación durante la electrólisis y el tipo de material anódico utilizado en el tratamiento En este sentido varios materiales anódicos han sido evaluados en la oxidación electroquímica directa de contaminantes orgánicos, pero la mineralización completa a CO2 con buena eficiencia faradaica es obtenida solamente usando ánodos con alto sobrepotencial de oxígeno como: SnO2 , PbO2 y diamante dopado con boro (DDB) que producen durante la electrólisis intermediarios oxigenados, principalmente radicales hidroxilo que oxidan el contaminante. La idea es llevar a cabo la electrólisis de manera controlada tal que permita alcanzar mineralización completa de los contaminantes con alta velocidad de reacción, eficiencia en corriente y bajo consumo de energía [2]. El objetivo es llevar a cabo la electrólisis de manera controlada tal que permita alcanzar mineralización completa de los contaminantes con alta velocidad de reacción ,eficiencia en corriente y bajo consumo de energía.
 que producen durante la electrólisis intermediarios oxigenados, principalmente radicales hidroxilo que oxidan el contaminante. La idea es llevar a cabo la electrólisis de manera controlada tal que permita alcanzar mineralización completa de los contaminantes con alta velocidad de reacción, eficiencia en corriente y bajo consumo de energía [2]. El objetivo es llevar a cabo la electrólisis de manera controlada tal que permita alcanzar mineralización completa de los contaminantes con alta velocidad de reacción ,eficiencia en corriente y bajo consumo de energía.")
33
Métodos electroquímicos para el tratamiento de aguas residuales
Tabla 1. Principales reacciones químicas y electroquímicas en el tratamiento de aguas residuales. Método Reacción electródica. Reacción en fase líquida Electro-Fenton Fe3+ + e- →Fe2+, O2 + 2H+ + 2 e- → H2O2 Fe2++H2O2→Fe(OH)2+ + OH* RH +OH*→ROH + ½ H2 Oxidación directa no selectiva. MOx + H2O →MOx(OH*) + H+ + e- nMOx(OH*) + R →n/2 CO2 + ze- + zH+ + nMOx Oxidación directa selectiva MOx(OH*)→ MOx+1 + H+ + e- R + MOx+1 →RO + MOx Oxidación indirecta con oxígeno como mediador O2 + H2O + 4e- → H2O2 H2O2 →2 OH* + H+ + e- RH + 2 OH* → ROH + OH- Oxidación indirecta con cloro como mediador. 2 Cl- → Cl2 + 2e- Cl2 + H2O →HOCl + H++ Cl- R + HOCl →ROH + Cl- Oxidación indirecta con plata como mediador Ag(I) → Ag(II) + e- Ag(II) + NO3- → (AgNO3)+ . (AgNO3)+ + R → nAg(I) + mCO2 + nHNO3 Electrodeposición Mn+ + ne- → M Reducción directa NO H2O + 5e- → ½ N2 + 6 H2O NO H2O + 3e- → ½ N2 + 4 H2O Los criterios fundamentales para la elección de los electrodos en todos estos procesos son: un alto potencial de evolución de hidrogeno para el cátodo (evita la combustión del electrodo), un alto sobrepotencial de evolución de oxígeno para el ánodo. Para elegir el ánodo en los procesos de oxidación directa la situación es mas compleja debido a que el mecanismo de reacción es fuertemente dependiente de las propiedades del electrodo. En el esquema no selectivo ,el electrodo para la combustión completa del contaminante requiere que la transición de oxigeno sea menor que la producción de hidroxilo. Los ánodos para la combustión completa pueden no tener vacancias de oxigeno (altos niveles de oxidación o exceso de oxigeno, también en combinación con dopaje de otros metales); por el contrario, la presencia de vacancias de oxigeno son preferibles para anodos en procesos selectivos. El fenómeno catalítico que ocurre en el electrodo dopado con un oxido metálico es el resultado de un mecanismo de interacción química entre el oxigeno y los sitios activos sobre la superficie electródica. [1]. Maurizio De Francesco y Paola Costamagna , Journal of Cleaner Production. 12(2004)
2+ + OH* RH +OH*→ROH + ½ H2. Oxidación directa no selectiva. MOx + H2O →MOx(OH*) + H+ + e- nMOx(OH*) + R →n/2 CO2 + ze- + zH+ + nMOx. Oxidación directa selectiva. MOx(OH*)→ MOx+1 + H+ + e- R + MOx+1 →RO + MOx. Oxidación indirecta con oxígeno como mediador. O2 + H2O + 4e- → H2O2. H2O2 →2 OH* + H+ + e- RH + 2 OH* → ROH + OH- Oxidación indirecta con cloro como mediador. 2 Cl- → Cl2 + 2e- Cl2 + H2O →HOCl + H++ Cl- R + HOCl →ROH + Cl- Oxidación indirecta con plata como mediador. Ag(I) → Ag(II) + e- Ag(II) + NO3- → (AgNO3)+ . (AgNO3)+ + R → nAg(I) + mCO2 + nHNO3. Electrodeposición. Mn+ + ne- → M. Reducción directa. NO H2O + 5e- → ½ N2 + 6 H2O. NO H2O + 3e- → ½ N2 + 4 H2O. Los criterios fundamentales para la elección de los electrodos en todos estos procesos son: un alto potencial de evolución de hidrogeno para el cátodo (evita la combustión del electrodo), un alto sobrepotencial de evolución de oxígeno para el ánodo. Para elegir el ánodo en los procesos de oxidación directa la situación es mas compleja debido a que el mecanismo de reacción es fuertemente dependiente de las propiedades del electrodo. En el esquema no selectivo ,el electrodo para la combustión completa del contaminante requiere que la transición de oxigeno sea menor que la producción de hidroxilo. Los ánodos para la combustión completa pueden no tener vacancias de oxigeno (altos niveles de oxidación o exceso de oxigeno, también en combinación con dopaje de otros metales); por el contrario, la presencia de vacancias de oxigeno son preferibles para anodos en procesos selectivos. El fenómeno catalítico que ocurre en el electrodo dopado con un oxido metálico es el resultado de un mecanismo de interacción química entre el oxigeno y los sitios activos sobre la superficie electródica. [1]. Maurizio De Francesco y Paola Costamagna , Journal of Cleaner Production. 12(2004)")
34
Variables cinéticas: Densidad de corriente Cinética de primer orden
Tabla 2. Parámetros cinéticos obtenidos por diferentes técnicas electroquímicas para el tratamiento de diferentes contaminantes. Método Contaminante I (mA/cm2) Cátodo Ánodo Rango (ppm) K (s-1) δ (cm) Electrofenton 4-clorofenol 10 C-PTFE Pt 100-0 1,4 x10 -4 7,2 x10-3 Benzoquinona 200 Acero Fe/PbO2 /Ti 1000-0 1 x10 -3 0,83 x10 -3 Oxidación directa Ácido maléico 57 115-0 6 x10 -6 0,814 Clorofenol PbO2/SnO2/Ti 1250-0 5 x10 -4 0,6 x10 -4 Oxidación indirecta Anilina 80-20 2,8 x10 -5 3,6 x10 -2 60 Pb/PbO 80-0 3,8 x10 -5 1,8 x10 -3 Reducción directa Nitritos 4 Cu 20-0 4,7 x10 -5 3,5 x10 -2 Cinética de primer orden d[R]/t [R] K d[R]/t = K [R] El parámetro reportado en la columna 7 de la tabla 2 es el tiempo de reacción (referido esté a la remoción de COT ó DQO). El valor de este parámetro es obtenido ajustando los datos experimentales encontrados en la literatura a una cinética de reacción de primer orden. El rango de validez de esta aproximación de primer orden es reportado en la columna 6. La constante cinética “K” es evaluado como K = tc-1 considerando tc como el tiempo de reacción característico. El parámetro reportado en la última columna de la tabla 2 es el espesor de la capa difusional (δ) cerca del ánodo, donde la concentración disminuye desde el valor en el seno de la solución al valor sobre la superficie electródica. Este parámetro da una simple evaluación de las limitaciones difusionales y es representativo de todas las limitaciones mecanísticas que ocurren durante el proceso (difusión, reacción o migración eléctrica) K = 1/tc [1]. Maurizio De Francesco y Paola Costamagna , Journal of Cleaner Production. 12(2004)
