Descargar la presentación
La descarga está en progreso. Por favor, espere

1
VACIADO Verónica Cabrera Concha Joel Espino Portillo
Vianey Andrea Espinoza Delgado Marly Zamudio Rivas

2
Se disponen varias técnicas para procesar cerámicos y obtener productos útiles. En general, el procedimiento implica los siguientes pasos: Quebrar o moler la materia prima para convertirla en partículas finas. Mezclarlas con aditivos para impartirles ciertas características adecuadas. Moldear, secar y quemar la materia prima.

3
El primer paso en el procedimiento de los cerámicos es el quebrado, que también se llama trituración o molienda de las materias primas. La trituración se suele hacer en un molino de bolas, sea en seco o en mojado. Es más efectiva la moliendo en mojado porque mantiene unidas a las partículas, y evita su diseminación en el aire. Después, las partículas se pueden dimensionar (cribar), filtrar y lavar.
, filtrar y lavar..")
5
A continuación, las partículas se mezclan con aditivos, cuyas funciones son una o más de las siguientes:

6
Aglomerante de las partículas cerámicas.
Lubricante, para ayudar al desmoldeo y reducir la fricción interna entre las partículas durante el moldeo. Humectante, para mejorar el mezclado. Plastificante, para hacer que la mezcla sea más plástica y moldeable. Diversos agentes para controlar la formación de espuma y el sinterizado.

7
Defloculante, para hacer más uniforme la suspensión cerámica en agua
Defloculante, para hacer más uniforme la suspensión cerámica en agua. La defloculación cambia las cargas eléctricas en las partículas de arcilla, de tal modo que se repelen entre sí, en vez de atraerse. Se agrega agua para hacer más manejable y menos viscosa la mezcla. Los defloculantes normales son Na2CO3 y Na2SiO3, en cantidades menores al 1%.

8
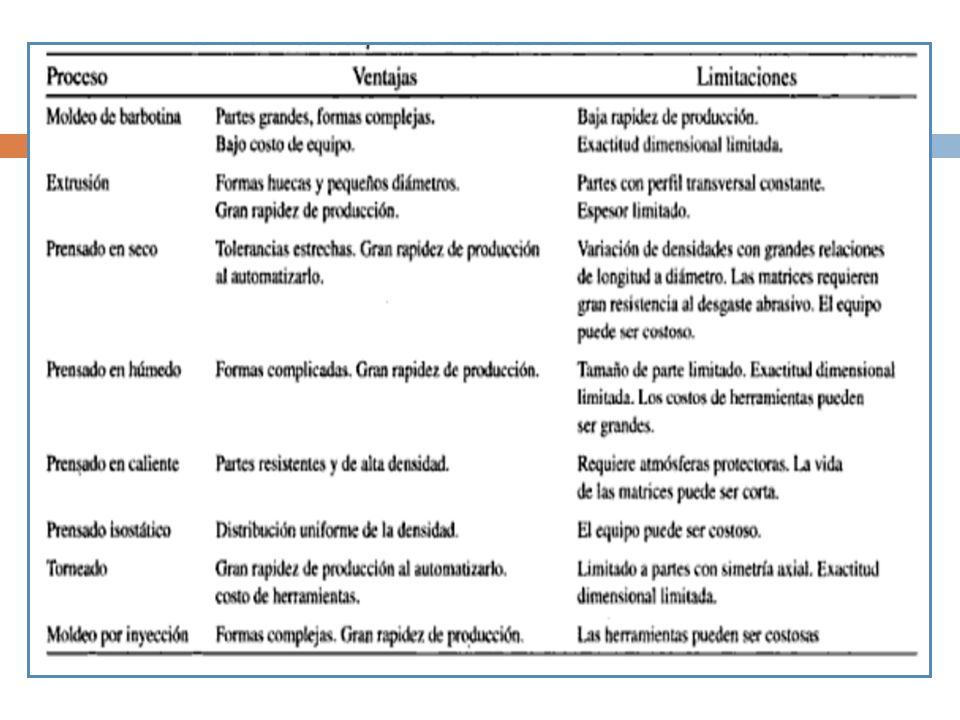
Hay tres procesos básicos para producir cerámico:
Vaciado. Formado plástico Prensado.

