Descargar la presentación
La descarga está en progreso. Por favor, espere

1
III. FASE DE MEDICIÓN Dr. Primitivo Reyes Aguilar / agosto 2012
Lean Sigma III. FASE DE MEDICIÓN Dr. Primitivo Reyes Aguilar / agosto 2012 Yellow Belts

2
Fase de medición 1. Introducción
2. Análisis y documentación del proceso 3. Mapa de la cadena de valor 4. Herramientas 5. Colección/resumen de datos 6. Estadística descriptiva 7. Análisis del sistema de medición 8. Capacidad del proceso 9. Capacidad del proceso por atributos

3
1. introducción

4
1. Propósitos Det. requisitos de información y métricas
Fuentes y causas de la variación en el proceso Plan de Recolección de Datos Análisis del Sistema de Medición (MSA) Recolección de datos Diagnóstico de la situación actual del problema
 Recolección de datos. Diagnóstico de la situación actual del problema.")
5
Etapas de la Fase de Medición
Determinar los CTQs del cliente (Y) y del proceso (X’s y Zs), se pueden utilizar diversas herramientas, como: Estadística Descriptiva Probabilidad Distribución Normal Lluvia de ideas Etc.
 y del proceso (X’s y Zs), se pueden utilizar diversas herramientas, como: Estadística Descriptiva. Probabilidad. Distribución Normal. Lluvia de ideas. Etc.")
6
Introducción Estándares de desempeño Definición operacional
Meta de desempeño Límites de especificación / Defecto Establecer y validar el plan de colección de datos (con diagrama 5W-1H) Determinar la capacidad del equipo de medición Colectar datos y analizarlos Determinar la capacidad del proceso
 Determinar la capacidad del equipo de medición. Colectar datos y analizarlos. Determinar la capacidad del proceso.")
7
2. Análisis y documentación del proceso

8
Diagrama de flujo Organizar un equipo para examinar el proceso
Construir un mapa de los pasos del proceso Discutir y analizar cada paso en detalle Preguntarse ¿Por qué lo hacemos de esta manera? ¿puede realizarse de manera diferente? Comparar proceso actual con proceso “perfecto” ¿Hay complejidad innecesaria? ¿Existe duplicación o redundancia? ¿Hay controles que eviten errores y rechazos? ¿Se realiza el proceso según está planeado?

9
Símbolos de diagrama de flujo

10
Símbolos para Diagramas de Flujo
Iniciar/Detener Transmisión Operaciones (Valor agregado) Almacenar Decisión Entrada/Salida Inspección /Medición Retraso Transportación Líneas de Flujo
 Almacenar. Decisión. Entrada/Salida. Inspección /Medición. Retraso. Transportación. Líneas de Flujo.")
11
Diagrama de flujo del Proceso:
El diagrama de flujo de un proceso, muestra cómo se realiza un trabajo.

12
Diagrama de espaghetti

13
Procedimientos escritos
Deben ser desarrollados por los que tienen la responsabilidad del proceso de interés La documentación del proceso facilita la consistencia en el proceso. Los procedimientos críticos deben tener su diagrama de flujo correspondiente

14
Instrucciones de trabajo
Las instrucciones de trabajo proporcionan los pasos detallados de la secuencia de actividades Los diagramas de flujo pueden mostrar las relaciones entre pasos del proceso. El personal que realiza las actividades descritas en los instructivos de trabajo deben estar involucrados en su redacción

15
Entradas, salidas y retroalimentación
Antes de mejorar un proceso debe ser medido. Esto se logra identificando las variables del proceso de entrada y de salida y documentando sus relaciones La retroalimentación de las mediciones de los procesos posteriores pueden usarse para mejorar un proceso anterior.

16
3. mapa de cadena de valor (VSM)
")
17
Pensamiento Lean Principios guía de Womack :
Especificar valor por producto Identificar la cadena de valor para cada producto Hacer el flujo de valor Permitir que el cliente jale valor del proveedor Perseguir la perfección

18
Valor definido por el cliente
El cliente quiere productos específicos, con capacidades específicas a precios específicos, esta definición es 1er. Paso de Lean El costo objetivo es una mezcla de los precios de venta de la competencia y de la eliminación de muda por métodos Lean

19
Cadena de Valor ampliada
Incluye proveedores, actividades productivas y clientes. Actividades en la cadena: Agrega valor de acuerdo a la percepción del cliente No agrega valor, pero es necesaria por el proceso No agrega valor y puede eliminarse

