Descargar la presentación
La descarga está en progreso. Por favor, espere

1
VI. FASE DE CONTROL Dr. Primitivo Reyes Aguilar / abril 2010
Lean Sigma VI. FASE DE CONTROL Dr. Primitivo Reyes Aguilar / abril 2010 Yellow Belts

2
Fase de control Introducción 1. Sistemas de gestión 2. Planes de control 3. Control estadístico del proceso 4. Cartas de control especiales 5. Herramientas Lean para control 6. Requerimientos de capacitación

3
1 Introducción

4
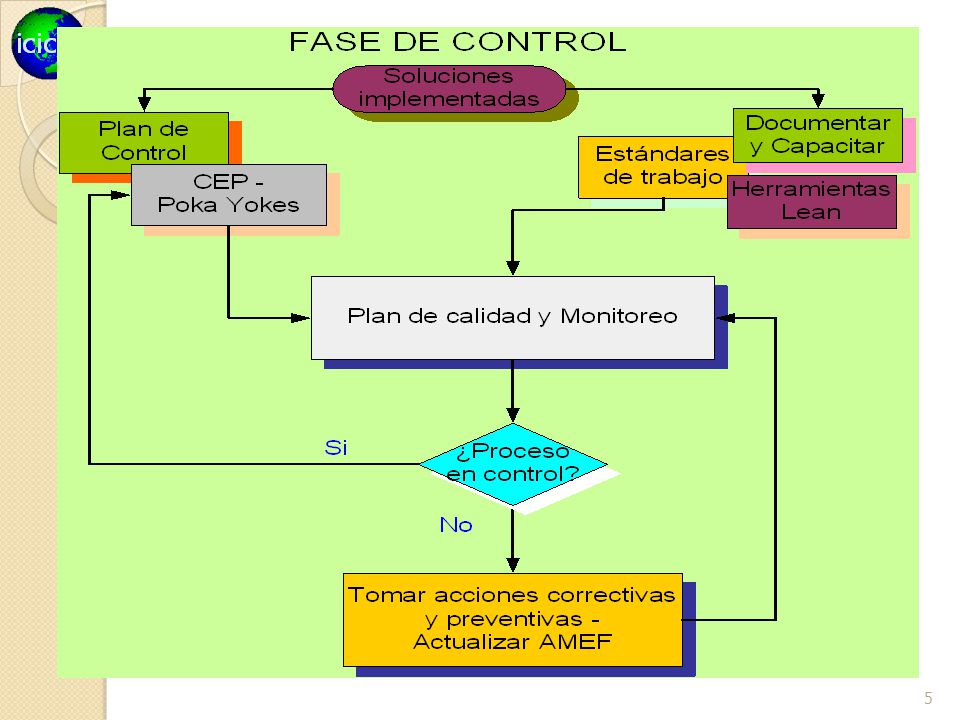
Fase de Control Propósitos
Mantener las mejoras por medio de CEP, Poka Yokes y trabajo estandarizado Anticipar mejoras futuras y preservar las lecciones aprendidas de este esfuerzo Salidas Plan de control implementado Capacitación en los nuevos métodos Documentación y comunicación de resultados

6
Herramientas de la Fase de Control
Sistema de gestión Plan de control Cartas de control Herramientas Lean para control Capacitación

7
1.Sistema de gestión

8
Documentación Un sistema efectivo de control, se caracteriza por documentos formales, donde se establecen lineamientos a los empleados de cómo realizar las tareas, quien es responsable de las tareas, o como trabaja el sistema de la empresas

9
Documentación Se tienen varias alternativas, organizadas por jerarquías o niveles: Manuales (políticas, lineamientos, 1er. nivel) Procedimientos (responsabilidades, 2do. nivel) Estándares de operación e Instrucciones de trabajo (pasos específicos, 3er. nivel) Registros (evidencias, 4to. nivel)
 Estándares de operación e Instrucciones de trabajo (pasos específicos, 3er. nivel) Registros (evidencias, 4to. nivel)")
10
Documentación Guías para los documentos:
Hacer el documento simple y breve Hacer el documento claro, invitador y manejable Incluir opciones para “emergencias” Tener un proceso para revisiones y actualizaciones

11
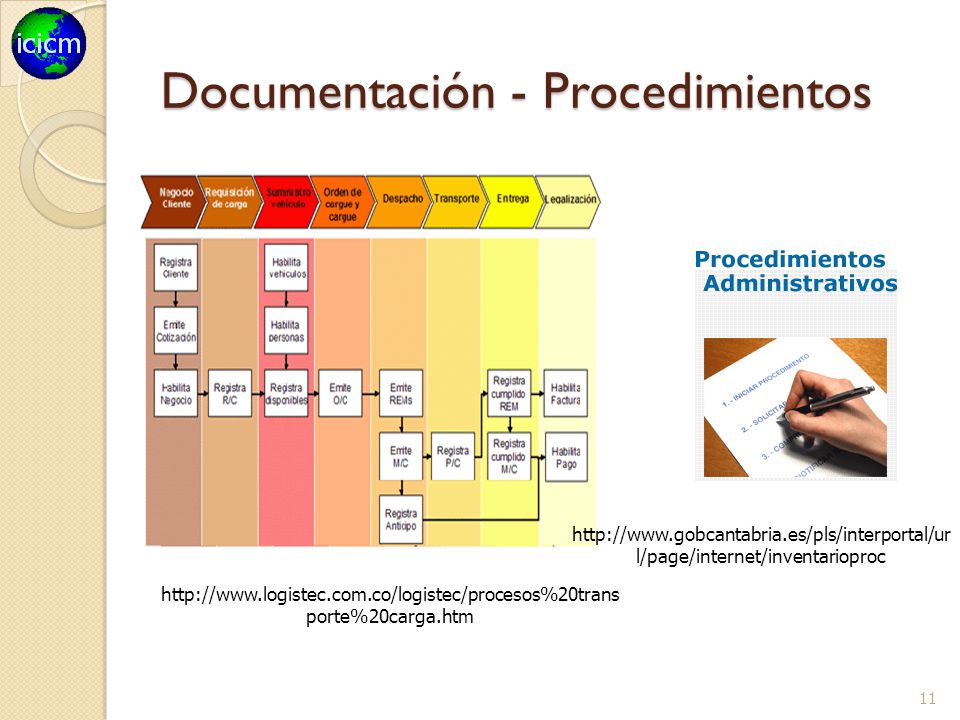
Documentación - Procedimientos
12
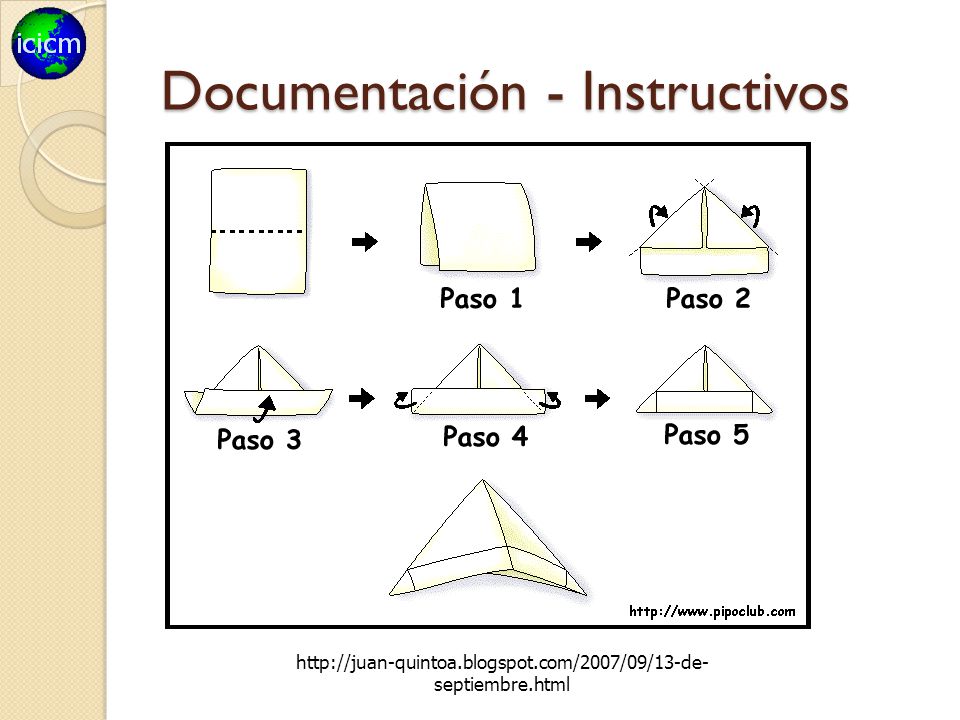
Documentación - Instructivos

13
Documentación - Instructivos
14
Controles de calidad Aprobación previa de productos/procesos
Procedimientos de las operaciones Cumplimiento de estándares y planes Seguimiento y control de procesos Buenas prácticas de manufactura Mantenimiento del adecuado

15
2. Planes de control

16
TIPS PARA EL INSTRUCTOR
Prevención de la reincidencia – Estandarización NOTAS DEL INSTRUCTOR TIPS PARA EL INSTRUCTOR El instructor explicará que el siguiente paso de la metodología es la prevención de la reincidencia.Es decir, qué es lo que vamos a hacer para que no vuelva a ocurrir el problema. El Poka - Yoke es una herramienta que forma parte de la metodología de kaizen, la cual se verá más adelante. DISPOSITIVOS A PRUEBA DE ERROR ( Poka - Yokes ). GUOQCSTORY.PPT B -26
. 22 GUOQCSTORY.PPT. B -26.")
17
Prevención de la reincidencia
Realizar actividades para asegurar la no reincidencia del problema. Se debe de tener un control de las mejoras y de los nuevos estándares, estas deben de ser acciones que realmente eliminen las causas de los problemas. Herramientas a utilizar: hojas de verificación, cartas de control, histogramas, métodos de documentación de archivos, 5W +1H, etc.