9
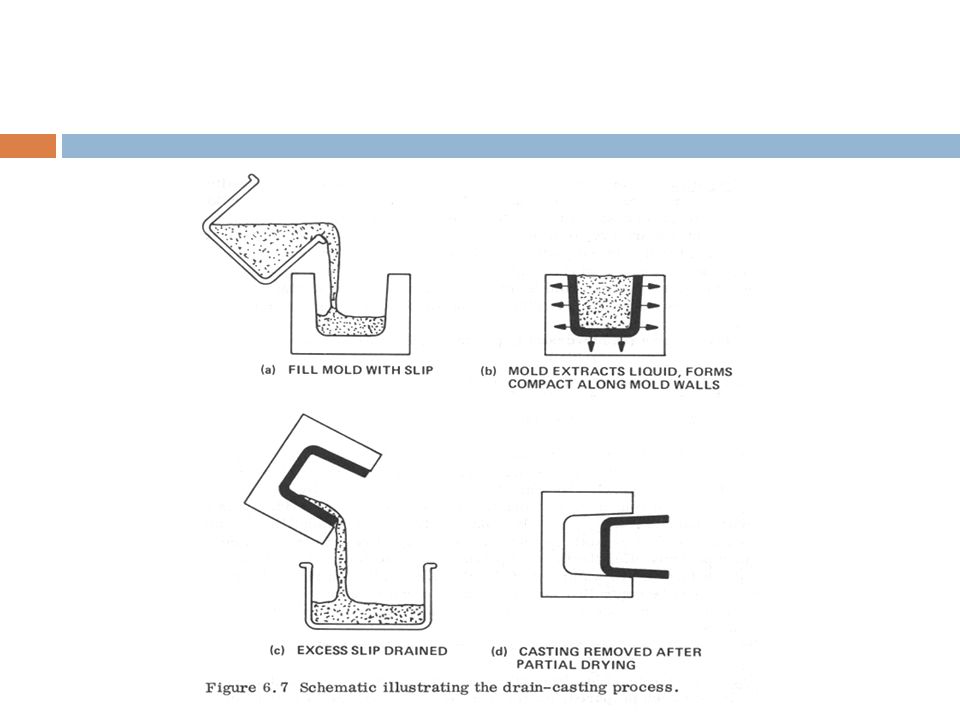
El proceso más común de vaciado es el de barbotina, también llamado vaciado de drenado
Una barbotina es una suspensión de partículas coloidales (pequeñas, que se asientan) de cerámica en un líquido inmiscible (mutuamente insoluble) que en general es agua. En este proceso, la barbotina se vierte en un molde poroso de yeso Debe tener fluidez suficiente y la viscosidad baja para fluir con facilidad hacia el molde; en forma muy parecida a la fluidez de los metales fundido. El arrastre de aire puede ser un problema importante durante el moldeo de barbotina. Después que el molde ha absorbido algo de agua de las capas exteriores de la suspensión, se invierte y se vierte la suspensión restante para sacarla y fabricar productos huecos, como en la fundición de metales parcialmente derretidos. La parte superior se recorta, el molde se abre y se saca la pieza.
 de cerámica en un líquido inmiscible (mutuamente insoluble) que en general es agua. En este proceso, la barbotina se vierte en un molde poroso de yeso. Debe tener fluidez suficiente y la viscosidad baja para fluir con facilidad hacia el molde; en forma muy parecida a la fluidez de los metales fundido. El arrastre de aire puede ser un problema importante durante el moldeo de barbotina. Después que el molde ha absorbido algo de agua de las capas exteriores de la suspensión, se invierte y se vierte la suspensión restante para sacarla y fabricar productos huecos, como en la fundición de metales parcialmente derretidos. La parte superior se recorta, el molde se abre y se saca la pieza.")
10
Las piezas grandes y complicadas, como por ejemplo los muebles para baño, objetos artísticos y vajillas de loza se pueden fabricar colando barbotina. El control de dimensiones es malo, y la rapidez de producción es baja, pero también son bajos los costos de moldes y equipos.

11
En algunas aplicaciones se fabrican por separado las partes del producto (por ejemplo, asas de las tazas y jarras) y después se pegan con la barbotina como adhesivo. También, los moldes pueden ser varias partes. El hierro y los materiales magnéticos se apartan con separadores magnéticos en línea.