20
La cadena de valor Tiene tres partes principales:
El flujo de materiales, desde la recepción de proveedores hasta la entrega al cliente Etapas de transformación desde materia prima hasta producto terminado. El flujo de información que soporta y dirige a los flujos de materiales y transformación

21
Beneficios de la cadena de valor
Ayuda a visualizar el flujo de producción; las fuentes del desperdicio o Muda Forma la base del plan de optimización del flujo de puerta a puerta Muestra el enlace entre el flujo de información y el flujo de material Permite enfocarse en el flujo con una visión de un estado futuro deseado

22
Mapa de cadena de valor DEFINIR LA FAMILIA DE PRODUCTOS
DIBUJAR EL MAPA DE ESTADO ACTUAL CREAR EL MAPA DE ESTADO FUTURO IMPLEMENTACIÓN DEL PLAN

23
Tips para la cadena de valor
Colectar información del estado actual, con el proceso en operación normal, tanto de información como de materiales Identificar la cadena de valor completa de puerta a puerta para colectar información Iniciar desde el proceso más cercano al cliente al final de embarque y hacia atrás.

24
Tips para la cadena de valor
Utilice el cronómetro para tomar tiempos personalmente, los estándares son referencia Dibujar a mano la cadena de valor completa, analizar su estado actual Resistir la tentación de usar la computadora.

25
Información para la cadena de valor
Tiempo del ciclo (C/T – tiempo entre la salida de dos partes consecutivas) Tiempo de cambio y de preparación (C/O – ajuste y cambio de un producto a otro) Tiempo disponible de máquina (De acuerdo a la demanda) Tamaño de lote de producción (EPE – every part every…..) Número de operadores
 Tiempo de cambio y de preparación (C/O – ajuste y cambio de un producto a otro) Tiempo disponible de máquina (De acuerdo a la demanda) Tamaño de lote de producción (EPE – every part every…..) Número de operadores.")
26
Información para la cadena de valor
Número de productos diferentes Contenido de la unidad de empaque o contenedor Tiempo de trabajo (sin los descansos obligatorios) Tasa de desperdicio Capacidad del proceso sin tiempos de cambio de producto. Takt time (tiempo disponible para cubrir la demanda de productos).
 Tasa de desperdicio. Capacidad del proceso sin tiempos de cambio de producto. Takt time (tiempo disponible para cubrir la demanda de productos).")
27
Equipos y pasos del proceso
Familia de productos Equipos y pasos del proceso 1 2 3 4 5 6 7 8 A X B C D E F G H

28
Simbología utilizada

29
Simbología utilizada

30
Mapa incluyendo tiempos de ciclo y tiempo de entrega

31
Mapa futuro reduciendo tiempos de entrega

32
Mapa futuro reduciendo tiempos de entrega

33
Beneficios

34
Mapa de proceso de la Empresa ABC - final

35
Resultados de la aplicación de Lean
Tiempo de procesos de 40 a 7 días Tiempo de ciclo de 105 a 91 seg. Eventos Kaizen: Tiempo de cambio de estampado Calidad de soldadura Operadores entrenados multihabilidades Tiempo de proceso Defectos reducidos Clientes más satisfechos

36
4. Herramientas

37
SIPOC

38
Matriz de causa efecto

39
Diagrama de causa efecto

40
5. colección de datos

41
Tipos de datos Datos continuos Los datos que tienen un valor real (temperatura, presión, tiempo, diámetro, altura ) Datos discretos: Datos que toman valores enteros (0, 1, 2, 3, etc.) Datos por atributos: Bueno - malo, pasa - no pasa, etc.
 Datos discretos: Datos que toman valores enteros (0, 1, 2, 3, etc.) Datos por atributos: Bueno - malo, pasa - no pasa, etc. pName=gonogo-feeler-gauge-22-blade.")
42
Tipos de datos Datos de localización Escalas de medición Nominal
Ordinal Intervalo Razón

43
Métodos de colección de datos
Plan de colección de datos (5W-1H) Codificación de datos Codificación por sustitución o truncamiento Codificar: Xc = X + C Decodificar: X’ = Xc – C S = Sc Codificar: Xc = X - C Decodificar: X’ = Xc + C S = Sc Codificar: Xc = fX Decodificar: X’ = Xc/f S = Sc/f Codificar: Xc = X/f Decodificar: X’ = fXc S = fSc
 Codificación de datos. Codificación por sustitución o truncamiento. Codificar: Xc = X + C Decodificar: X’ = Xc – C S = Sc. Codificar: Xc = X - C Decodificar: X’ = Xc + C S = Sc. Codificar: Xc = fX Decodificar: X’ = Xc/f S = Sc/f. Codificar: Xc = X/f Decodificar: X’ = fXc S = fSc.")
44
Hojas de registro / verificación