 Cátodo. Ánodo. Rango (ppm) K. (s-1) δ (cm) Electrofenton. 4-clorofenol. 10. C-PTFE. Pt ,4 x ,2 x10-3. Benzoquinona Acero. Fe/PbO2 /Ti x ,83 x Oxidación directa. Ácido maléico x ,814. Clorofenol. PbO2/SnO2/Ti x ,6 x Oxidación indirecta. Anilina ,8 x ,6 x Pb/PbO ,8 x ,8 x Reducción directa. Nitritos. 4. Cu ,7 x ,5 x Cinética de primer orden. d[R]/t. [R] K. d[R]/t = K [R] El parámetro reportado en la columna 7 de la tabla 2 es el tiempo de reacción (referido esté a la remoción de COT ó DQO). El valor de este parámetro es obtenido ajustando los datos experimentales encontrados en la literatura a una cinética de reacción de primer orden. El rango de validez de esta aproximación de primer orden es reportado en la columna 6. La constante cinética K es evaluado como K = tc-1 considerando tc como el tiempo de reacción característico. El parámetro reportado en la última columna de la tabla 2 es el espesor de la capa difusional (δ) cerca del ánodo, donde la concentración disminuye desde el valor en el seno de la solución al valor sobre la superficie electródica. Este parámetro da una simple evaluación de las limitaciones difusionales y es representativo de todas las limitaciones mecanísticas que ocurren durante el proceso (difusión, reacción o migración eléctrica) K = 1/tc. [1]. Maurizio De Francesco y Paola Costamagna , Journal of Cleaner Production. 12(2004)")
35
δ = Variables cinéticas: Espesor de la capa difusional (δ) (1)
Este parámetro da una simple evaluación de las limitaciones difusionales y es representativo de todas las limitaciones mecanísticas que ocurren durante el proceso (difusión, reacción o migración eléctrica). Este parámetro puede ser utilizado de manera general en los métodos y es definido como: Primera ley de Fick: Capa de difusión equivalente Concentración seno de la solución δ = (1) Concentración superficie electródica Da : coeficiente de difusión del contaminante en fase líquida. S : superficie anódica. V : volumen del reactor tc : tiempo de reacción característico. El coeficiente de difusión (Da) esta correlacionado con la movilidad del ion limitante y tiene diferentes definiciones dependiendo del proceso en consideración. El problema de las limitaciones difusionales ocurre a menudo en los procesos electroquímicos y es considerado el paso limitante de la reacción cuando el nivel de concentración del contaminante es bajo [4]. Un punto importante de mencionar aquí, es que, en electrodos porosos el problema difusional es más notable, por lo que se requiere mejorar la eficiencia del proceso variando algunos parámetros asociados al fenómeno de transporte de masa. El conocimiento del fenómeno difusional permite aplicar mejores consideraciones para el diseño de reactores electroquímicos. En electrodos porosos el problema difusional es más notable.
. Este parámetro puede ser utilizado de manera general en los métodos y es definido como: Primera ley de Fick: Capa de difusión equivalente. Concentración seno de la solución. δ = (1) Concentración superficie electródica. Da : coeficiente de difusión del contaminante en fase líquida. S : superficie anódica. V : volumen del reactor. tc : tiempo de reacción característico. El coeficiente de difusión (Da) esta correlacionado con la movilidad del ion limitante y tiene diferentes definiciones dependiendo del proceso en consideración. El problema de las limitaciones difusionales ocurre a menudo en los procesos electroquímicos y es considerado el paso limitante de la reacción cuando el nivel de concentración del contaminante es bajo [4]. Un punto importante de mencionar aquí, es que, en electrodos porosos el problema difusional es más notable, por lo que se requiere mejorar la eficiencia del proceso variando algunos parámetros asociados al fenómeno de transporte de masa. El conocimiento del fenómeno difusional permite aplicar mejores consideraciones para el diseño de reactores electroquímicos. En electrodos porosos el problema difusional es más notable.")
36
Consideraciones básicas para el diseño de reactores electroquímicos y selección del tratamiento adecuado. Un diseño empírico puede realizarse del parámetro básico: espesor de la capa difusional (δ). Eficiencia en corriente instantánea (ECI). [6] (2) ECI = DQOt :es la demanda química de oxigeno a un tiempo t. DQOt+dt :es la demanda química de oxigeno a un tiempo t+dt. F :es la constante de Faraday (96487 C/mol). V :es el volumen del electrolito. I :es la densidad de corriente aplicada. 8 :es el equivalente en masa de oxígeno (g/equivalente). [6]. Comninellis C. Electrochimica Acta (1994) 108.
. Eficiencia en corriente instantánea (ECI). [6] (2) ECI = DQOt :es la demanda química de oxigeno a un tiempo t. DQOt+dt :es la demanda química de oxigeno a un tiempo t+dt. F :es la constante de Faraday (96487 C/mol). V :es el volumen del electrolito. I :es la densidad de corriente aplicada. 8 :es el equivalente en masa de oxígeno (g/equivalente). [6]. Comninellis C. Electrochimica Acta (1994) 108.")
37
Consideraciones básicas para el diseño de reactores electroquímicos y selección del tratamiento adecuado. Consumo total de energía . [6] Etotal = S t: es el tiempo total de electrólisis. Balance de masa en operación semicontinua. [6] (4) q ΔCa n F = I S q = V/tc Cas ΔCa q = V/tc Cae q :es el flujo del agua residual. ΔCa :es la variación de concentración del contaminante. n :es el número de electrones transferidos. [6]. Comninellis C. Electrochimica Acta (1994) 108.
 q ΔCa n F = I S. q = V/tc. Cas. ΔCa. q = V/tc. Cae. q :es el flujo del agua residual. ΔCa :es la variación de concentración del contaminante. n :es el número de electrones transferidos. [6]. Comninellis C. Electrochimica Acta (1994) 108.")
38
Consideraciones básicas para el diseño de reactores electroquímicos y selección del tratamiento adecuado. Combinando ecuaciones (1) y (4) . Considerando el valor medio de la Concentración q = V/tc q n F = I S (4) q = (Da S)/δ (1) (5) I= n F Combinando ecuaciones (4) y (5) . Relación superficie electródica - flujo de agua residual (6)
 y (4) . Considerando el valor medio de la Concentración. q = V/tc. q n F = I S (4) q = (Da S)/δ (1) (5) I= n F. Combinando ecuaciones (4) y (5) . Relación superficie electródica - flujo de agua residual. (6)")
39
Consideraciones básicas para el diseño de reactores electroquímicos y selección del tratamiento adecuado. Es evidente que δ es un parámetro importante en el diseño del reactor como se destaca en la figura 1, en la cual se muestra la ventaja del empleo de reactores en los procesos de oxidación directa ya que estos requieren menor superficie electródica para purificar un cierto flujo de agua residual para una concentración de contaminante determinada. Figura 1. Valores S/q evaluados para diferentes reacciones electroquímicas de acuerdo a la ecuación (6)
")
40
Electrooxidación para el tratamiento de aguas residuales
Ventajas de trabajar en medio acuoso La mayoría de los efluentes industriales son acuosos (matriz de los contaminantes) Se favorece la reacción de electrooxidación Eoxidación ↓ (disminuye el consumo de energía) Desventajas de trabajar en medio acuoso Baja solubilidad del tolueno en agua ( Concentración de saturación 460 ppm a 25 ̊C) El efecto de agregar agua al solvente orgánico causa un desplazamiento catódico en el pico de oxidación, es decir, se favorece la reacción de electrooxidación. Para contrarrestar las limitaciones de baja eficiencia espacio-tiempo obtenida en los procesos electroquímicos con electrodos bidimensionales (carbón vítreo monolítico) se utilizan electrodos tridimensionales [3]. CL50 : En peces de agua dulce ppm de tolueno por (96 h de exposición). CL50: concentración letal para matar al 50 % de la población de ensayo en un tiempo determinado.