18
Prevención de la reincidencia

19
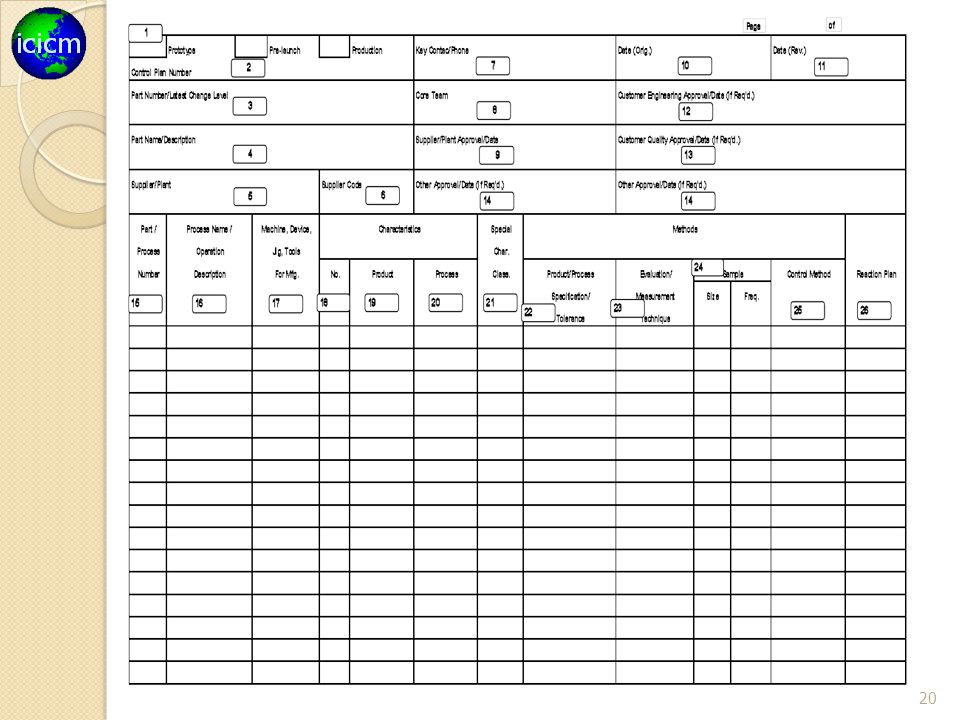
2. Plan de control Es un documento que describe las características críticas para la calidad (CTQs), las Y’s y X’s críticas, de las partes o del proceso. A través de este sistema de seguimiento y control, se cumplen los requerimientos del cliente y se reduce la variación Cada parte o proceso debe tener un plan de control. Se pueden agrupar en familias
, las Y’s y X’s críticas, de las partes o del proceso. A través de este sistema de seguimiento y control, se cumplen los requerimientos del cliente y se reduce la variación. Cada parte o proceso debe tener un plan de control. Se pueden agrupar en familias.")
21
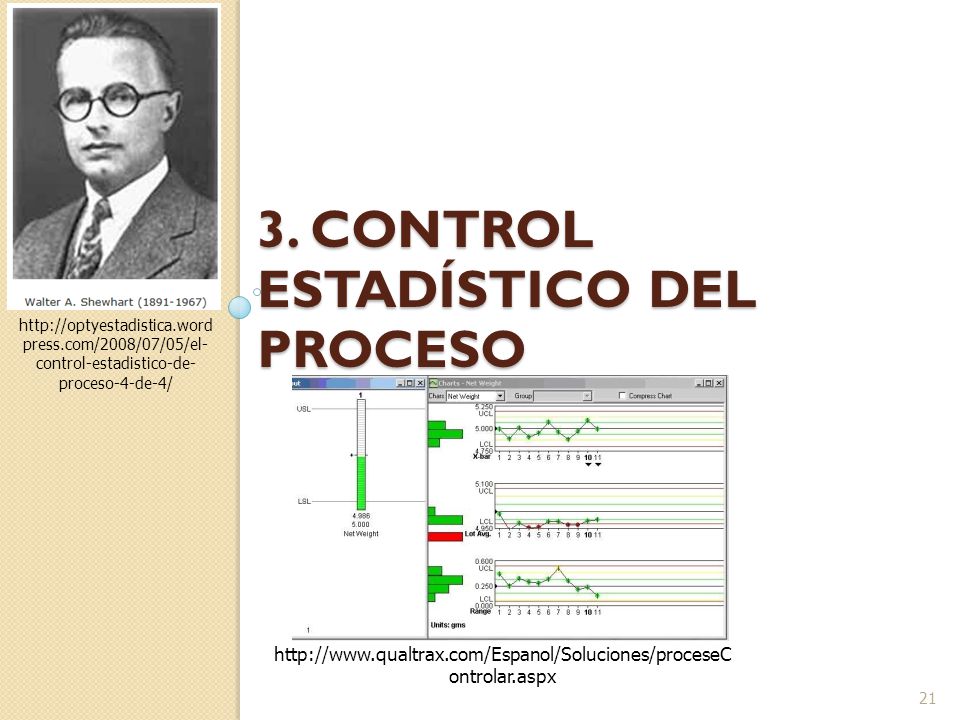
3. Control Estadístico del Proceso
22
Objetivos y beneficios
El CEP es una técnica que permite aplicar el análisis estadístico para medir, monitorear y controlar procesos por medio de cartas de control Se basa en que los procesos presentan variación, aleatoria y asignable Entre los beneficios se encuentran: Monitorear procesos estables e identificar cambios debido a causas asignables para eliminar sus fuentes

23
Selección de variables
El CEP por variables implica realizar mediciones en la característica de calidad de interés, tal como: Dimensiones Pesos Tiempos de servicio, etc. El CEP por atributos califica a los productos como buenos o como defectivos o en su caso cuantos defectos tiene, tales como: Color, funcionalidad, apariencia, etc.

24
¿Qué es una Carta de Control?
Una Carta de Control es como un historial del proceso... ¿donde ha estado? ¿En donde se encuentra? ... Hacia donde se puede dirigir Las cartas de control pueden reconocer cambios buenos y malos. ¿Qué tanto se ha mejorado? ¿Se ha hecho algo mal? Las cartas de control detectan la variación anormal en un proceso, denominadas “causas especiales o asignables de variación.”

25
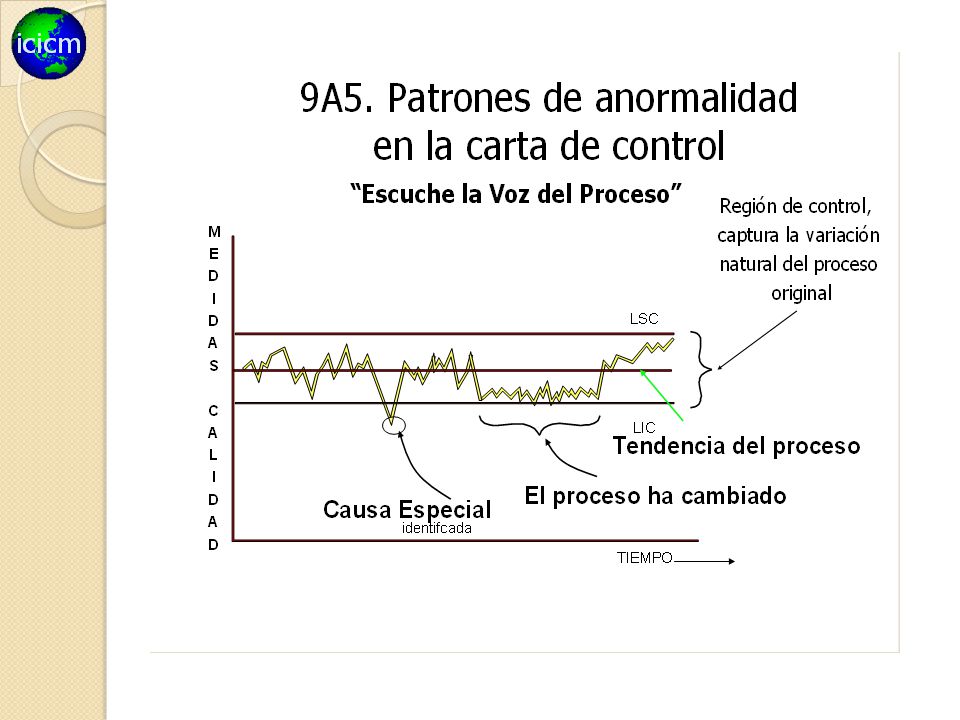
Variación observada en una Carta de Control
Una Carta de control registra datos secuenciales en el tiempo con límites de control superior e inferior. El patrón normal de un proceso se llama causas de variación comunes. El patrón anormal debido a eventos especiales se llama causa especial de variación. Los límites de control NO son de especificación.