12
Para las piezas cerámicas macizas, la barbotina se suministra en forma continua al molde, para reponer el agua absorbida. La suspensión no se vacía del molde. En esta etapa la pieza es un sólido suave, o es semirrígida. Mientras mayor sea la concentración de sólidos en la barbotina, menor es la cantidad de agua que se debe separar. La parte, llamada verde, se hornea a continuación.

14
Propiedades de reología del Slip Casting
1. Baja viscosidad 2. Elevada densidad específica 3. Velocidad de colada aceptable 4. Facilidad despegue del molde 5. Buena capacidad de secado tras la colada 6. Resistencia en verde adecuada 7. Baja contracción en el secado 8. Flujo Newtoniano

15
Defloculantes Se añaden aditivos que introduzcan cargas en las partículas Sales de sodio, PVA, PVP. Na+ perjudicial para propiedades eléctricas Ejemplo alúmina

16
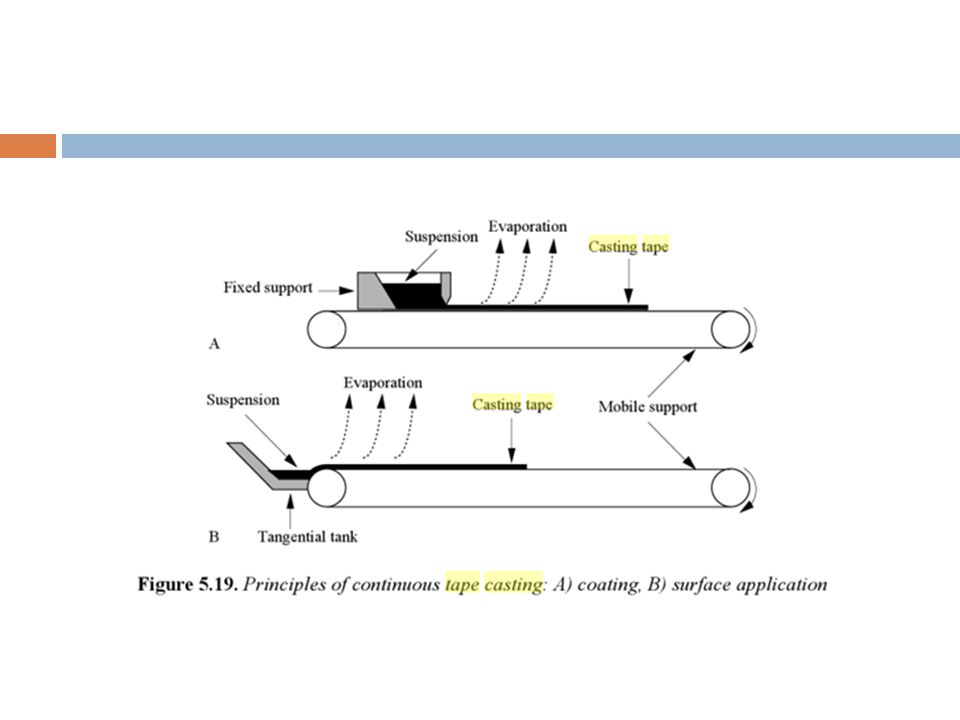
Tape casting Vaciado en cinta produce hojas de cerámica de bajo espesor (25 a 1000 micrómetros) y mayor superficie, cuya homogeneidad, calidad superficial y resistencia mecánica en el estado verde son satisfactorios para aplicaciones electrónicas tales como sustratos y condensadores de múltiples. consiste en depositar una suspensión de polvo y compuestos orgánicos en un soporte. La evaporación del líquido, llamado disolvente, permite la disolución de la fase orgánica, proporciona una cinta que se separara del soporte. El secado determina, en gran medida, la microestructura y propiedades de los componentes sinterizados. El depósito crea un movimiento relativo de un tanque y un soporte. Hay dos soluciones posibles: se mueve el depósito en un soporte fijo (colada no continua) o los movimientos de apoyo en el depósito (colada continua).
 y mayor superficie, cuya homogeneidad, calidad superficial y resistencia mecánica en el estado verde son satisfactorios para aplicaciones electrónicas tales como sustratos y condensadores de múltiples. consiste en depositar una suspensión de polvo y compuestos orgánicos en un soporte. La evaporación del líquido, llamado disolvente, permite la disolución de la fase orgánica, proporciona una cinta que se separara del soporte. El secado determina, en gran medida, la microestructura y propiedades de los componentes sinterizados. El depósito crea un movimiento relativo de un tanque y un soporte. Hay dos soluciones posibles: se mueve el depósito en un soporte fijo (colada no continua) o los movimientos de apoyo en el depósito (colada continua).")
17
Una cuchilla extiende la suspensión de un soporte fijo (vidrio, acero inoxidable, lámina de plástico). Para una suspensión determinada, la altura de la hoja y la velocidad del depósito determinará el espesor de la cinta.