 Se favorece la reacción de electrooxidación. Eoxidación ↓ (disminuye el consumo de energía) Desventajas de trabajar en medio acuoso. Baja solubilidad del tolueno en agua. ( Concentración de saturación 460 ppm a 25 ̊C) El efecto de agregar agua al solvente orgánico causa un desplazamiento catódico en el pico de oxidación, es decir, se favorece la reacción de electrooxidación. Para contrarrestar las limitaciones de baja eficiencia espacio-tiempo obtenida en los procesos electroquímicos con electrodos bidimensionales (carbón vítreo monolítico) se utilizan electrodos tridimensionales [3]. CL50 : En peces de agua dulce ppm de tolueno por (96 h de exposición). CL50: concentración letal para matar al 50 % de la población de ensayo en un tiempo determinado.")
41
Limitaciones de usar electrodos bidimensionales
(carbón vítreo monolítico) - Baja eficiencia espacio-tiempo Expresa la masa de producto por unidad de tiempo (mp/t) el cual puede ser obtenido en una celda unitaria de volumen VR. ηet = (mp/t) / VR Ξ Kg/m3 s
 - Baja eficiencia espacio-tiempo. Expresa la masa de producto por unidad de tiempo (mp/t) el cual puede ser obtenido en una celda unitaria de volumen VR. ηet = (mp/t) / VR Ξ Kg/m3 s.")
42
¿Por qué utilizar carbón vítreo reticulado?
Ventajas hidrodinámicas, estructurales y electroquímicas Baja resistencia al flujo de fluidos Mayor área superficial Alta conductividad eléctrica Estructura rígida Alto volumen vacío Uno de los electrodos tridimensionales más utilizados es el carbón vítreo reticulado (CVR) cuya estructura de “panal de abeja” de poro abierto le permite poseer un alto volumen vacio, alta área superficial y baja resistencia al flujo [4], estas características sumado a la alta conductividad eléctrica del material le permite al CVR ser un material electródico atractivo para ser utilizado en sistemas en flujo, donde el volumen de la celda, la geometría del electrodo y el tiempo de experimentación son variables claves para mejorar la eficiencia espacio-tiempo de los procesos de oxidación. Estructura de “Panal de abeja” de poro abierto El inconveniente de estos materiales es el desgaste o corrosión de la superficie electródica.
 cuya estructura de panal de abeja de poro abierto le permite poseer un alto volumen vacio, alta área superficial y baja resistencia al flujo [4], estas características sumado a la alta conductividad eléctrica del material le permite al CVR ser un material electródico atractivo para ser utilizado en sistemas en flujo, donde el volumen de la celda, la geometría del electrodo y el tiempo de experimentación son variables claves para mejorar la eficiencia espacio-tiempo de los procesos de oxidación. Estructura de Panal de abeja de poro abierto. El inconveniente de estos materiales es el desgaste o corrosión de la superficie electródica.")
43
Área superficial específica “a”
Figura 10. Área superficial por unidad de volumen del electrodo vs. el grado de porosidad del CVR (ppi). Datos obtenidos por microscopía de barrido electrónico. [3]. J.M Friedrich y colaboradores. Journal of electroanalytical Chemistry. 561(2004)
. Datos obtenidos por microscopía de barrido electrónico. [3]. J.M Friedrich y colaboradores. Journal of electroanalytical Chemistry. 561(2004)")
44
Distribución uniforme de corriente y potencial sobre toda la
Diseño de celdas electroquímicas para electrodos de CVR. Distribución uniforme de corriente y potencial sobre toda la superficie del electrodo. Baja resistencia óhmica interna. Alta velocidad de transporte de masa de la especie electroactiva a toda la superficie del electrodo. Diferente espesor e- E I R

45
ux X C=C0 Entrada de la solución Salida de la solución
Reactor de flujo pistón de paso simple Entrada de la solución Salida de la solución X X ux C=C0 X=0 C=C0 i=0 Integrando entre 0 y x la concentración varían de acuerdo a la distancia (x) según : C(x) = C0 exp (-x km a /u) (1) La conversión de reactante que se alcanza en este tramo del reactor es: Fr = (C0 –Cx)/C0 = 1- (Cx/C0) = 1- exp (-x km a /u) La corriente total puede ser escrita en términos de la concentración de entrada: i(x) = nFuC0[1- exp (-x km a /u)] (2) C(x) es la concentración de la especie electroactiva en la dirección x. C0 es la concentración de la especie electroactiva en la alimentación. x es la distancia recorrida por la solución dentro del electrodo poroso. n es el número de electrones transferidos en la reacción electródica. F es la constante de Faraday, u es la velocidad lineal de la solución a es el área del electrodo por unidad de volumen del electrodo (depende del grado de porosidad ppi)
 según : C(x) = C0 exp (-x km a /u) (1) La conversión de reactante que se alcanza en este tramo del reactor es: Fr = (C0 –Cx)/C0 = 1- (Cx/C0) = 1- exp (-x km a /u) La corriente total puede ser escrita en términos de la concentración de entrada: i(x) = nFuC0[1- exp (-x km a /u)] (2) C(x) es la concentración de la especie electroactiva en la dirección x. C0 es la concentración de la especie electroactiva en la alimentación. x es la distancia recorrida por la solución dentro del electrodo poroso. n es el número de electrones transferidos en la reacción electródica. F es la constante de Faraday, u es la velocidad lineal de la solución. a es el área del electrodo por unidad de volumen del electrodo (depende del grado de porosidad ppi)")
46
Efecto del reciclo sobre el rendimiento del reactor de flujo pistón
Entrada de la solución Salida de la solución X ux t=0 C=C00 La concentración y la corriente varían con el tiempo (t) de acuerdo a : Recirculación P Cp (t) C00 q q + R R Cp (t) Cuando parte de la corriente es reciclada y mezclada con la alimentación fresca es posible alcanzar el mismo grado de conversión global como en la operación simple pero con mayor velocidad de transferencia de masa. Los efectos son: se aumenta el flujo de la solución (q+R) atraves del electrodo y se reduce progresivamente la concentración de la entrada. Esto reduce el tamaño necesario para el reactor pero aumenta la caída de presión. Una restricción adicional que debemos mencionar es que para muchos sistemas prácticos a altas velocidades de flujo , la velocidad de transferencia de masa puede ser comparable en magnitud a la velocidad de transferencia de carga. Esto puede imponer una relación de reciclo limite sobre el cual la operación no pueda ser factible el proceso revirtiendo de esta manera la reacción controlada por transferencia de carga. C0 (t) = C00 exp{-(Sut/Q)[1-exp(-x1 km a /u)]} (3) I (t) = nFuSC00[1- exp (-x1 km a /u)] exp {-(Sut/Q)[1-exp(-x1 km a /u)]} (4) En las ecuaciones 3 y 4, Q es el volumen total de la solución y S es la sección del electrodo normal al flujo C00 es la concentración inicial de la especie electroactiva en la alimentación y X1 es el espesor del electrodo. R es el reciclo
 de acuerdo a : Recirculación. P. Cp (t) C00. q. q + R. R. Cp (t) Cuando parte de la corriente es reciclada y mezclada con la alimentación fresca es posible alcanzar el mismo grado de conversión global como en la operación simple pero con mayor velocidad de transferencia de masa. Los efectos son: se aumenta el flujo de la solución (q+R) atraves del electrodo y se reduce progresivamente la concentración de la entrada. Esto reduce el tamaño necesario para el reactor pero aumenta la caída de presión. Una restricción adicional que debemos mencionar es que para muchos sistemas prácticos a altas velocidades de flujo , la velocidad de transferencia de masa puede ser comparable en magnitud a la velocidad de transferencia de carga. Esto puede imponer una relación de reciclo limite sobre el cual la operación no pueda ser factible el proceso revirtiendo de esta manera la reacción controlada por transferencia de carga. C0 (t) = C00 exp{-(Sut/Q)[1-exp(-x1 km a /u)]} (3) I (t) = nFuSC00[1- exp (-x1 km a /u)] exp {-(Sut/Q)[1-exp(-x1 km a /u)]} (4) En las ecuaciones 3 y 4, Q es el volumen total de la solución y S es la sección del electrodo normal al flujo. C00 es la concentración inicial de la especie electroactiva en la alimentación y X1 es el espesor del electrodo. R es el reciclo.")