45
Aseguramiento de la integridad de los datos
Evitar sesgo emocional respecto a tolerancias Evitar redondeo innecesario Si una característica cambia con el tiempo, registrar la medición inicial y la final Filtrar datos y eliminar errores de captura Evitar quitar datos a sentimiento Identificar outliers o puntos aberrantes Registrar cada identificación de clasificación importante

46
Muestreo Muestreo aleatorio Muestreo secuencial Muestreo sistemático
Muestreo estratificado Muestreo con probabilidades desiguales

47
6. Estadística descriptiva

48
Estadística Descriptiva
No existen en la naturaleza dos cosas exactamente iguales, ni siquiera los gemelos, por tanto la variación es inevitable y es analizada por la Estadística

49
Estadística descriptiva
“Proporciona métodos para organizar y resumir información, la estadística inferencial se usa para obtener conclusiones a partir de una muestra” Por ejemplo, sí deseamos saber el peso promedio de las personas, se toma una muestra y con la media se pronostica o Infiere el peso promedio de la población.

50
Población y muestra Población: es la colección de todos los elementos (piezas, personas, mediciones, etc.). Muestra: es una parte o subconjunto representativo de la población, o sea una muestra de mediciones de las características.

51
Estadísticos y parámetros
Estadístico: Es una medición tomada en una muestra que sirve para hacer inferencias en relación con una población (media de la muestra, desviación estándar de la muestra se indican con letras latinas X, s, p). Normalmente es una variable aleatoria y tiene asociada una distribución. Parámetro: Es el valor verdadero en una población (media, desviación estándar, se indican con letras griegas , , )
. Normalmente es una variable aleatoria y tiene asociada una distribución. Parámetro: Es el valor verdadero en una población (media, desviación estándar, se indican con letras griegas , , )")
52
Estadística descriptiva
Incluye: Medidas de tendencia central Medidas de dispersión Funciones de densidad de probabilidad Distribuciones de frecuencia y Funciones acumulativas de distribución

53
Medidas de tendencia central
Representan las diferentes formas de caracterizar el valor central de un conjunto de datos Media muestral poblacional

54
Medidas de tendencia central
Mediana: es el valor medio cuando los datos se arreglan en orden ascendente o descendente, para n par, la mediana es la media de los valores intermedios

55
Medidas de tendencia central
Moda: Valor que más se repite, puede haber más de una Media acotada (Truncated Mean): Se elimina cierto porcentaje de los valores más altos y bajos de un conjunto dado de datos (tomando números enteros), se calcula la media para los valores restantes.
: Se elimina cierto porcentaje de los valores más altos y bajos de un conjunto dado de datos (tomando números enteros), se calcula la media para los valores restantes.")
56
Medidas de tendencia central
Media acotada

57
Localización de la media, mediana y moda

58
Medidas de dispersión Rango: Es el valor mayor menos el valor menor de un conjunto de datos

59
Medidas de dispersión Varianza: es el promedio de las desviaciones al cuadrado respecto a la media (n para población y n-1 para muestra para eliminar el sesgo)
")
60
Medidas de dispersión Desviación estándar: es la raíz cuadrada de la varianza ya sea poblacional o muestral S

61
Medidas de dispersión Coeficiente de variación: es igual a la desviación estándar dividida por la media y se expresa en porcentaje