26
Causas comunes o normales
Siempre están presentes Sólo se reduce con acciones de mejora mayores, responsabilidad de la dirección Fuentes de variación: Márgenes inadecuados de diseño, materiales de baja calidad, capacidad del proceso insuficiente SEGÚN DEMING El 94% de las causas de la variación son causas comunes, responsabilidad de la dirección

27
Variación – Causas comunes
Límite inf. de especs. Límite sup. de especs. Objetivo El proceso es predecible

28
Causas Especiales CAUSAS ESPECIALES SEGÚN DEMING
Ocurren esporádicamente y son ocasionadas por variaciones anormales (6Ms) Medición, Medio ambiente, Mano de obra, Método, Maquinaria, Materiales Se reducen con acciones en el piso o línea, son responsabilidad del operador SEGÚN DEMING El 15% de las causas de la variación son causas especiales y es responsabilidad del operador
 Medición, Medio ambiente, Mano de obra, Método, Maquinaria, Materiales. Se reducen con acciones en el piso o línea, son responsabilidad del operador. SEGÚN DEMING. El 15% de las causas de la variación son causas especiales y es responsabilidad del operador.")
29
Variación – Causas especiales
Límite inf. de especs. Límite sup. de especs. Objetivo El proceso es impredecible

30
Cartas de control Límite Superior de Control Línea Central
Límite Inferior de Control

32
en Control Estadístico
Patrón de Carta en Control Estadístico Sucede cuando no se tienen situaciones anormales y aproximadamente el 68% (dos tercios) de los puntos de la carta se encuentran dentro del 1 de las medias en la carta de control. Lo anterior equivale a tener el 68% de los puntos dentro del tercio medio de la carta de control.
 de los puntos de la carta se encuentran dentro del 1 de las medias en la carta de control. Lo anterior equivale a tener el 68% de los puntos dentro del tercio medio de la carta de control.")
33
Patrones Fuera de Control
Corridas 7 puntos consecutivos de un lado de X-media. Puntos fuera de control 1 punto fuera de los límites de control a 3 sigmas en cualquier dirección (arriba o abajo). Tendencia ascendente o descendente 7 puntos consecutivos aumentando o disminuyendo.
. Tendencia ascendente o descendente. 7 puntos consecutivos aumentando o disminuyendo.")
34
Patrones Fuera de Control
Adhesión a la media 15 puntos consecutivos dentro de la banda de 1 sigma del centro. Otros 2 de 3 puntos fuera de los límites a dos sigma

35
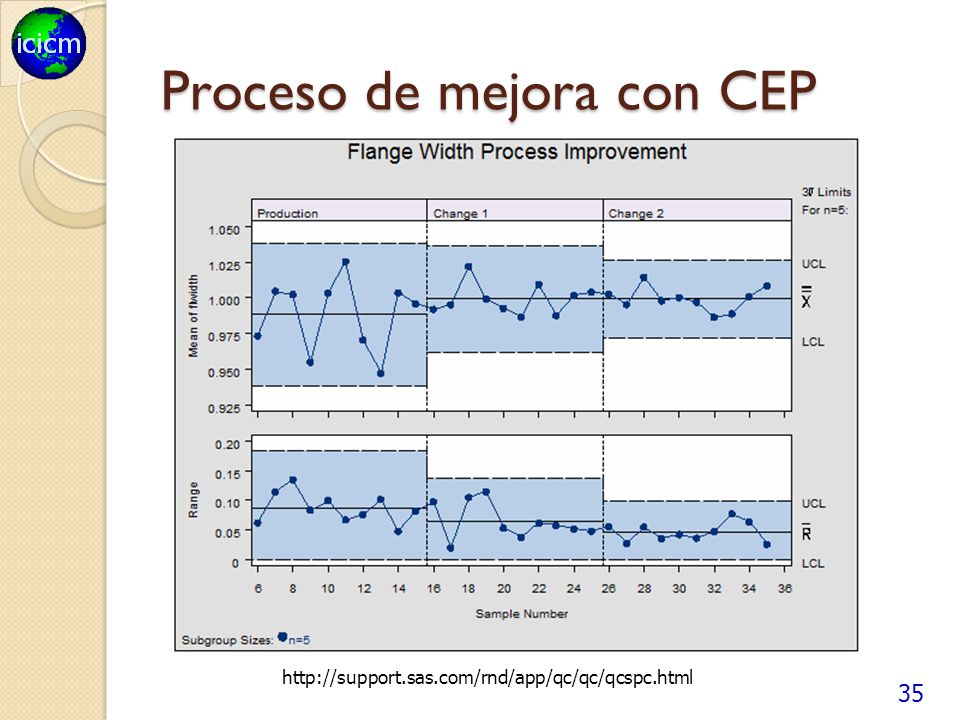
Proceso de mejora con CEP
36
Tipos de Cartas de control
Hay dos categorías, por el tipo de datos bajo estudio- cartas por variables y atributos. Las Cartas por variables se usan para característica con magnitud variable. Ejemplo: - Longitud, Ancho, Profundidad - Peso, Tiempo de ciclo, Viscosidad Las cartas por atributos se usan cuando se califica al producto como bueno o malo, pasa no pasa, o por cuenta de defectos

37
Cartas de control por variables

38
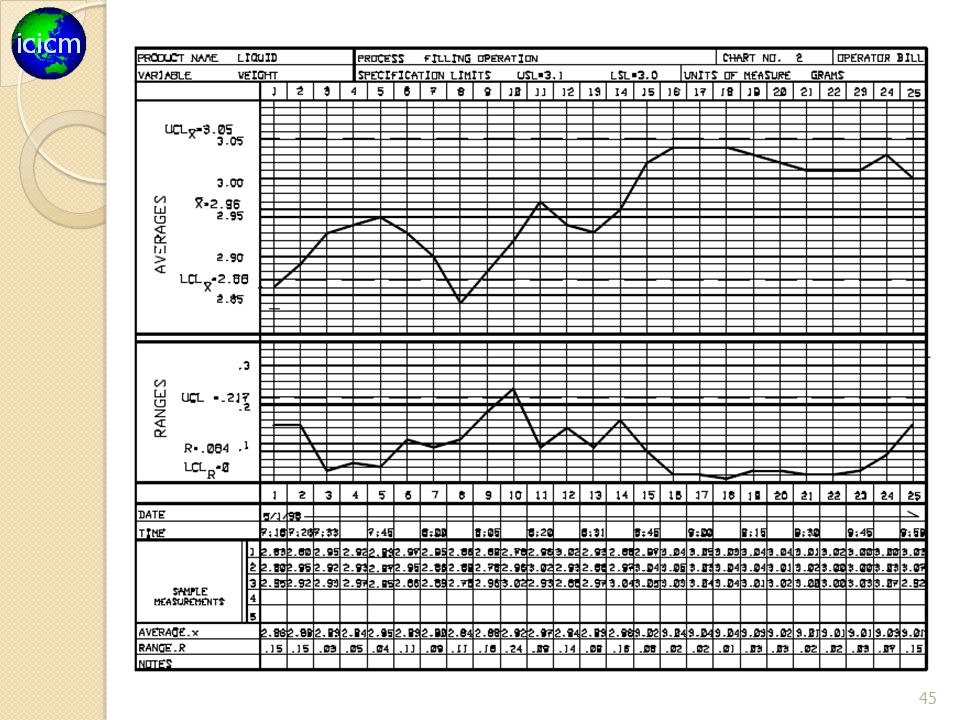
Carta de control de Medias - Rangos X, R

39
Carta X-R ¿Cuál gráfica se analiza primero?
¿Cuál es su conclusión acerca del proceso ?

40
Carta X-R ¿Cuál gráfica se analiza primero?
¿Cuál es su conclusión acerca del proceso ?

41
Carta X-R ¿Cuál gráfica se analiza primero?
¿Cuál es su conclusión acerca del proceso ?

42
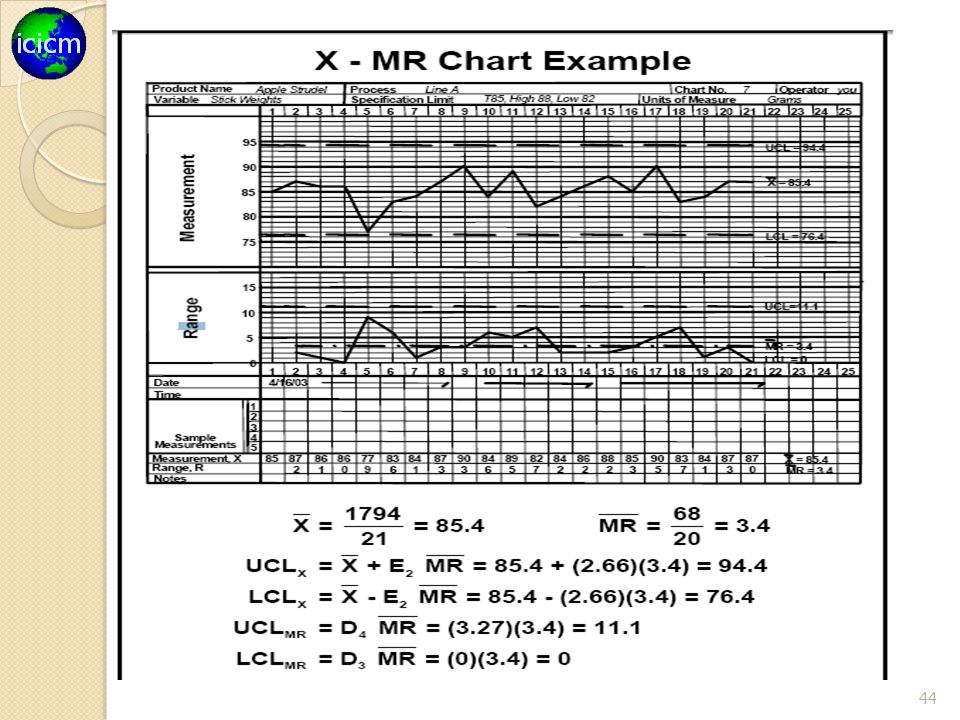
Carta de Individuales (Datos variables)
A menudo esta carta se llama “I” o “Xi” - MR. Esta Carta monitorea la tendencia de un proceso con datos variables que no pueden ser muestrados en lotes o grupos. Este es el caso cuando la capacidad de corto plazo se basa en subgrupos racionales de una unidad o pieza La línea central se basa en el promedio de los datos, y los límites de control se basan en la desviación estándar poblacional (+/- 3 sigmas)
")
43
Cartas de valores individuales y rango móvil I-MR