47
Distribución de Potencial en sistemas en flujo y electrodos porosos
Flujo de paso simple a través del electrodo poroso (configuración) e- is e- e- e- u e- C0 Potencial ϕ Φs limita el uso de electrodos porosos. Perdidas de selectividad debido a la diferencia de potencial. Cuando el potencial en el electrodo decrece una magnitud considerable, limita el uso de electrodos porosos. Pueden ocurrir perdidas de la selectividad de la reacción debido a las diferencias de potenciales en la superficie electrodica. Φm Φm = constante Conductividad elevada X Distancia x1
 e- is. e- e- e- u. e- C0. Potencial. ϕ. Φs. limita el uso de electrodos porosos. Perdidas de selectividad debido a la diferencia de potencial. Cuando el potencial en el electrodo decrece una magnitud considerable, limita el uso de electrodos porosos. Pueden ocurrir perdidas de la selectividad de la reacción debido a las diferencias de potenciales en la superficie electrodica. Φm. Φm = constante. Conductividad elevada. X. Distancia. x1.")
48
Resultados Estudio voltamétrico de la oxidación electroquímica de tolueno sobre electrodos de carbón vítreo reticulado La figura 6 indica que el aumento del flujo del electrolito aumenta la densidad de corriente de oxidación de tolueno para todos los CVR utilizados. Sin embargo, los electrodos CVR de mayor espesor (5,7 y 10 mm) presentan menores valores de densidad de corriente que los de menor espesor debido a las limitaciones que presenta el flujo del electrolito de alcanzar toda la superficie del electrodo (caída de presión), al aumentar el espesor del electrodo se aumenta también la caída óhmica entre el electrodo disminuyendo así la densidad de corriente [3].Otro factor que contribuye a esto es que espesores muy altos no permiten lograr superficies equipotenciales en toda la superficie del electrodo[4], esto disminuye la velocidad de oxidación del tolueno. El espesor que presenta mayor densidad de corriente y que mejor tasa de aumento registra con el flujo del electrólito es el de 3 mm, es decir, este electrodo presenta las mejores condiciones reológicas de acuerdo a la geometría de la celda y a las condiciones del sistema, garantizando superficies equipotenciales en toda la superficie del electrodo que mejoran la eficiencia en corriente del proceso de oxidación del tolueno. Electrodos de espesor muy delgado (1 mm) tienen la limitante de que aun a velocidades de flujo bajas la especie electroactiva atraviesa rápidamente toda la superficie del electrodo, limitando el proceso de adsorción sobre la misma, además, su baja área disminuye la eficiencia espacio-tiempo de los sistemas de oxidación en estos procesos. Figura 4. Efecto de la velocidad de flujo de la solución sobre la densidad de corriente de oxidación de tolueno 5mM disuelto en H2SO4 0,5 M (muestra) a un potencial de 1,7 V para electrodos de CVR de diferente espesor en mm.
 presentan menores valores de densidad de corriente que los de menor espesor debido a las limitaciones que presenta el flujo del electrolito de alcanzar toda la superficie del electrodo (caída de presión), al aumentar el espesor del electrodo se aumenta también la caída óhmica entre el electrodo disminuyendo así la densidad de corriente [3].Otro factor que contribuye a esto es que espesores muy altos no permiten lograr superficies equipotenciales en toda la superficie del electrodo[4], esto disminuye la velocidad de oxidación del tolueno. El espesor que presenta mayor densidad de corriente y que mejor tasa de aumento registra con el flujo del electrólito es el de 3 mm, es decir, este electrodo presenta las mejores condiciones reológicas de acuerdo a la geometría de la celda y a las condiciones del sistema, garantizando superficies equipotenciales en toda la superficie del electrodo que mejoran la eficiencia en corriente del proceso de oxidación del tolueno. Electrodos de espesor muy delgado (1 mm) tienen la limitante de que aun a velocidades de flujo bajas la especie electroactiva atraviesa rápidamente toda la superficie del electrodo, limitando el proceso de adsorción sobre la misma, además, su baja área disminuye la eficiencia espacio-tiempo de los sistemas de oxidación en estos procesos. Figura 4. Efecto de la velocidad de flujo de la solución sobre la densidad de corriente de oxidación de tolueno 5mM disuelto en H2SO4 0,5 M (muestra) a un potencial de 1,7 V para electrodos de CVR de diferente espesor en mm.")
49
electrodos de carbón vítreo reticulado
Estudio cronopotenciométrico de la oxidación electroquímica de tolueno sobre electrodos de carbón vítreo reticulado A B Figura 6. Respuesta cronopotenciométrica de CVR en una solución de tolueno 5 mM en H2SO4 0,5 M a diferentes velocidades de flujo de la solución. Densidad de corriente aplicada 10 μA/cm2. Espesor CVR , A: 3mm B: 5 mm.

50
Estudio cromatográfico de la oxidación electroquímica de tolueno sobre
electrodos de carbón vítreo reticulado A B Figura 7. Cromatograma después de 2 horas de electrolisis a 10 μA/cm2 y un flujo de la solución de 1,55 mL/min sobre CVR de 3 mm de espesor. A: Solución electrolítica determinada por HPLC fase móvil acetonitrilo-agua (30/70) a 2 mL/min. Temperatura de la columna 25ºC. Detector UV-visible a 250 nm. B: fase gaseosa sobre solución electrolítica determinada por CG, gas de arrastre H2 a 40 ml/min. Temperatura del horno 100 ºC (Los picos de O2 y N2 fueron suprimidos para apreciar mejor los picos de interés).
 a 2 mL/min. Temperatura de la columna 25ºC. Detector UV-visible a 250 nm. B: fase gaseosa sobre solución electrolítica determinada por CG, gas de arrastre H2 a 40 ml/min. Temperatura del horno 100 ºC (Los picos de O2 y N2 fueron suprimidos para apreciar mejor los picos de interés).")
51
Cuantificación de los productos de la oxidación electroquímica del CVR
Figura 12.a. Representación bidimensional del puntal del CVR antes (A) y después (B) de la electrólisis (corrosión). Figura 12. Efecto de la densidad de corriente sobre la concentración de CO2 y % de corrosión del CVR (3 mm espesor) en el tiempo para la electrólisis de una solución de H2SO4 0,5 M (blanco). Flujo de la solución 1,55 mL/min.
 y después (B) de la electrólisis (corrosión). Figura 12. Efecto de la densidad de corriente sobre la concentración de CO2 y % de corrosión del CVR (3 mm espesor) en el tiempo para la electrólisis de una solución de H2SO4 0,5 M (blanco). Flujo de la solución 1,55 mL/min.")