62
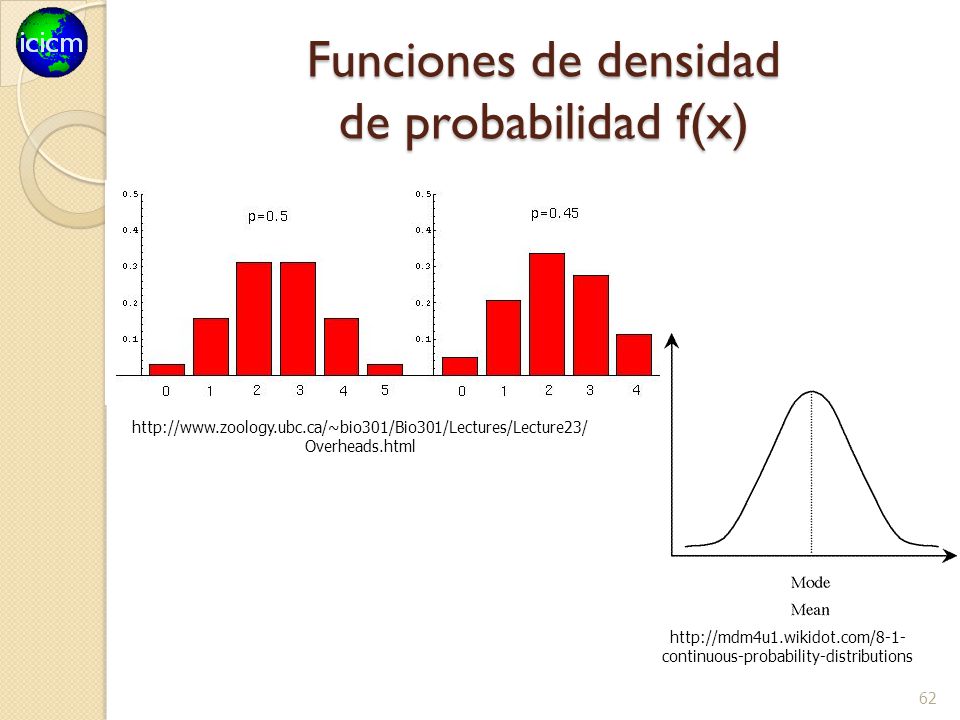
Funciones de densidad de probabilidad f(x)
63
Función de distribución acumulada
El área bajo la curva de densidad de probabilidad a la izquierda de un valor dado x, es igual a la probabilidad de la variable aleatoria en el eje x para X<= x Para distribuciones continuas Para distribuciones discretas

64
Funciones de distribución de probabilidad de densidad y acumulada
Función de densidad = f(x = valor) puntual Probabilidad acumulada o área bajo la curva P(x <= valor) Función de densidad f(x) Función de distribución acumulada
 puntual. Probabilidad acumulada o área bajo la curva P(x <= valor) Función. de densidad. f(x) Función de. distribución. acumulada.")
65
Métodos gráficos Diagramas de caja Diagramas de tallo y hojas
Diagramas de dispersión Análisis de patrones y tendencias Histogramas Distribuciones de probabilidad normales

66
Diagrama de caja QUARTILES Cada conjunto de datos ordenado tiene tres cuartiles que lo dividen en cuatro partes iguales. El primer cuartil es el valor debajo del cual clasifica el 25% de las observaciones y por arriba el 75% restante. El segundo cuartil divide a los datos a la mitad, igual a la mediana. El tercer cuartil es el valor debajo del cual se encuentra el 75% de las observaciones

67
Diagrama de caja PERCENTILES, DECILES Y QUARTILES
La ubicación de un percentil se encuentra en: Donde: Lp es el sitio del percentil deseado en una serie ordenada n es el número de observaciones P es el percentil deseado

68
Diagrama de caja Primer cuartil Tercer cuartil Mediana Valor mínimo
máximo

69
Diagrama de caja Representan un resumen de los datos. La línea media es la mediana, los lados son el primer y tercer cuartil. El máximo y el mínimo se dibuja como puntos al final de las líneas (bigotes)
")
70
Diagrama de tallo y hojas
El diagrama consiste del agrupamiento de los datos por intervalos de clase, como tallos y los incrementos de datos más pequeños como hojas. Hojas Tallos

71
Diagramas de dispersión
Es una gráfica de muchos puntos coordenados X-Y que representan la relación entre dos variables. También se denomina carta de correlación. Se puede tomar la variable dependiente para el eje Y y la dependiente en el eje X.

72
Diagramas de dispersión
Positiva débil Positiva fuerte Sin correlación Negativa fuerte Relaciones no lineales

73
Coeficiente de correlación
El coeficiente de correlación “r” determina el grado de asociación entre dos variables X y Y R = -1, negativa fuerte, al incrementarX, Y decrece R = -0.5, negativa ligera, al incrementarX, Y gen. decrece R = 0, sin correlación, variables independientes R = 0.5, positiva ligera, al incrementar X, gen. Y incrementa R = +1, positiva fuerte, al incrementar X, Y aumenta