46
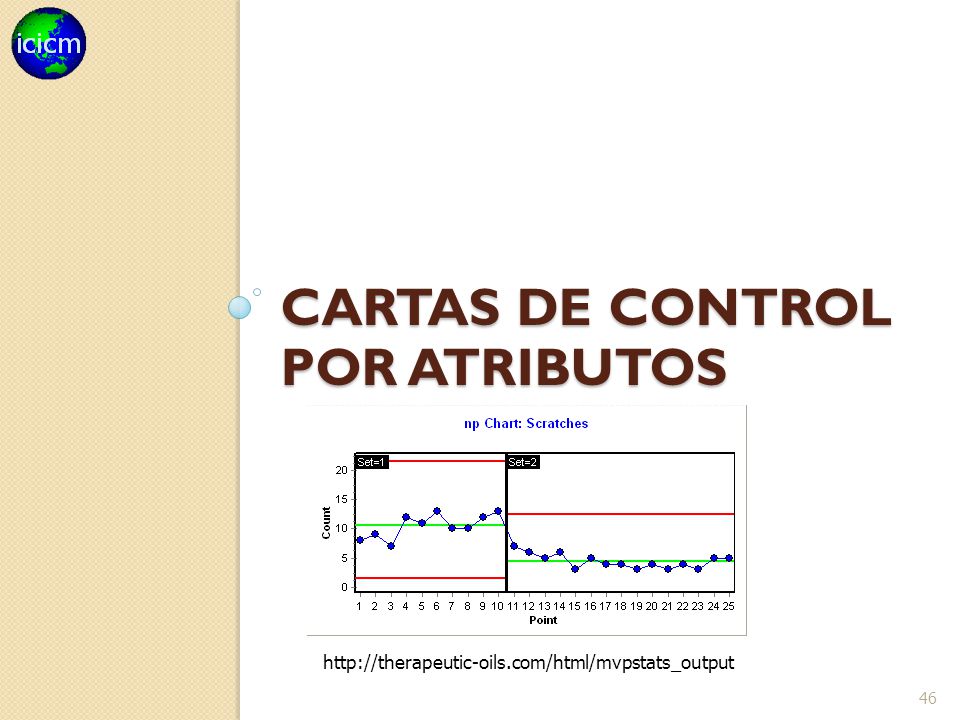
Cartas de control por atributos
47
Cartas de control para atributos
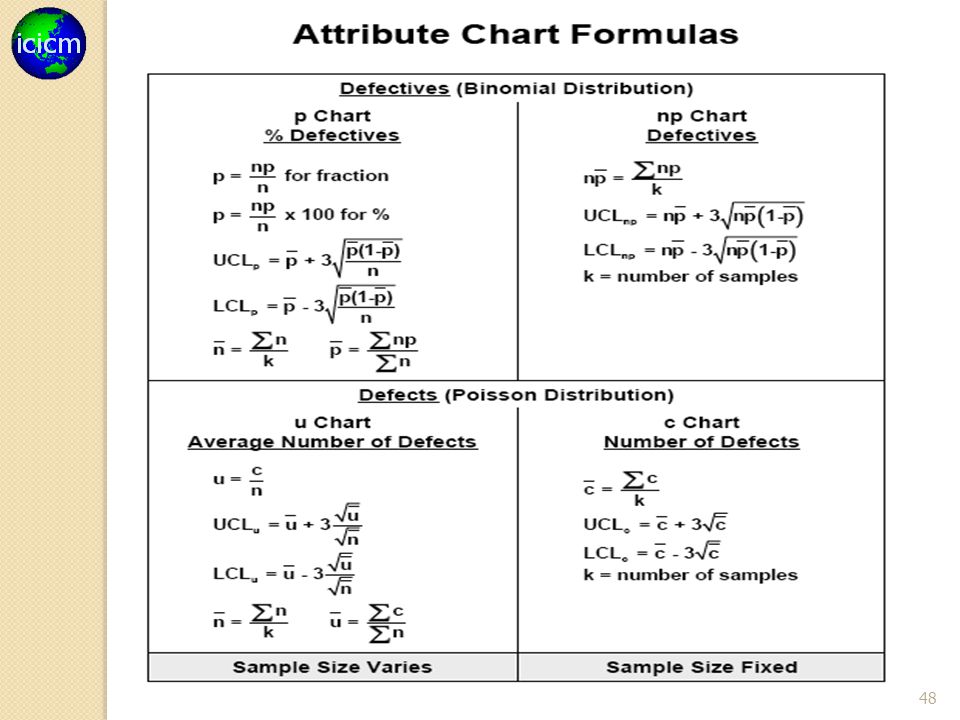
Datos de Atributos Tipo Medición ¿Tamaño de Muestra ? p Fracción de partes defectuosas, Constante o variable > 50 defectivas o no conformes (>4) n e (n promedio +- 20%) np Número de partes defectuosas Constante > 50 c Número de defectos Constante = 1 Unidad de inspección u Número de defectos por unidad Constante o variable en unidades de inspección
 n e (n promedio +- 20%) np Número de partes defectuosas Constante > 50. c Número de defectos Constante = 1 Unidad de. inspección. u Número de defectos por unidad Constante o variable en. unidades de inspección.")
49
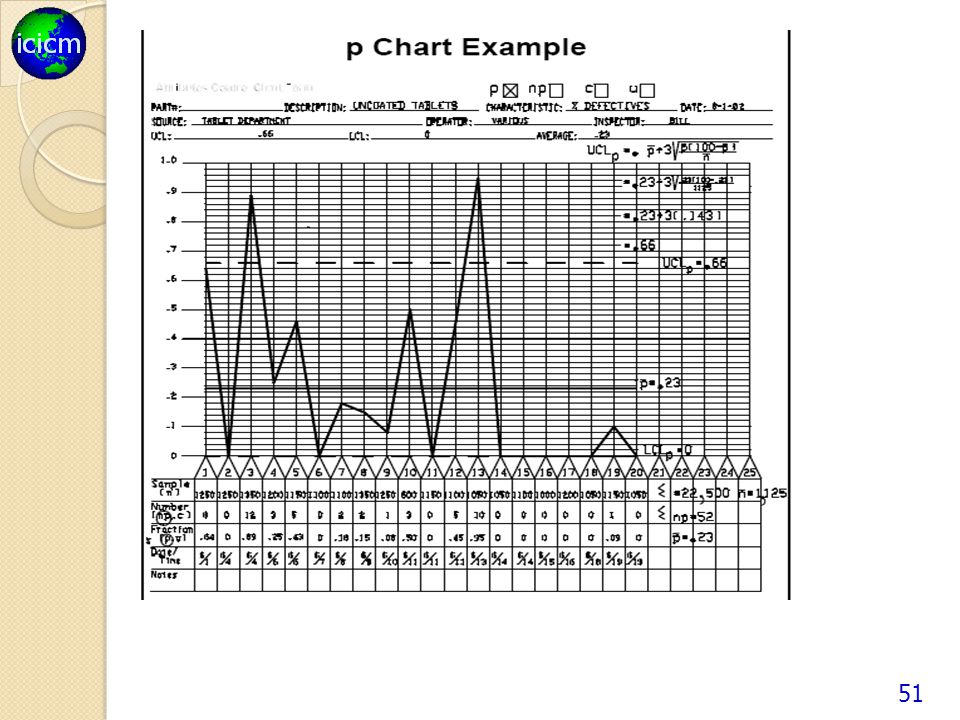
Carta p