52
Cuantificación de los productos de la oxidación electroquímica de tolueno sobre electrodos de carbón vítreo reticulado Figura 16. Variación de la eficiencia faradaica en función del tiempo de electrólisis para CVR de 3 mm de espesor a 1,55 mL/min de flujo de solución. Densidad de corriente aplicada durante 2 horas de electrólisis potenciostatica a 0,82 μA/cm2.

53
Eficiencia espacio-tiempo (EEt) y Consumo de energía específico (CEE)
Figura 17. Consumo de energía específico (CEE) y eficiencia espacio-tiempo (EEt) en función del tiempo de electrólisis para CVR de 3 mm de espesor a 1,55 mL/min de flujo de solución. Diferente densidad de corriente aplicada durante 2 horas de electrólisis potenciostatica. (CEE: KJ de energía necesario para degradar 1 ppm de tolueno en 1m3 de agua contaminada tratada, EEt: g de tolueno oxidado por m3 de volumen de celda por hora). Nota a densidad de corriente de 3,28 μA/cm2 no se toma en cuenta la producción de CO2 debida a la oxidación del tolueno.
 y eficiencia espacio-tiempo (EEt) en función del tiempo de electrólisis para CVR de 3 mm de espesor a 1,55 mL/min de flujo de solución. Diferente densidad de corriente aplicada durante 2 horas de electrólisis potenciostatica. (CEE: KJ de energía necesario para degradar 1 ppm de tolueno en 1m3 de agua contaminada tratada, EEt: g de tolueno oxidado por m3 de volumen de celda por hora). Nota a densidad de corriente de 3,28 μA/cm2 no se toma en cuenta la producción de CO2 debida a la oxidación del tolueno.")
54
Consumo de energía Murphy OJ. Water resources (4)-443. Oxidación de ácido maleico Reporta un consumo de energía de : 5GJ/m3ppm de contaminante. Comninellis C. Electrochimica Acta Oxidación de clorofenol Reporta un consumo de energía de : 4MJ/m3ppm de contaminante. Cornelio M y Reynaldo O. Oxidación de tolueno se estima un consumo de energía de : 15 KJ/m3ppm de contaminante.
-443. Oxidación de ácido maleico Reporta un consumo de energía de : 5GJ/m3ppm de contaminante. Comninellis C. Electrochimica Acta Oxidación de clorofenol Reporta un consumo de energía de : 4MJ/m3ppm de contaminante. Cornelio M y Reynaldo O. Oxidación de tolueno se estima un consumo de energía de : 15 KJ/m3ppm de contaminante.")
55
Flujo de la solución (mL/min) CEE (Mj/m3 ppm) EEt (g/m3 h) 1,55 58,74
Tabla1. Efecto del flujo de la solución sobre CEE y EEt a 120 min de electrólisis en la oxidación electroquímica de tolueno sobre CVR 3 mm de espesor. Densidad de corriente aplicada 10 (μA/cm2). Flujo de la solución (mL/min) CEE (Mj/m3 ppm) EEt (g/m3 h) 1,55 58,74 21,26 48 30,43 39,79 Porcentaje descenso / aumento debido al flujo 48,2 ↓ 87,13 ↑ Tabla 2. Efecto del flujo de la solución sobre CEE , EEt , costo de electricidad y tiempo necesario para la remoción total de la CL50 en la oxidación electroquímica de tolueno sobre CVR 3 mm de espesor. Densidad de corriente aplicada 0,82 (μA/cm2). Flujo de la solución (mL/min) CEE (Kj/m3ppm) EEt (g/m3 h) Costo de electricidad (Bs /CL50 máxima m3) tiempo necesario para la remoción total (h) 1,55 14,24 6,26 72,39 255,6 48* 7,37 11,71 37,49 136,58 1,55 (3,28 μA/cm2,30 min) 9,74 40,04 49,5 40 *valores estimados a partir de los porcentajes obtenidos a 10 μA/cm2. Costo de electricidad por KWh para el sector industrial según Corpoelec (76,25 Bs/Kwh). CL50 : En peces de agua dulce ppm de tolueno por (96 h de exposición),CL50: concentración letal para matar al 50 % de la población de ensayo en un tiempo determinado.
. Flujo de la solución (mL/min) CEE. (Mj/m3 ppm) EEt. (g/m3 h) 1,55. 58,74. 21, ,43. 39,79. Porcentaje descenso / aumento debido al flujo. 48,2 ↓ 87,13 ↑ Tabla 2. Efecto del flujo de la solución sobre CEE , EEt , costo de electricidad y tiempo necesario para la remoción total de la CL50 en la oxidación electroquímica de tolueno sobre CVR 3 mm de espesor. Densidad de corriente aplicada 0,82 (μA/cm2). Flujo de la solución (mL/min) CEE. (Kj/m3ppm) EEt. (g/m3 h) Costo de electricidad. (Bs /CL50 máxima m3) tiempo necesario para la remoción total (h) 1,55. 14,24. 6,26. 72, ,6. 48* 7,37. 11,71. 37, ,58. 1,55 (3,28 μA/cm2,30 min) 9,74. 40,04. 49, *valores estimados a partir de los porcentajes obtenidos a 10 μA/cm2. Costo de electricidad por KWh para el sector industrial según Corpoelec (76,25 Bs/Kwh). CL50 : En peces de agua dulce ppm de tolueno por (96 h de exposición),CL50: concentración letal para matar al 50 % de la población de ensayo en un tiempo determinado.")
56
Oxidación de contaminantes orgánicos usando electrolisis en corriente modulada.
B A) Esquema del equipo usado en la oxidación de ácido 3,4,5 trihidroxibenzoico en HClO 0,5 M sobre ánodos de DDB.1 Reservorio.2 celda electroquimica.3 Galvanostato .4. bomba peristáltica. . B) celda. 1. salida del electrolito.2 ánodo de DDB.3 cátodo SS.4. compartimiento electrolítico. 5 y 6 conexiones eléctricas .7 entrada del electrolito.
 Esquema del equipo usado en la oxidación de ácido 3,4,5 trihidroxibenzoico en HClO 0,5 M sobre ánodos de DDB.1 Reservorio.2 celda electroquimica.3 Galvanostato .4. bomba peristáltica. . B) celda. 1. salida del electrolito.2 ánodo de DDB.3 cátodo SS.4. compartimiento electrolítico. 5 y 6 conexiones eléctricas .7 entrada del electrolito.")
57
Oxidación de contaminantes orgánicos usando electrolisis en corriente modulada. [2].