74
Análisis de correlación
Busca descubrir relaciones, aplicar el sentido común. La línea de “mejor ajuste” es la línea de regresión, se puede ver con un análisis visual Los diagramas de dispersión deben ser analizados antes de tomar decisiones

75
Análisis de patrones y tendencias
Para visualizar el comportamiento de los datos en el tiempo Tendencia creciente Tendencia decreciente Corrida de proceso Valores anormales Ciclos Variabilidad creciente

76
Análisis de patrones y tendencias
Para visualizar el comportamiento de los datos en el tiempo Tendencia creciente

77
Histograma de Frecuencia
Media TAMAÑO TAMAÑO TAMAÑO En un proceso estable las mediciones se distribuyen normalmente, a la derecha y a la izquierda de la media adoptando la forma de una campana. M E D I C O N S TAMAÑO TAMAÑO

78
Histograma de Frecuencia
POSICIÓN AMPLITUD FORMA … O TENER CUALQUIER COMBINACIÓN

79
Ejemplo: Construcción del histograma
Paso 1. Número de datos N = 50 Paso 2. Rango R = = 60 Paso 3. Número de celdas K = 6; Paso 4. Ancho de clase = 60 / 6 = 10 Paso 5. Lím. de clase: , , , , , 65-74, 75-94 Paso 6. Número de datos: Marcas de clase Paso 7. Graficar el histograma y observar si tiene una forma normal

80
Histograma de Frecuencia

81
Histograma de Frecuencia

82
Distribución normal

83
7. Análisis de sistemas de MEDICIÓN

84
Posibles Fuentes de la Variación del Proceso
Variación del proceso, observado (Zlp/Zlt y/ó DPMO) Variación del proceso, real Variación de la medición Variación dentro de la muestra Variación originada por el calibrador Reproducibilidad Repetibilidad Estabilidad Linealidad Sesgo Calibración La “Repetibilidad” y “reproducibilidad” (R&R), son los errores más relevantes en la medición. 5
 Variación del proceso, real. Variación de la medición. Variación dentro de la muestra. Variación originada. por el calibrador. Reproducibilidad. Repetibilidad. Estabilidad. Linealidad. Sesgo. Calibración. La Repetibilidad y reproducibilidad (R&R), son los errores más relevantes en la medición. 5.")
85
Sistemas de medición Sensibilidad
El gage debe sensible para detectar diferencias en las mediciones en al menos 1/10 de la tolerancia especificada

86
Definición del Sesgo o exactitud
Valor Verdadero Sesgo es la diferencia entre el promedio observado de las mediciones y el valor verdadero (patrón). Ajustar equipo si es > 10% en su caso utilizar factores de corrección Sesgo % Exactitud = | Exactitud |* Tolerancia 100
. Ajustar equipo si es > 10% en su caso utilizar factores de corrección. Sesgo. % Exactitud = | Exactitud |* Tolerancia")
87
Definición de la Repetibilidad o precisión
Repetibilidad: Es la variación de las mediciones obtenidas con un instrumento de medición, cuando es utilizado varias veces por un operador, al mismo tiempo que mide las mismas características en una misma parte REPETIBILIDAD 6

88
Definición de la Reproducibilidad
Reproducibilidad: Es la variación entre promedios de las mediciones hechas por diferentes operadores, que utilizan un mismo instrumento de medición, cuando miden las mismas características en una misma parte en diferentes tiempos Operador-B Operador-C Operador-A 7

89
Definición de la Linealidad
Linealidad es la diferencia en los valores real y observado, mayor menos menor a través del rango de operación esperado del equipo. 7

90
Precisión / Tolerancia o Variación total (<10%)
Es la razón entre el error estimado de la medición (precisión) y la tolerancia de la característica medida (P/T) . O contra la variación total
 y la tolerancia de la característica medida (P/T) . O contra la variación total.")
91
Estudios de Repetibilidad y Reproducibilidad (R&R)
Método del rango Método de medias rangos Método de ANOVA

92
Método de Medias – Rangos Datos del operador 1

93
Datos del operador 2

94
R&R – Medias Rangos Gráficas de Minitab
La gráfica R se mantiene en control indicando que las mediciones se realizaron en forma adecuada. La gráfica X barra sólo presenta 5 de 30 puntos fuera de control, debería ser al menos el 50%, indicando que el equipo no discrimina las diferentes partes.

95
Calculo con Minitab (con los datos del ejemplo anterior)
R&R por ANOVA Calculo con Minitab (con los datos del ejemplo anterior)
")
96
R&R por ANOVA Resultados de Minitab
La interacción no es significativa, y los errores de R&R indican que equipo de medición no es adecuado ni el número de categorías.