50
Carta p

52
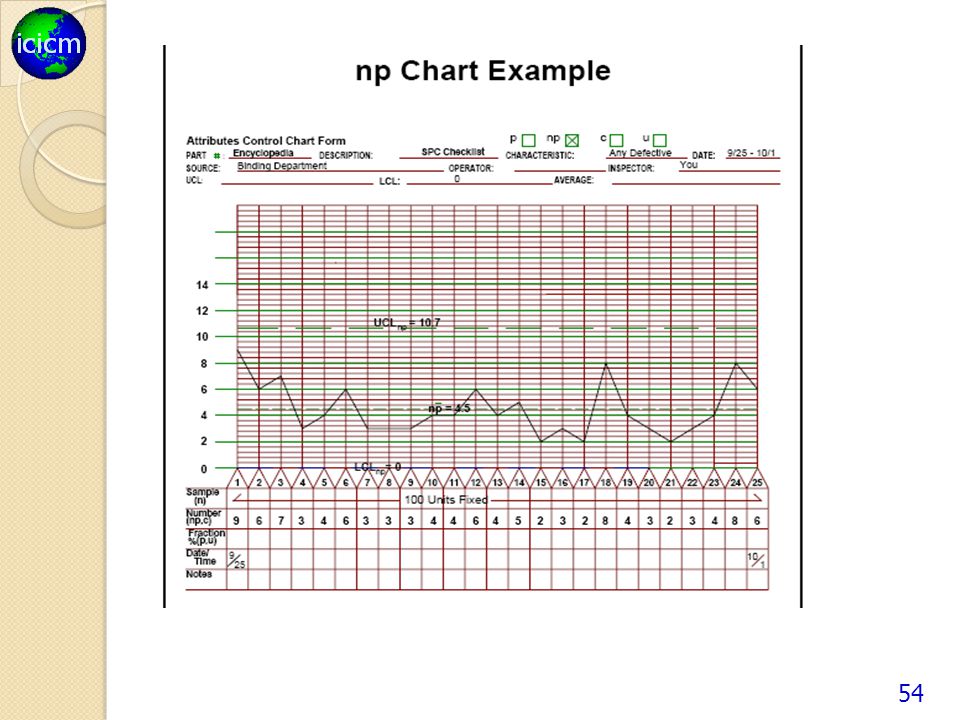
Carta np

53
Carta np

55
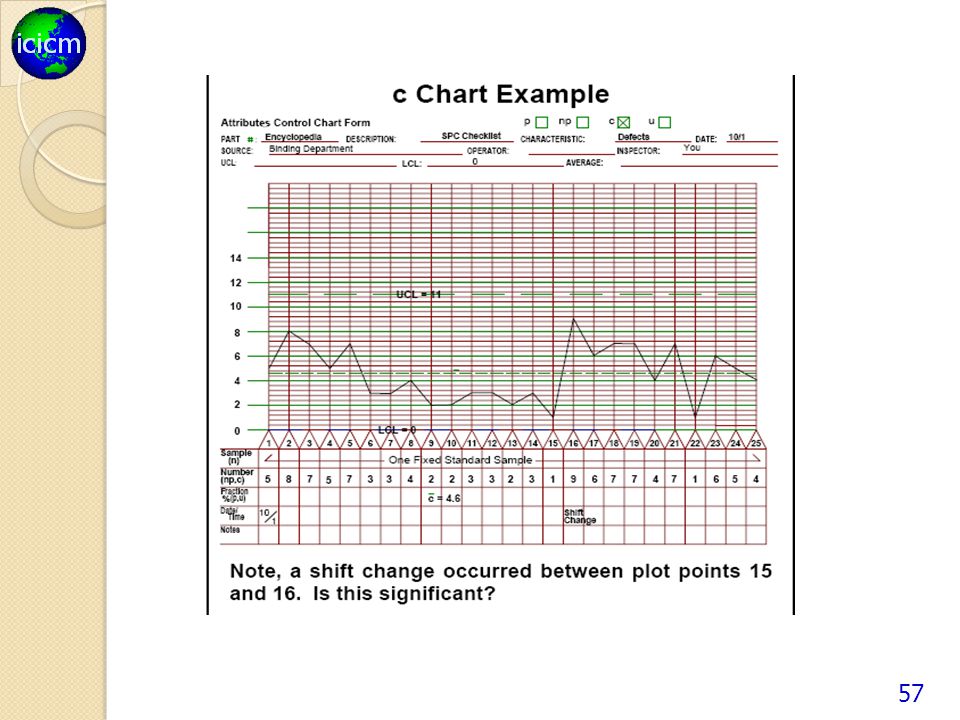
Carta C

56
Carta C

58
Carta de control u

59
Carta de control u

60
Carta de control u

61
Capacidad de proceso por atributos
Para cartas de control p y np en base a la fracción promedio de productos defectivos o no conformes es: Cp >=1 es equivalente a p <= 0.27% NOTA: Equivale a que el porcentaje de partes buenas sea cuando menos del 99.73% Para cartas de control c y u dependen de la especificación proporcionada por el cliente

62
4. Herramientas lean Mantenimiento productivo total (TPM)
Fábrica visual Trabajo estandarizado

63
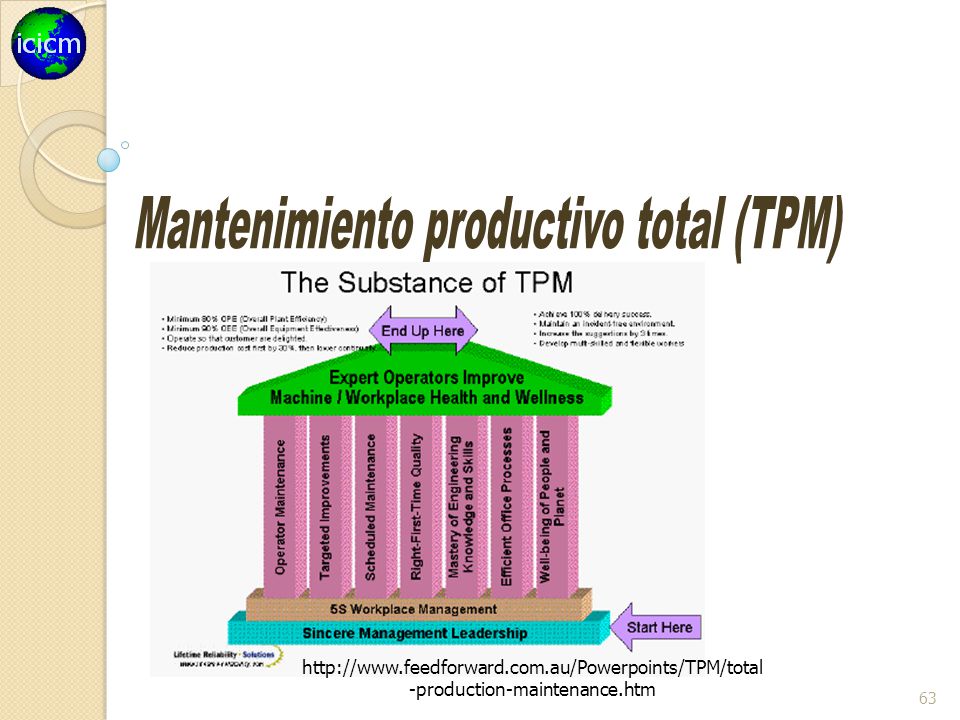
Mantenimiento productivo total (TPM)
64
Mantenimiento Productivo Total (TPM)
Su objetivo es maximizar la efectividad del equipo a través de toda su vida útil al 100% Es Implantado y mantenido por diversos departamentos involucrados en los equipos Involucra a TODOS los empleados, desde el operador hasta el director Se apoya en grupos Kaizen de mejora

65
Elementos del Mantenimiento Productivo Total (TPM)
Mantenimiento correctivo programado Mantenimiento preventivo (incluye predictivo por proveedores: termografía infrarroja, análisis de vibraciones y aceites) Mantenimiento productivo autónomo por operadores (limpieza, lubricación, etc.) Mantenimiento proactivo por Ingeneiría (rediseño, Poka Yokes)
 Mantenimiento productivo autónomo por operadores (limpieza, lubricación, etc.) Mantenimiento proactivo por Ingeneiría (rediseño, Poka Yokes)")
66
Beneficios del TPM Mejoras en productividad Mejoras en calidad
Mejoras en tiempos de entrega Mejoras en seguridad e higiene Mejoras en la moral de los empleados Cuanto más automático sea el equipo, más importante es el TPM

67
Las seis grandes pérdidas por equipos reducidas por el TPM
Fallas en el equipo: causan tiempos muertos y reducen la productividad Preparación y ajustes: se deben mejorar los tiempos de preparación y ajuste Ocio y paros menores: sensores defectuosos, partes atoradas en transportadores, etc.