18
El soporte móvil (cinta de acero inoxidable, lámina de plástico) se mueve en un depósito fijo en el que el nivel de la suspensión se mantiene constante. El depósito del bastidor se fija horizontalmente en el soporte móvil (capa similar a la fabricación de papel) o tangente en un cilindro de accionamiento (aplicación superficial).
 o tangente en un cilindro de accionamiento (aplicación superficial)..")
19
En esta segunda configuración, el espesor se ajusta la velocidad de la cinta de soporte y la posición angular del tanque con respecto al cilindro. La parte más larga de la bancada de fundición forma el área de la evaporación del disolvente. Una ventilación contracorriente permite la eliminación del disolvente ápice una cinética controlada. En el extremo del banco, la cinta en seco se separa y se almacena.

20
La tecnología de revestimiento es muy usado en la producción de espesor bajo (películas dieléctricas para condensadores de múltiples capas). El casting se debe realizar bajo condiciones constantes de temperatura y de higrometría para garantizar el mantenimiento de las propiedades reológicas y la evaporación.

23
Formulación: Aglutinante/plastificante/defloculante/disolvente . Aglutinante: Depende de la atmósfera de sinterización Oxidante: Polivinilbutiral, Poliacetato de vinilo, PVC No oxidante: acrílicos Disolventes: acetona para secado rápido (<0.25 mm); xileno, tolueno para espesores mayores. Intentos con agua Plastificantes: permiten extender la flexibilidad de la cinta. Gran número Defloculantes: glicerol, Fish oil...
; xileno, tolueno para espesores mayores. Intentos con agua. Plastificantes: permiten extender la flexibilidad de la cinta. Gran número. Defloculantes: glicerol, Fish oil...")
24
El tape casting es usado para capacitores cerámicos, circuitos microelectrónicos, dispostivos piezoeléctricos, circuitos de multicapa.

25
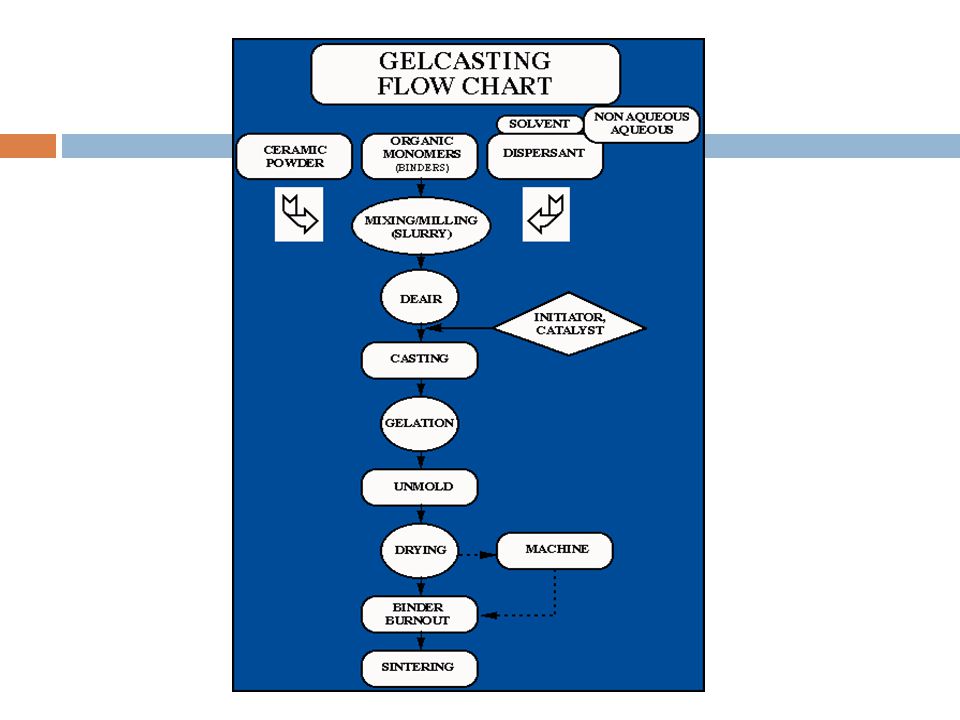
Gel Casting comienza con una suspensión de los polvos de cerámica en una solución que contiene un aglutinante orgánico y un dispersante El sistema de Gel casting es totalmente orgánico. Esta característica permite el uso de cualquier polvo de cerámica. Aunque los sistemas de solventes orgánicos también se han desarrollado, el agua es el medio preferido en la fundición del gel. La suspensión se vierte en un molde a temperatura ambiente y se deja polimerizar o gelatinizar. Después de que el material resultante de gelatina, como se extrae del molde y se deja secar, se puede trabajar a máquina si lo desea. Tras el desgaste, la pieza está lista para la sinterización. El contenido de polímero que queda en el cuerpo de secado es de aproximadamente el 2%-4wt