Regímenes de operación (7) (8) Xcr = 1- α (9) ilim (t) = 4 F km DQO (t) En la ecuación (9) ,4 es el número de electrones intercambiados por mol de O2. El resto de las variables se definen más adelante. Cuando i < ilim : La electrólisis está bajo control cinético (corriente), se forman orgánicos intermediarios durante la oxidación, la eficiencia en corriente instantánea (ECI) es 100% y la DQO decrece linealmente con el tiempo. Este comportamiento persiste hasta un tiempo crítico (tcr) ó una conversión crítica (Xcr), correspondiente al tiempo o a la conversión en la cual la densidad de corriente aplicada es igual a la densidad de corriente limite [7]. Cuando i > ilim : La electrólisis está bajo control de transporte de masa, los compuestos orgánicos son completamente convertidos en CO2 y comienzan a ocurrir reacciones secundarias (como evolución de oxígeno ó descomposición del electrólito ), resultando en un descenso de la eficiencia en corriente. Bajo estas condiciones la eficiencia en corriente instantánea (ECI) es menor a 100% y la remoción de la DQO sigue una tendencia exponencial [7]. Cuando i > ilim : La electrólisis está bajo control de transporte de masa, los compuestos orgánicos son completamente convertidos en CO2 y comienzan a ocurrir reacciones secundarias (como evolución de oxígeno ó descomposición del electrólito ), resultando en un descenso de la eficiencia en corriente. Bajo estas condiciones la eficiencia en corriente instantánea (ECI) es menor a 100% y la remoción de la DQO sigue una tendencia exponencial [7]. tcr Figura 2. Curvas corriente (i) – tiempo que muestran la región de operación durante la aplicación de corriente constante. [2]. M. Panizza y colaboradores. Electrochimica Acta. 53(2008)
![Oxidación de contaminantes orgánicos usando electrolisis en corriente modulada. [2].](http://slideplayer.es/slide/5569521/2/images/57/Oxidaci%C3%B3n+de+contaminantes+org%C3%A1nicos+usando+electrolisis+en+corriente+modulada.+%5B2%5D..jpg "Regímenes de operación. (7) (8) Xcr = 1- α. (9) ilim (t) = 4 F km DQO (t) En la ecuación (9) ,4 es el número de electrones intercambiados por mol de O2. El resto de las variables se definen más adelante. Cuando i < ilim : La electrólisis está bajo control cinético (corriente), se forman orgánicos intermediarios durante la oxidación, la eficiencia en corriente instantánea (ECI) es 100% y la DQO decrece linealmente con el tiempo. Este comportamiento persiste hasta un tiempo crítico (tcr) ó una conversión crítica (Xcr), correspondiente al tiempo o a la conversión en la cual la densidad de corriente aplicada es igual a la densidad de corriente limite [7]. Cuando i > ilim : La electrólisis está bajo control de transporte de masa, los compuestos orgánicos son completamente convertidos en CO2 y comienzan a ocurrir reacciones secundarias (como evolución de oxígeno ó descomposición del electrólito ), resultando en un descenso de la eficiencia en corriente. Bajo estas condiciones la eficiencia en corriente instantánea (ECI) es menor a 100% y la remoción de la DQO sigue una tendencia exponencial [7]. Cuando i > ilim : La electrólisis está bajo control de transporte de masa, los compuestos orgánicos son completamente convertidos en CO2 y comienzan a ocurrir reacciones secundarias (como evolución de oxígeno ó descomposición del electrólito ), resultando en un descenso de la eficiencia en corriente. Bajo estas condiciones la eficiencia en corriente instantánea (ECI) es menor a 100% y la remoción de la DQO sigue una tendencia exponencial [7]. tcr. Figura 2. Curvas corriente (i) – tiempo que muestran la región de operación durante la aplicación de corriente constante. [2]. M. Panizza y colaboradores. Electrochimica Acta. 53(2008)")
58
La evaluación de este modelo fue llevada a cabo por medio de la oxidación anódica de ácido 3,4,5 trihidroxibenzoico por electrólisis galvanostática con múltiples pasos de corriente y con control de corriente semicontinuo. I°lim = 46,4 mA/cm2 La figura 4 muestra la evolución con el tiempo de la DQO y la ECI, mientras que la figura 5 muestra el comportamiento del consumo de energía especifica (Esp) y el tiempo de electrólisis (τ) como función de la conversión obtenida durante la oxidación de 1 g/dm3 de ácido 3,4,5 trihidroxibenzoico a diferentes densidades de corriente (10 y 60 mA/cm2) que son valores inferiores y superiores a la corriente limite inicial de las condiciones experimentales trabajadas 46,4 mA/cm2 calculada de la ecuación (9). A baja densidad de corriente, la eficiencia en corriente permanece en 100% y el consumo de energía específica permanece constante con la conversión durante toda la oxidación, pero la mineralización de el ácido 3,4,5 trihidroxibenzoico requiere de largos tiempos de electrólisis produciendo una subutilización de la capacidad del reactor. Por el contrario, cuando la corriente de operación excede la corriente limite inicial, la electrólisis es rápida pero la eficiencia en corriente decrece, por consiguiente el consumo de energía incrementa porque una parte de la corriente es gastada en reacciones secundarias como evolución de oxígeno. En estas figuras (4 y 5) también se reportan los valores teóricos de DQO, ECI, τ y Esp calculados de el modelo , como se puede ver el modelo puede predecir satisfactoriamente los datos experimentales para todas las densidades de corriente aplicadas. Figura 4. Influencia de la densidad de corriente sobre la evolución de la DQO y ECI (inserto) durante la electrólisis de 1 g/dm3 de ácido 3,4,5 trihidroxibenzoico en HClO 0,5 M sobre ánodos de DDB. Densidad de corriente aplicada (Δ) 10 mA/cm2; (□) 60 mA/cm2. Las líneas continuas representan la predicción del modelo.
 y el tiempo de electrólisis (τ) como función de la conversión obtenida durante la oxidación de 1 g/dm3 de ácido 3,4,5 trihidroxibenzoico a diferentes densidades de corriente (10 y 60 mA/cm2) que son valores inferiores y superiores a la corriente limite inicial de las condiciones experimentales trabajadas 46,4 mA/cm2 calculada de la ecuación (9). A baja densidad de corriente, la eficiencia en corriente permanece en 100% y el consumo de energía específica permanece constante con la conversión durante toda la oxidación, pero la mineralización de el ácido 3,4,5 trihidroxibenzoico requiere de largos tiempos de electrólisis produciendo una subutilización de la capacidad del reactor. Por el contrario, cuando la corriente de operación excede la corriente limite inicial, la electrólisis es rápida pero la eficiencia en corriente decrece, por consiguiente el consumo de energía incrementa porque una parte de la corriente es gastada en reacciones secundarias como evolución de oxígeno. En estas figuras (4 y 5) también se reportan los valores teóricos de DQO, ECI, τ y Esp calculados de el modelo , como se puede ver el modelo puede predecir satisfactoriamente los datos experimentales para todas las densidades de corriente aplicadas. Figura 4. Influencia de la densidad de corriente sobre la evolución de la DQO y ECI (inserto) durante la electrólisis de. 1 g/dm3 de ácido 3,4,5 trihidroxibenzoico en HClO 0,5 M sobre ánodos de DDB. Densidad de corriente aplicada. (Δ) 10 mA/cm2; (□) 60 mA/cm2. Las líneas continuas representan la predicción del modelo.")
59
I°lim = 46,4 mA/cm2 Figura 5. Influencia de la densidad de corriente sobre el consumo de energía especifica y el tiempo de electrólisi s en función de la conversión (X) durante la electrólisis de 1 g/dm3 de ácido 3,4,5 trihidroxibenzoico en HClO 0,5 M sobre ánodos de DDB. Densidad de corriente aplicada (Δ) 10 mA/cm2; (□) 60 mA/cm2. Las líneas continuas representan la predicción del modelo.
 durante la electrólisis de 1 g/dm3 de ácido 3,4,5 trihidroxibenzoico en HClO 0,5 M sobre ánodos de DDB. Densidad de corriente aplicada (Δ) 10 mA/cm2; (□) 60 mA/cm2. Las líneas continuas representan la predicción del modelo.")
60
L. Gherardini [9], propone una manera simple de minimizar las reacciones secundarias y maximizar la eficiencia. El reactor debe ser operado con electrólisis de múltiples etapas de corriente, manteniéndose siempre por debajo de la corriente limite instantánea. Esto permite una rápida oxidación y restringe el consumo de energía. Figura 6. Curvas corriente (i) – tiempo que muestran la región de operación durante la electrolisis de múltiples pasos de corriente. [9]. L. Gherardini, tesis, Universidad de Pisa, Italia (2000)
![L. Gherardini [9], propone una manera simple de minimizar las reacciones secundarias y maximizar la eficiencia.](http://slideplayer.es/slide/5569521/2/images/60/L.+Gherardini+%5B9%5D%2C+propone+una+manera+simple+de+minimizar+las+reacciones+secundarias+y+maximizar+la+eficiencia..jpg "El reactor debe ser operado con electrólisis de múltiples etapas de corriente, manteniéndose siempre por debajo. de la corriente limite instantánea. Esto permite una rápida oxidación y restringe el consumo de energía. Figura 6. Curvas corriente (i) – tiempo que muestran la región de operación durante la electrolisis de múltiples pasos. de corriente. [9]. L. Gherardini, tesis, Universidad de Pisa, Italia (2000)")
61
Densidad de corriente (mA/cm2) Potencial de la celda (V) Vs SHE.