68
6 Pérdidas por equipos reducidas por el TPM
Velocidad reducida: es la diferencia entre la velocidad de diseño y la velocidad real Defectos de proceso: por mal funcionamiento Rendimiento reducido: pérdidas por arranques y paros del equipo

69
Metas en las 6 pérdidas Pérdidas por fallas o tiempos muertos 0 min.
Pérdidas por preparación y ajustes <10min. Pérdidas de velocidad min. Ocio y paros menores min. Pérdidas por defectos de calidad min. Pérdidas en el rendimiento minimizar

70
Control de las fallas - TPM
Mantener en control las condiciones básicas (limpieza, lubricación, atornillado) Apego a procedimientos operativos Restablecer la deterioración Mejorar las debilidades de diseño Mejorar la operación y mantenimiento
 Apego a procedimientos operativos. Restablecer la deterioración. Mejorar las debilidades de diseño. Mejorar la operación y mantenimiento.")
71
Características del TPM
Esfuerzos para maximizar la efectividad del equipo y ampliar la vida útil de la maquinaria Se implementa por ingeniería, operadores y mantenimiento Involucra a todos los empleados, desde la dirección hasta los de planta Mantenimiento autónomo por operadores Actividades de grupos pequeños Kaizen

72
Lo total en TPM Significa lo siguiente:
Efectividad total enfocada a la eficiencia y rentabilidad Mantenimiento total incluye prevención del mantenimiento y mantenibilidad Involucramiento de todos los empleados El objetivo del TPM es cero fallas, cero paros y cero defectos

73
Métricas de TPM La métrica básica es la Efectividad General del Equipo (OEE) aunque hay algunas variantes en su fórmula: OEE=Disponibilidad X (Eficiencia ) X (Tasa de calidad ) Disponibilidad = tiempo de operación / Tiempo de carga = (Tiempo de carga – Tiempo muerto)/Tiempo carga
 X (Tasa de calidad ) Disponibilidad = tiempo de operación / Tiempo de carga. = (Tiempo de carga – Tiempo muerto)/Tiempo carga.")
74
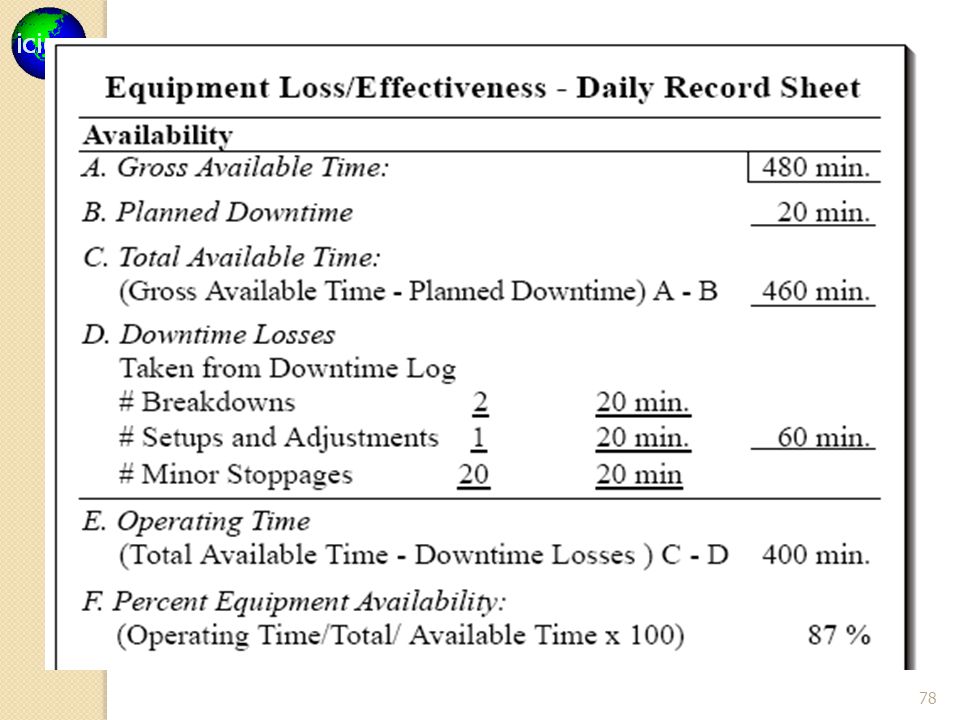
Métricas de TPM Tiempo de carga=Tiempo disponible por turno o unidad - Tiempo muerto planeado (desayuno, baño, etc.) Tiempo de operación=Tiempo de carga–Tiempo muerto Ejemplo: Si hay 480 min./turno, 15 min. de preparación, 10 minutos de descanso obligatorio, 30 minutos de tiempo muerto. ¿Cuál es el tiempo de carga y la disponibilidad? Tiempo de carga= 480 – 10 = 470 min Disponibilidad = (470 – (30+15))/470 = 90.4%
 Tiempo de operación=Tiempo de carga–Tiempo muerto Ejemplo: Si hay 480 min./turno, 15 min. de preparación, 10 minutos de descanso obligatorio, 30 minutos de tiempo muerto. ¿Cuál es el tiempo de carga y la disponibilidad Tiempo de carga= 480 – 10 = 470 min Disponibilidad = (470 – (30+15))/470 = 90.4%")
75
Métricas de TPM Tasa de velocidad de operación = Tiempo ciclo teórico / Tiempo ciclo real Por ejemplo: si el ciclo de tiempo es de 1 min / unidad, y el ciclo real es de 1.5 min. / unidad, ¿Cuál es la tasa de velocidad de operación? Tasa de velocidad de operación = 1 / 1.5 = 66.7%

76
Métricas de TPM Tasa neta de operación = Tiempo real de proceso / Tiempo de operación Mide la estabilidad del equipo, paros pequeños y ajustes: Tasa neta de operación = Cantidad procesada x Tiempo de ciclo real / Tiempo de operación Por ejemplo: si se procesan 185 unidades, ciclo real 1.5 min., tiempo de operación 425 min. Tasa neta de operación = (185 x 1.5)/425 = 65.3%
/425 = 65.3%")
77
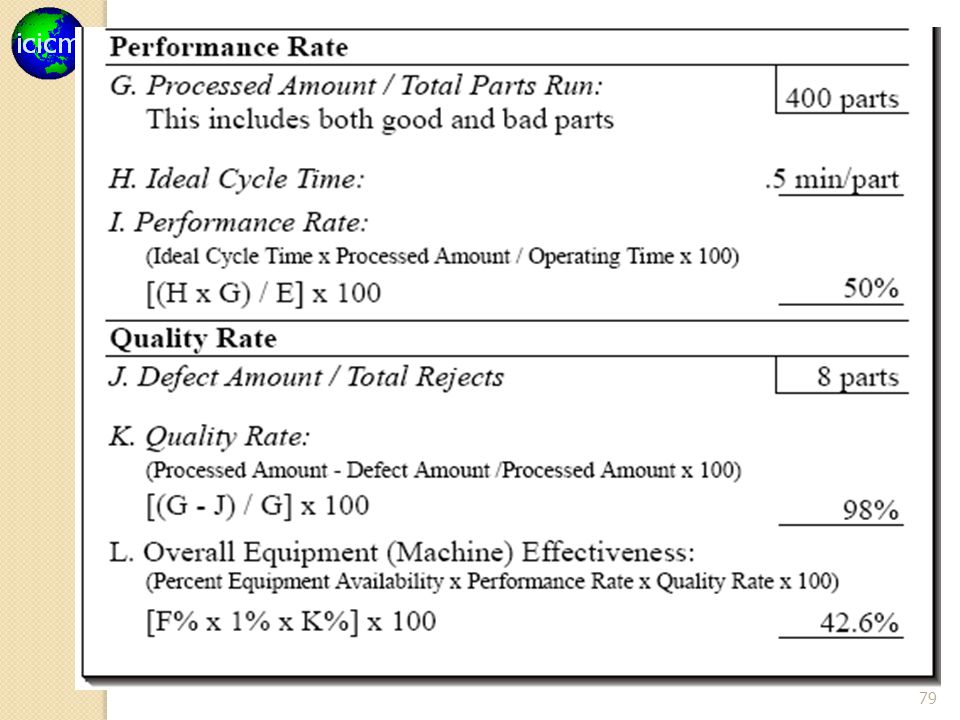
Métricas de TPM Eficiencia de desempeño = Tasa de velocidad de operación x Tasa neta de operación O Sea Eficiencia de operación = x = 43.6% Efectividad general del equipo OEE = Disponibilidad x eficiencia de desempeño x tasa de calidad producto Si tasa de calidad del producto es de 95%. El OEE = x x 0.95 = 37.4%

80
Métricas de TPM Los objetivos son: Disponibilidad > 90%
Eficiencia de desempeño > 95% Tasa de calidad de producto > 99%

81
Implementación del TPM
Fase P a s o D e t a l l e s 1.- La alta dirección anuncia inicio TPM Conferencia sobre TPM al personal 2.- Programa de educación y campaña Directores: seminarios. General: presentaciones 3.- Crear organizaciones/ promoción Crear comités en cada nivel para promoción, asignar staff 4.- Establecer políticas básicas y metas Evaluar condiciones actuales, metas 5.- Formular plan maestro Preparar planes detallados de actividades. 6.- Organizar acto de lanzamiento Invitar clientes, gente importante Preparación Implantación preliminar Estabilización 7.Mejorar la efectividad de cada equipo Seleccionar equipo modelo. Formar equipo de proyecto. 8.- Programa de mantenimiento autónomo Promover los 7 pasos, fabricar útiles de diagnóstico y establecer proc. de certificación de los trabajadores 9. Programa de mantenimiento para Equipos nuevos por mantenimiento. Incluye mantto. periódico, y predictivo, gestión de repuestos, herramientas, dibujos y programas 10. Dirigir el entrenamiento para mejorar operación y capacidad de mantenimiento Entrenar a los líderes, estos comunican información con los miembros del grupo. 11. Programa actualización de los equipos antiguos Reconstrucción y mantenimiento preventivo 12. Perfeccionar y mejorar el TPM Evaluación para el premio PM, fijar objetivos mas elevados