27
En la obra original que representa el gel casting, los componentes esenciales del proceso son reactivos monómeros orgánicos que pueden ser polimerizados. La solución de monómero se compone de un disolvente (normalmente agua), un monómero que se forma una cadena de polímero, un monómero de reticulación, y un iniciador de radicales libres.
, un monómero que se forma una cadena de polímero, un monómero de reticulación, y un iniciador de radicales libres..")
28
El monómero se disuelve en agua
El monómero se disuelve en agua. Esta solución se mezcla con el polvo de cerámica deseada. Una carga de alto contenido de sólidos (50% vol o más) se prefiere. La mezcla se polimeriza y reticulado para producir un gel que inmoviliza definitivamente las partículas de cerámica en una forma definida por el molde. Complejo moldes puede ser utilizado en este proceso.
 se prefiere. La mezcla se polimeriza y reticulado para producir un gel que inmoviliza definitivamente las partículas de cerámica en una forma definida por el molde. Complejo moldes puede ser utilizado en este proceso.")
29
Los equipos del gel casting no son significativamente diferentes de la utilizada para los procesos de cerámica más comunes, tales como slip casting. No hay máquinas de moldeo o prensas especiales se requieren. Así, la fundición del gel casting requiere una salida mínima de las actuales prácticas industriales.

30
Las burbujas de aire atrapado durante la fundición del gel puede ser un problema y tienen que ser removidos por antes de la colada. Algunos productos químicos utilizados en la fundición de gel son irritantes y algunos de ellos son materiales potencialmente peligrosos.

31
Monómero: MAM: methacrylamide
Iniciador: TPS: persulfato de amonio Catalizador: TEMED: tetramethylethylene diamine

32
Ventajas: Formas complejas cercanos a la red se puede producir que también son significativamente fuertes, permitiendo que las operaciones de mecanizado después del secado. Las formas complejas, tales como rotores de turbinas y secciones delgadas tan pequeños como 0.2 mm se han obtenido.

33
La mezcla puede ser procesado en un sistema completamente cerrado
La mezcla puede ser procesado en un sistema completamente cerrado. Esto evita la introducción de contaminantes y materiales extraños durante la filtración mezcla, y llenado de moldes pasos.

34
El tiempo disponible para la fundición de la mezcla puede ser controlado por los parámetros del proceso tales como temperatura, acidez y concentración de los monómeros / polímeros.

35
se puede obtener detalle en la superficie.
Es un proceso versátil. Partes tan ligeras como 1gr y tan pesadas como 6 kg. Casi cualquier polvo de cerámica se puede utilizar en gel casting El proceso exhibe una alta reproductividad

36
Aplicaciones

37
Fuentes de información
Manufactura, ingeniería y tecnología Quinta edición S. Kalpakjian, S. R. Schmid Ciencia e ingeniería de los materiales Donald R. Askenalnd, 4ta edición. Fundamentos de manufactura moderna: materiales, procesos y sistemas Mikell P. Groover Ceramic materials, processes, properties and applications Philippe Boch and Jean-Claude Niépce engineering ceramics. autor M. Bengisu

Presentaciones similares