Figura 7. Evolución con el tiempo de la DQO (□) y ECI (Δ) durante la electrólisis de 1 g/dm3 de ácido 3,4,5 trihidroxibenzoico en HClO 0,5 M sobre ánodos de DDB aplicando múltiples pasos de corriente como se reportan en la tabla 4. Las líneas continuas representan la predicción del modelo y el circulo lleno (•) representa el tiempo crítico. La figura 7 y 8 muestran el comportamiento de la DQO, ECI, Esp y τ obtenido durante la oxidación de ácido 3,4,5 trihidroxibenzoico aplicando 4 etapas de corriente como se señala en la tabla 4. Corrientes menores a 6 mA/cm2 no fueron aplicadas para mantenerse en la región de estabilidad del agua y así evitar el bloqueo del electrodo. Comparando los resultados de la electrólisis de pasos de corriente (figuras 7 y 8) con los de corriente constante (figuras 4 y 5) se puede observar que la electrólisis de pasos de corriente permite obtener una rápida velocidad de oxidación, comparándola con la electrólisis a alta densidad de corriente, pero con una eficiencia cercana al 100% y bajo consumo de energía, como en la electrólisis a baja densidad de corriente. Esto significa que casi toda la capacidad del reactor es utilizada y poca corriente es gastada en reacciones secundarias. Comparando los resultados de la electrólisis de pasos de corriente (figuras 7 y 8) con los de corriente constante (figuras 4 y 5) se puede observar que la electrolisis de pasos de corriente permite obtener una rápida velocidad de oxidación, comparándola con la electrolisis a alta densidad de corriente, pero con una eficiencia cercana al 100% y bajo consumo de energía, como en la electrolisis a baja densidad de corriente. Esto significa que casi toda la capacidad del reactor es utilizada y poca corriente es gastada en reacciones secundarias. Tabla 4. Condiciones de la electrólisis para cuatro (4) etapas de corriente. Etapa Densidad de corriente (mA/cm2) Tiempo de la etapa (min) Potencial de la celda (V) Vs SHE. 1 30 23 4,5 2 20 22 4,2 3 10 42 3,8 4 6 153 3,6
 y ECI (Δ) durante la electrólisis de 1 g/dm3 de ácido 3,4,5 trihidroxibenzoico. en HClO 0,5 M sobre ánodos de DDB aplicando múltiples pasos de corriente como se reportan en la tabla 4. Las líneas. continuas representan la predicción del modelo y el circulo lleno (•) representa el tiempo crítico. La figura 7 y 8 muestran el comportamiento de la DQO, ECI, Esp y τ obtenido durante la oxidación de ácido 3,4,5 trihidroxibenzoico aplicando 4 etapas de corriente como se señala en la tabla 4. Corrientes menores a 6 mA/cm2 no fueron aplicadas para mantenerse en la región de estabilidad del agua y así evitar el bloqueo del electrodo. Comparando los resultados de la electrólisis de pasos de corriente (figuras 7 y 8) con los de corriente constante (figuras 4 y 5) se puede observar que la electrólisis de pasos de corriente permite obtener una rápida velocidad de oxidación, comparándola con la electrólisis a alta densidad de corriente, pero con una eficiencia cercana al 100% y bajo consumo de energía, como en la electrólisis a baja densidad de corriente. Esto significa que casi toda la capacidad del reactor es utilizada y poca corriente es gastada en reacciones secundarias. Comparando los resultados de la electrólisis de pasos de corriente (figuras 7 y 8) con los de corriente constante (figuras 4 y 5) se puede observar que la electrolisis de pasos de corriente permite obtener una rápida velocidad de oxidación, comparándola con la electrolisis a alta densidad de corriente, pero con una eficiencia cercana al 100% y bajo consumo de energía, como en la electrolisis a baja densidad de corriente. Esto significa que casi toda la capacidad del reactor es utilizada y poca corriente es gastada en reacciones secundarias. Tabla 4. Condiciones de la electrólisis para cuatro (4) etapas de corriente. Etapa. Densidad de corriente (mA/cm2) Tiempo de la etapa. (min) Potencial de la celda (V) Vs SHE , , , ,6.")
62
Densidad de corriente (mA/cm2) Potencial de la celda (V) Vs SHE.
Figura 8. Evolución con el tiempo de la Esp (□) y τ (Δ) durante la electrólisis de 1 g/dm3 de ácido 3,4,5 trihidroxibenzoico en HClO 0,5 M sobre ánodos de DDB aplicando múltiples pasos de corriente como se reportan en la tabla 4. Las líneas continuas representan la predicción del modelo y el circulo lleno (•) representa la conversión crítica. Tabla 4. Condiciones de la electrólisis para cuatro (4) etapas de corriente. Etapa Densidad de corriente (mA/cm2) Tiempo de la etapa (min) Potencial de la celda (V) Vs SHE. 1 30 23 4,5 2 20 22 4,2 3 10 42 3,8 4 6 153 3,6
 y τ (Δ) durante la electrólisis de 1 g/dm3 de ácido 3,4,5 trihidroxibenzoico. en HClO 0,5 M sobre ánodos de DDB aplicando múltiples pasos de corriente como se reportan en la tabla 4. Las líneas. continuas representan la predicción del modelo y el circulo lleno (•) representa la conversión crítica. Tabla 4. Condiciones de la electrólisis para cuatro (4) etapas de corriente. Etapa. Densidad de corriente (mA/cm2) Tiempo de la etapa. (min) Potencial de la celda (V) Vs SHE , , , ,6.")
63
Electrólisis con control de corriente semicontinuo
Figura 9. Evolución en el tiempo de la DQO (□) y ECI (Δ) durante la electrólisis de 1 g/dm3 de ácido 3,4,5 trihidroxibenzoico en HClO 0,5 M sobre ánodos de DDB aplicando electrólisis de control de corriente semicontinuo como se reportan en la tabla 5. Las líneas continuas representan la predicción del modelo, los círculos llenos (•) representan el tiempo crítico de cada etapa, la línea punteada representa el comportamiento de una electrólisis potenciostática. Tabla 5. Condiciones de la electrólisis de control de corriente semicontinuo (10 etapas de pulso de corriente). Si el número de etapas es lo suficientemente alto es posible obtener un ajuste preciso de la densidad de corriente al valor de la densidad de corriente límite instantánea, de este modo se optimiza el uso del reactor y se minimizan las reacciones secundarias. Realizando la electrólisis con control de corriente semicontinuo la eficiencia del reactor es similar a la obtenida por electrólisis potenciostática, pero se evita el bloqueo del electrodo. La figura 9 muestra la evolución de la DQO y ECI obtenida durante la electrólisis con control de corriente semicontinua de ácido 3,4,5 trihidroxibenzoico aplicando 10 etapas de pulso de corriente como se señala en la tabla 5. Comparándola con la tendencia producida con electrólisis potenciostática se observa que dicho comportamiento es muy similar manteniendo una eficiencia en corriente cerca al 100% durante casi todo el tratamiento. Parámetro Etapas 1 2 3 4 5 6 7 8 9 10 Densidad de corriente (mA/cm2) 40 36 32 28 24 20 16 12 Tiempo de la etapa (min) 7,0 5,0 5,5 6,0 8,5 10,5 14,5 21,5 75 Potencial de la celda (V) 4,8 4,7 4,6 4,4 4,3 4,2 4,0 3,9 3,7 3,6
 y ECI (Δ) durante la electrólisis de 1 g/dm3 de ácido 3,4,5 trihidroxibenzoico en. HClO 0,5 M sobre ánodos de DDB aplicando electrólisis de control de corriente semicontinuo como se reportan en la tabla 5. Las líneas continuas representan la predicción del modelo, los círculos llenos (•) representan el tiempo crítico de cada etapa, la línea punteada representa el comportamiento de una electrólisis potenciostática. Tabla 5. Condiciones de la electrólisis de control de corriente semicontinuo. (10 etapas de pulso de corriente). Si el número de etapas es lo suficientemente alto es posible obtener un ajuste preciso de la densidad de corriente al valor de la densidad de corriente límite instantánea, de este modo se optimiza el uso del reactor y se minimizan las reacciones secundarias. Realizando la electrólisis con control de corriente semicontinuo la eficiencia del reactor es similar a la obtenida por electrólisis potenciostática, pero se evita el bloqueo del electrodo. La figura 9 muestra la evolución de la DQO y ECI obtenida durante la electrólisis con control de corriente semicontinua de ácido 3,4,5 trihidroxibenzoico aplicando 10 etapas de pulso de corriente como se señala en la tabla 5. Comparándola con la tendencia producida con electrólisis potenciostática se observa que dicho comportamiento es muy similar manteniendo una eficiencia en corriente cerca al 100% durante casi todo el tratamiento. Parámetro. Etapas Densidad de corriente (mA/cm2) Tiempo de la etapa (min) 7,0. 5,0. 5,5. 6,0. 8,5. 10,5. 14,5. 21, Potencial de la celda (V) 4,8. 4,7. 4,6. 4,4. 4,3. 4,2. 4,0. 3,9. 3,7. 3,6.")