82
mantenimiento autónomo
Implementación del mantenimiento autónomo L O S P A S O S L A S A C T I V I D A D E S Limpiar para eliminar polvo y suciedad, principalmente en el cuerpo del equipo; lubricar y apretar pernos, descubrir problemas 1.- Limpieza Inicial (5S’s) 2.- Acciones en la fuente de los problemas Prevenir la causa del polvo, suciedad y difusión de esquirlas, mejorar partes que son difíciles de limpiar y lubricar, reducir el tiempo requerido para limpiar y lubricar 3.- Estándares de limpieza y lubricación Establecer estándares que reduzcan el tiempo gastado limpiando, lubricando y apretando ( específicamente tareas diarias y periódicas Con la inspección manual se genera instrucción los miembros de círculos descubren y corrigen defectos menores del equipo 4.- Inspección General 5.- Inspección autónoma Desarrollar y emplear listas de chequeo para inspección autónoma Estandarizar categorías de control de lugares de trabajo indivi duales; sistematizar a fondo el control del mantenimiento: estándares de inspección, limpieza y lub., registro datos y matto 6.- Organización y orden 7.- Mantenimiento autónomo pleno Desarrollos adicionales de políticas y metas compañía, incre mentar regularidad de actividades mejora. Registrar resultados análisis MTBF y diseñar contramedidas en concordancia
 2.- Acciones en la fuente. de los problemas. Prevenir la causa del polvo, suciedad y difusión de esquirlas, mejorar partes que son difíciles de limpiar y lubricar, reducir el. tiempo requerido para limpiar y lubricar. 3.- Estándares de limpieza y. lubricación. Establecer estándares que reduzcan el tiempo gastado. limpiando, lubricando y apretando ( específicamente. tareas diarias y periódicas. Con la inspección manual se genera instrucción. los miembros de círculos descubren y corrigen. defectos menores del equipo. 4.- Inspección General. 5.- Inspección autónoma. Desarrollar y emplear listas de chequeo para. inspección autónoma. Estandarizar categorías de control de lugares de trabajo indivi. duales; sistematizar a fondo el control del mantenimiento: estándares de inspección, limpieza y lub., registro datos y matto. 6.- Organización y orden. 7.- Mantenimiento autónomo. pleno. Desarrollos adicionales de políticas y metas compañía, incre. mentar regularidad de actividades mejora. Registrar resultados. análisis MTBF y diseñar contramedidas en concordancia.")
83
Resultados esperados del TPM
Eliminación de fugas de aceite Disminución dramática de tiempos muertos Incremento en la eficiencia de los equipos Reducción de paros no programados Reducción de rechazos en producto intermedio y producto final Disminución de consumo de energía Reducción de horas hombre mantenimiento correctivo Reducción costo por contratistas Reducción de costo por partes de repuesto Menor polvo ambiental Menor ruido Menos conflictos producción / mantenimiento

84
Administración visual

85
administración visual
Razones de la administración visual Hacer visibles los problemas Ayudar a los trabajadores y directores a mantener contacto directo con el lugar de trabajo (gemba) Clarificar los objetivos para la mejora Instrucciones: 1. Los pasos anteriores son fundamentales para que la limpieza siente sus reales en las Organizaciones. Nada puede ser improvisado. Así que defina con claridad las metas, determine las áreas de responsabilidad, los métodos y facilite los instrumentos de limpieza. 2. Puede comentar que en algunas Organizaciones (por ejemplo Nissan Aguascalientes), la figura del personal de limpieza ha desaparecido, haciendo responsable a los propios usuarios de las áreas como responsables de la pulcritud de sus espacios. 3. Recordar que dentro del Método de Limpieza se deben incluir actividades al inicio, durante y al final de las jornadas de trabajo, y buscar formas de reducir la necesidad de hacer limpieza. 4. Las herramientas de limpieza deben de cumplir también con los principios de orden: lugar de almacenamiento, utilizarlas y devolverlas, etc. (10 minutos) 85 minutos 2a. Parte, 2.45 del total
 Clarificar los objetivos para la mejora. Instrucciones: 1. Los pasos anteriores son fundamentales para que la limpieza siente sus reales en las Organizaciones. Nada puede ser improvisado. Así que defina. con claridad las metas, determine las áreas de responsabilidad, los métodos y facilite los instrumentos de limpieza. 2. Puede comentar que en algunas Organizaciones (por ejemplo Nissan Aguascalientes), la figura del personal de limpieza ha desaparecido, haciendo responsable a los propios usuarios de las áreas como responsables de la pulcritud de sus espacios. 3. Recordar que dentro del Método de Limpieza se deben incluir actividades. al inicio, durante y al final de las jornadas de trabajo, y buscar formas de reducir la necesidad de hacer limpieza. 4. Las herramientas de limpieza deben de cumplir también con los principios de orden: lugar de almacenamiento, utilizarlas y devolverlas, etc. (10 minutos) 85 minutos 2a. Parte, 2.45 del total.")
86
administración visual
Métodos de administración visual Ayudas visuales que eviten errores Jidohkas paran máquinas si detectan defectos Avisos de peligro y precaución Indicaciones de donde colocar las cosas Designaciones del equipo Instrucciones: 1. Los pasos anteriores son fundamentales para que la limpieza siente sus reales en las Organizaciones. Nada puede ser improvisado. Así que defina con claridad las metas, determine las áreas de responsabilidad, los métodos y facilite los instrumentos de limpieza. 2. Puede comentar que en algunas Organizaciones (por ejemplo Nissan Aguascalientes), la figura del personal de limpieza ha desaparecido, haciendo responsable a los propios usuarios de las áreas como responsables de la pulcritud de sus espacios. 3. Recordar que dentro del Método de Limpieza se deben incluir actividades al inicio, durante y al final de las jornadas de trabajo, y buscar formas de reducir la necesidad de hacer limpieza. 4. Las herramientas de limpieza deben de cumplir también con los principios de orden: lugar de almacenamiento, utilizarlas y devolverlas, etc. (10 minutos) 85 minutos 2a. Parte, 2.45 del total
, la figura del personal de limpieza ha desaparecido, haciendo responsable a los propios usuarios de las áreas como responsables de la pulcritud de sus espacios. 3. Recordar que dentro del Método de Limpieza se deben incluir actividades. al inicio, durante y al final de las jornadas de trabajo, y buscar formas de reducir la necesidad de hacer limpieza. 4. Las herramientas de limpieza deben de cumplir también con los principios de orden: lugar de almacenamiento, utilizarlas y devolverlas, etc. (10 minutos) 85 minutos 2a. Parte, 2.45 del total.")
87
administración visual
Métodos de administración visual Colores claros y etiquetas en instalaciones y equipo Uso de pizarrones, celulares, Nextel Instructivos audiovisuales a la vista Sistemas Kanban Instrucciones: 1. Los pasos anteriores son fundamentales para que la limpieza siente sus reales en las Organizaciones. Nada puede ser improvisado. Así que defina con claridad las metas, determine las áreas de responsabilidad, los métodos y facilite los instrumentos de limpieza. 2. Puede comentar que en algunas Organizaciones (por ejemplo Nissan Aguascalientes), la figura del personal de limpieza ha desaparecido, haciendo responsable a los propios usuarios de las áreas como responsables de la pulcritud de sus espacios. 3. Recordar que dentro del Método de Limpieza se deben incluir actividades al inicio, durante y al final de las jornadas de trabajo, y buscar formas de reducir la necesidad de hacer limpieza. 4. Las herramientas de limpieza deben de cumplir también con los principios de orden: lugar de almacenamiento, utilizarlas y devolverlas, etc. (10 minutos) 85 minutos 2a. Parte, 2.45 del total
, la figura del personal de limpieza ha desaparecido, haciendo responsable a los propios usuarios de las áreas como responsables de la pulcritud de sus espacios. 3. Recordar que dentro del Método de Limpieza se deben incluir actividades. al inicio, durante y al final de las jornadas de trabajo, y buscar formas de reducir la necesidad de hacer limpieza. 4. Las herramientas de limpieza deben de cumplir también con los principios de orden: lugar de almacenamiento, utilizarlas y devolverlas, etc. (10 minutos) 85 minutos 2a. Parte, 2.45 del total.")
88
Ejemplo de fábrica visual