97
R&R por ANOVA Resultados de Minitab
Las conclusiones son similares que con el método de X barra – R. No hay interacción parte - operador

98
8. CAPACIDAD DE PROCESO

99
Teoría del camión y el túnel
El túnel tiene 9' de ancho (especificación). El camión tiene 10’ y el chofer es perfecto (variación del proceso). ¿Pasaría el camión? NO, la variabilidad del proceso es mayor que la especificación. Centrar es hacer que el promedio del proceso sea igual al centro de la especificación. Si el camión tiene 8 pies de ancho ¿pasará el camión?, Si. Si el chofer puede mantener el centro del camión en el centro del túnel. De otra forma chocará con las paredes del túnel y no pasará a pesar de ser más angosto. El proceso debe estar en control, tener capacidad y estar centrado Ancho 9´ Nigel´s Trucking Co.
. El camión tiene 10’ y el chofer es perfecto. (variación del proceso). ¿Pasaría el camión NO, la variabilidad del proceso es mayor. que la especificación. Centrar es hacer que el promedio del proceso sea igual al centro de la. especificación. Si el camión tiene 8 pies de ancho ¿pasará el camión , Si. Si. el chofer puede mantener el centro del camión en el centro del túnel. De otra forma. chocará con las paredes del túnel y no pasará a pesar de ser más angosto. El proceso debe estar en control, tener capacidad y estar centrado. Ancho 9´ Nigel´s Trucking Co.")
100
Objetivos de la capacidad del proceso
1. Predecir que tanto el proceso cumple especificaciones 2. Apoyar a diseñadores de producto o proceso en sus modificaciones 3. Especificar requerimientos de desempeño para el equipo nuevo 4. Seleccionar proveedores 5. Reducir la variabilidad en el proceso de manufactura 6. Planear la secuencia de producción cuando hay un efecto interactivo de los procesos en las tolerancias

101
Análisis de la capacidad de proceso – Estudios de capacidad
Proceso de comportamiento estadístico estable, las causas de variación común se comparan con las especificaciones.

102
¿Cómo vamos a mejorar esto?
Podemos reducir la desviación estándar... Podemos cambiar la media... O (lo ideal sería, por supuesto) que podríamos cambiar ambas Cualquiera que sea la mejora que lleve a cabo, asegúrarse que se mantenga
 que podríamos cambiar ambas. Cualquiera que sea la mejora que lleve a cabo, asegúrarse que se mantenga.")
103
4. Estudios de capacidad del proceso
El proceso debe ser estable en carta X-R

104
4. Estudios de capacidad del proceso

105
¿Cómo vamos a mejorar esto?
Podemos reducir la desviación estándar... Podemos cambiar la media... O (lo ideal sería, por supuesto) que podríamos cambiar ambas Cualquiera que sea la mejora que lleve a cabo, asegurarse que se mantenga
 que podríamos cambiar ambas. Cualquiera que sea la mejora que lleve a cabo, asegurarse que se mantenga.")
106
5. Índices de capacidad y desempeño
Área fuera de especificaciones – normal 1.33 es proceso es capaz 1.0 a 1.33 el proceso requiere un control estricto < 1.00 el proceso es inaceptable

107
Corto y largo plazos Corto plazo: Largo Plazo
Es un periodo corto de tiempo en el cual no hay cambios significativos en el proceso en relación a las 6M’s (personal, materiales, métodos, medio ambiente, mediciones, máquinas) Largo Plazo Es el periodo de tiempo en el cual ya han ocurrido todos los cambios posibles en el proceso, se trata de información histórica Usar 25 a 30 subgrupos con carta X-R
 Largo Plazo. Es el periodo de tiempo en el cual ya han ocurrido todos los cambios posibles en el proceso, se trata de información histórica. Usar 25 a 30 subgrupos con carta X-R.")
108
6. Capacidad de proceso por atributos
Para cartas p, es el promedio de la fracción no conforme del proceso p. Si se desea la proporción que cumple especs. usar 1-p. Para cartas np, también se usa la p promedio con 25 o más periodos en control Para cartas c, es el número promedio de no conformidades o defectos, c Para cartas u, es el número promedio de no conformidades por unidad, u, en muestras

Presentaciones similares








 I Ciclo 2010 ESTADISTICA Profesor: Ing. Pavel González Reyes.>")