64
Tabla 6. Comparación de los resultados obtenidos durante la electrólisis de
corriente constante y de múltiples pasos para la remoción del 90% de la DQO. Densidad de corriente aplicada (mA/cm2) Eficiencia en corriente promedio Tiempo de electrólisis (min) Consumo de energía específico (KWh kg /DQO) 10 0,96 200 13 60 0,28 108 68 4 pasos de pulso de corriente (tabla 4) 0,94 126 14,5 Electrólisis con control semicontinuo (tabla 5) 0,97 115 14 A demás, de los datos reportados en la tabla 6, es posible observar que la electrólisis con control semicontinuo permite obtener mayor eficiencia en corriente y menor consumo de energía que la electrólisis de paso de corriente, mejorando la eficiencia del reactor.
 Eficiencia en corriente promedio. Tiempo de electrólisis. (min) Consumo de energía específico (KWh kg /DQO) 10. 0, , pasos de pulso de corriente (tabla 4) 0, ,5. Electrólisis con control semicontinuo (tabla 5) 0, A demás, de los datos reportados en la tabla 6, es posible observar que la electrólisis con control semicontinuo permite obtener mayor eficiencia en corriente y menor consumo de energía que la electrólisis de paso de corriente, mejorando la eficiencia del reactor.")
65
¿Preguntas? Muchas gracias

66
Referencias. [1]. M. De Francesco y P. Costamagna , Journal of Cleaner Production. 12(2004) [2]. M. Panizza y colaboradores. Electrochimica Acta. 53(2008) [3]. J.M Friedrich y colaboradores. Journal of electroanalytical Chemistry. 561(2004) [4]. F. Walsh y colaboradores. Métodos electroquímicos para el control de contaminantes. Tecnología química europea 1994; 4:43. [5]. O.J. Murphy y colaboradores. Waters Resources (1992) 443. [6].C. Comninellis . Electrochimica Acta (1994) 108. [7]. M.A Rodrigo y colaboradores. Journal Electrochemical Society.148 (2001) D60. [8]. M. Panizza y colaboradores. Electrochemical Communicationes. 3(2001) 336. [9]. L. Gherardini, tesis, Universidad de Pisa, Italia (2000) [10] A. Tentorio y U. Casolo . Journal of Applied Electrochemistry 8 (1978) [11]. T. Raju y C. Ahmed Basha. Chemical Engineering Journal 114 (2005) [12].A.M. Polcaro y colaboradores. Electrochimica Acta. 46 (2000)
![Referencias. [1]. M. De Francesco y P. Costamagna , Journal of Cleaner Production. 12(2004)](http://slideplayer.es/slide/5569521/2/images/66/Referencias.+%5B1%5D.+M.+De+Francesco+y+P.+Costamagna+%2C+Journal+of+Cleaner+Production.+12%282004%29.jpg "[2]. M. Panizza y colaboradores. Electrochimica Acta. 53(2008) [3]. J.M Friedrich y colaboradores. Journal of electroanalytical Chemistry. 561(2004) [4]. F. Walsh y colaboradores. Métodos electroquímicos para el control de contaminantes. Tecnología química. europea 1994; 4:43. [5]. O.J. Murphy y colaboradores. Waters Resources (1992) 443. [6].C. Comninellis . Electrochimica Acta (1994) 108. [7]. M.A Rodrigo y colaboradores. Journal Electrochemical Society.148 (2001) D60. [8]. M. Panizza y colaboradores. Electrochemical Communicationes. 3(2001) 336. [9]. L. Gherardini, tesis, Universidad de Pisa, Italia (2000) [10] A. Tentorio y U. Casolo . Journal of Applied Electrochemistry 8 (1978) [11]. T. Raju y C. Ahmed Basha. Chemical Engineering Journal 114 (2005) [12].A.M. Polcaro y colaboradores. Electrochimica Acta. 46 (2000)")
Presentaciones similares
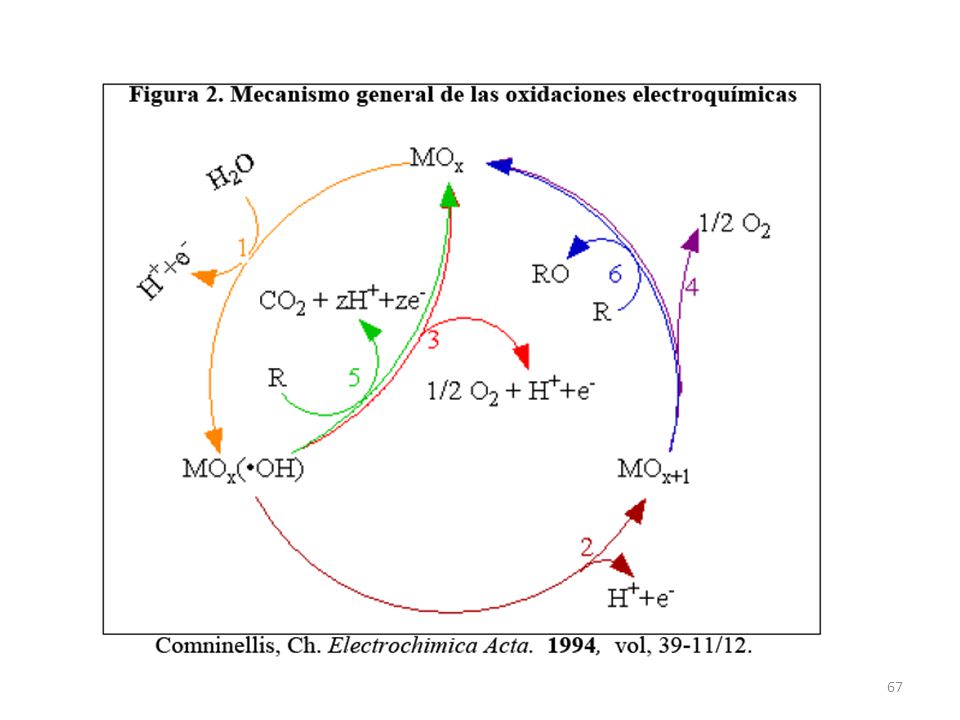















 PH4; b)>")
>")
>")