89
Información en tableros
Problemas de calidad Cartas de tendencias (calidad, seguridad,) Listas de verificación Productividad Información de entregas Instrucciones: 1. Los pasos anteriores son fundamentales para que la limpieza siente sus reales en las Organizaciones. Nada puede ser improvisado. Así que defina con claridad las metas, determine las áreas de responsabilidad, los métodos y facilite los instrumentos de limpieza. 2. Puede comentar que en algunas Organizaciones (por ejemplo Nissan Aguascalientes), la figura del personal de limpieza ha desaparecido, haciendo responsable a los propios usuarios de las áreas como responsables de la pulcritud de sus espacios. 3. Recordar que dentro del Método de Limpieza se deben incluir actividades al inicio, durante y al final de las jornadas de trabajo, y buscar formas de reducir la necesidad de hacer limpieza. 4. Las herramientas de limpieza deben de cumplir también con los principios de orden: lugar de almacenamiento, utilizarlas y devolverlas, etc. (10 minutos) 85 minutos 2a. Parte, 2.45 del total
 Listas de verificación. Productividad. Información de entregas. Instrucciones: 1. Los pasos anteriores son fundamentales para que la limpieza siente sus reales en las Organizaciones. Nada puede ser improvisado. Así que defina. con claridad las metas, determine las áreas de responsabilidad, los métodos y facilite los instrumentos de limpieza. 2. Puede comentar que en algunas Organizaciones (por ejemplo Nissan Aguascalientes), la figura del personal de limpieza ha desaparecido, haciendo responsable a los propios usuarios de las áreas como responsables de la pulcritud de sus espacios. 3. Recordar que dentro del Método de Limpieza se deben incluir actividades. al inicio, durante y al final de las jornadas de trabajo, y buscar formas de reducir la necesidad de hacer limpieza. 4. Las herramientas de limpieza deben de cumplir también con los principios de orden: lugar de almacenamiento, utilizarlas y devolverlas, etc. (10 minutos) 85 minutos 2a. Parte, 2.45 del total.")
90
Información en tableros
Registros de capacitación Reducciones de costos Mantenimiento productivo total Tiempos muertos de máquina Actividades de 5Ss Instrucciones de trabajo estandarizadas Instrucciones: 1. Los pasos anteriores son fundamentales para que la limpieza siente sus reales en las Organizaciones. Nada puede ser improvisado. Así que defina con claridad las metas, determine las áreas de responsabilidad, los métodos y facilite los instrumentos de limpieza. 2. Puede comentar que en algunas Organizaciones (por ejemplo Nissan Aguascalientes), la figura del personal de limpieza ha desaparecido, haciendo responsable a los propios usuarios de las áreas como responsables de la pulcritud de sus espacios. 3. Recordar que dentro del Método de Limpieza se deben incluir actividades al inicio, durante y al final de las jornadas de trabajo, y buscar formas de reducir la necesidad de hacer limpieza. 4. Las herramientas de limpieza deben de cumplir también con los principios de orden: lugar de almacenamiento, utilizarlas y devolverlas, etc. (10 minutos) 85 minutos 2a. Parte, 2.45 del total
, la figura del personal de limpieza ha desaparecido, haciendo responsable a los propios usuarios de las áreas como responsables de la pulcritud de sus espacios. 3. Recordar que dentro del Método de Limpieza se deben incluir actividades. al inicio, durante y al final de las jornadas de trabajo, y buscar formas de reducir la necesidad de hacer limpieza. 4. Las herramientas de limpieza deben de cumplir también con los principios de orden: lugar de almacenamiento, utilizarlas y devolverlas, etc. (10 minutos) 85 minutos 2a. Parte, 2.45 del total.")
91
Las ayudas visuales deben ser
Visibles: fácil de ver y entender Informativas: conteniendo información útil Útiles: permitiendo hacer el trabajo más fácil, más rápido y seguro Atractivas: interesantes y llamativas Estimulantes: motivando al trabajador Brillantes: para mayor impacto visual deben ser de flash Instrucciones: 1. Los pasos anteriores son fundamentales para que la limpieza siente sus reales en las Organizaciones. Nada puede ser improvisado. Así que defina con claridad las metas, determine las áreas de responsabilidad, los métodos y facilite los instrumentos de limpieza. 2. Puede comentar que en algunas Organizaciones (por ejemplo Nissan Aguascalientes), la figura del personal de limpieza ha desaparecido, haciendo responsable a los propios usuarios de las áreas como responsables de la pulcritud de sus espacios. 3. Recordar que dentro del Método de Limpieza se deben incluir actividades al inicio, durante y al final de las jornadas de trabajo, y buscar formas de reducir la necesidad de hacer limpieza. 4. Las herramientas de limpieza deben de cumplir también con los principios de orden: lugar de almacenamiento, utilizarlas y devolverlas, etc. (10 minutos) 85 minutos 2a. Parte, 2.45 del total
, la figura del personal de limpieza ha desaparecido, haciendo responsable a los propios usuarios de las áreas como responsables de la pulcritud de sus espacios. 3. Recordar que dentro del Método de Limpieza se deben incluir actividades. al inicio, durante y al final de las jornadas de trabajo, y buscar formas de reducir la necesidad de hacer limpieza. 4. Las herramientas de limpieza deben de cumplir también con los principios de orden: lugar de almacenamiento, utilizarlas y devolverlas, etc. (10 minutos) 85 minutos 2a. Parte, 2.45 del total.")
92
Otros elementos de la Administración visual
Jidohka – automatización con elementos humano Sistema Kanban para control de materiales Tableros de herramientas en estaciones Énfasis en mostrar avance en metas de mejora Permitir ver el avance de las operaciones

93
Trabajo estandarizado

94
Trabajo estandarizado
La operación de la planta depende de la aplicación y uso de políticas, procedimientos e instructivos de trabajo, referidos como estándares Otros estándares Líneas amarillas en el piso Código de colores Tablero de control de producción Indicadores de niveles de inventarios Matrices de entrenamiento cruzado Luces de fallas

95
Los estándares Representan la forma más fácil y segura para trabajar
Preservan el know how y experiencia del empleado y permiten medir desempeño Muestran las relaciones de trabajo

96
Los estándares Apoyan al mantenimiento y mejora
Proporcionan un conjunto de símbolos visuales Son la base de la capacitación y auditorías Previenen errores y minimizan la variabilidad

97
Elementos de los estándares
Tiempo de ciclo (comparar con Takt Time) Secuencia de trabajo Inventario estándar De acuerdo a Shigeo Shingo: Cartas de capacidad por parte Hojas de combinación de tareas estándar Manuales de tareas Manuales de instrucciones de tareas Hojas de operación estándar
 Secuencia de trabajo. Inventario estándar. De acuerdo a Shigeo Shingo: Cartas de capacidad por parte. Hojas de combinación de tareas estándar. Manuales de tareas. Manuales de instrucciones de tareas. Hojas de operación estándar.")
98
5. requisitos de capacitación
99
Análisis de necesidades de capacitación
Brecha entre lo actual y lo real con dos aspectos: 1. ¿Qué se hace ahora? 2. ¿Qué se hará?

100
Análisis de necesidades de capacitación
Encuestas Hechos Datos Documentos etc.

101
Análisis de necesidades de capacitación
Investigación: enfocarse a alguna brecha Observación individual Entrevistas con grupos Cuestionarios y listas de verificación Registros de actividades Muestras de trabajo Evaluaciones de desempeño Estudios de trabajo Pruebas personales

102
Capacitación y desarrollo
La capacitación llena la brecha entre las habilidades actuales y las requeridas: Capacitación en el puesto (lugar de trabajo) Coaching (por una persona experimentada) Aprendizaje (empleado bajo estudio)
 Coaching (por una persona experimentada) Aprendizaje (empleado bajo estudio)")
103
Capacitación y desarrollo
Modelaje (demostrar habilidades del empleado) Capacitación fuera del lugar de trabajo Desarrollo gerencial Tutor (con un profesional experimentado) Juegos de simulación gerenciales
 Capacitación fuera del lugar de trabajo. Desarrollo gerencial. Tutor (con un profesional experimentado) Juegos de simulación gerenciales.")
104
Recursos para capacitación
Materiales de capacitación según la audiencia Momento y lugar adecuados Ambiente y lugar adecuados Buena iluminación y acústica Temperatura y ventilación del aula adecuadas Línea de vista abierta Asientos adecuados Acomodaciones adecuadas Agenda apropiada Localización física adecuada

105
Principios de aprendizaje – La gente:
Aprende mejor cuando están listos a aprender Aprende mejor si los nuevos tópicos se relacionan con los tópicos conocidos Aprende mejor de una manera paso a paso

106
Principios de aprendizaje – La gente:
Aprende haciendo (muy importante) Retiene mejor si el nuevo conocimiento se utiliza frecuentemente El éxito tiende a estimular aprendizaje adicional Necesita retroalimentación de sus avances
 Retiene mejor si el nuevo conocimiento se utiliza frecuentemente. El éxito tiende a estimular aprendizaje adicional. Necesita retroalimentación de sus avances.")
107
Cierre del proyecto

108
Lecciones aprendidas - tópicos
Qué tan bien trabajo el equipo de proyecto Qué tan bien se reconoció al equipo La efectividad de las acciones El nivel de calidad de los productos y servicios entregados

109
Evaluación del proyecto
El éxito o falla de un proyecto se mide en tres dimensiones: ¿Se lograron las metas y objetivos? ¿Se logró dentro de las fechas compromiso? ¿Estuvo el proyecto por arriba o por debajo de las restricciones de costo? Un proyecto exitoso cumple con los todos los criterios, pero puede considerarse bueno aun si no se cumplió alguno

110
Reporte final Reporte de cumplimiento de objetivos,
Comparación de beneficios y costos reales contra presupuesto y Cumplimiento de metas intermedias

111
Lecciones aprendidas Lo adecuado del personal, tiempo, equipo y dinero
La efectividad del proyecto completo Qué tan bien se le dio seguimiento al proyecto Qué tan bien la alta dirección y el promotor del proyecto fueron informados del estatus Qué tan bien el equipo de proyecto trabajaron juntos Qué tan bien el equipo fue reconocido por sus esfuerzos La efectividad y confiabilidad de las acciones correctivas El nivel real de calidad del producto y/o servicio entregado

112
Reconocimiento al equipo Seis Sigma
Se envía el mensaje de ganar ganar para el personal y se da motivación para trabajar en nuevos proyectos de mejora. Los reconocimientos son muy variados y dependen de la empresa y los resultados alcanzados en particular.

Presentaciones similares