Descargar la presentación
La descarga está en progreso. Por favor, espere

1
SERGIO RAMIREZ PIMIENTO CARLOS ALVAREZ PINILLA
SELECCIÓN DE BURILES SERGIO RAMIREZ PIMIENTO CARLOS ALVAREZ PINILLA

3
BURIL Se denomina buril a una herramienta manual de corte o marcado formada por una barra de acero templado terminada en una punta con un mango en forma de pomo que sirve fundamentalmente para cortar, marcar, ranurar o desbastar material en frío mediante el golpe con un martillo adecuado, o mediante presión con la palma de la mano. También se utilizó en las primeras formas de escritura.

4
PROBLEMA: Se desea mecanizar un eje mediante la operación de cilindrado en un torno. Las operaciones son: desbaste medio y acabado. Datos suministrados: Material de la pieza: acero baja aleación (CMC N°02.2; DIN 36 CrNiMo4) Dureza: 40 Rockwell C Acabado superficial: Ra=0,6 Seleccionar: La geometría de la plaquita (forma, tamaño, ángulo). Material Porta plaquita Parámetros de corte (avance y la velocidad de corte)
 Dureza: 40 Rockwell C Acabado superficial: Ra=0,6 Seleccionar: La geometría de la plaquita (forma, tamaño, ángulo). Material Porta plaquita Parámetros de corte (avance y la velocidad de corte)")
5
RUGOSIDAD ARITMETICA (Ra)
Considera la rugosidad microscópica que presenta el material y la Ra permite calcular un valor aproximado de dicha rugosidad.

6
TABLA DE RUGOSIDAD El grafico muestra la conversión aproximada entre diferentes sistemas de medidas. Para usar esta tabla se debe buscar el valor de Rt con el radio de punta y el avance Ra=0,6 Superacabado Grado de rugosidad N5 Rt= 2,88 m RMS= 0,664 m Rt=Rmax : profundidad del perfil en mm

7
GUÍA DE SELECCIÓN DE HERRAMIENTA PARA TORNEAR
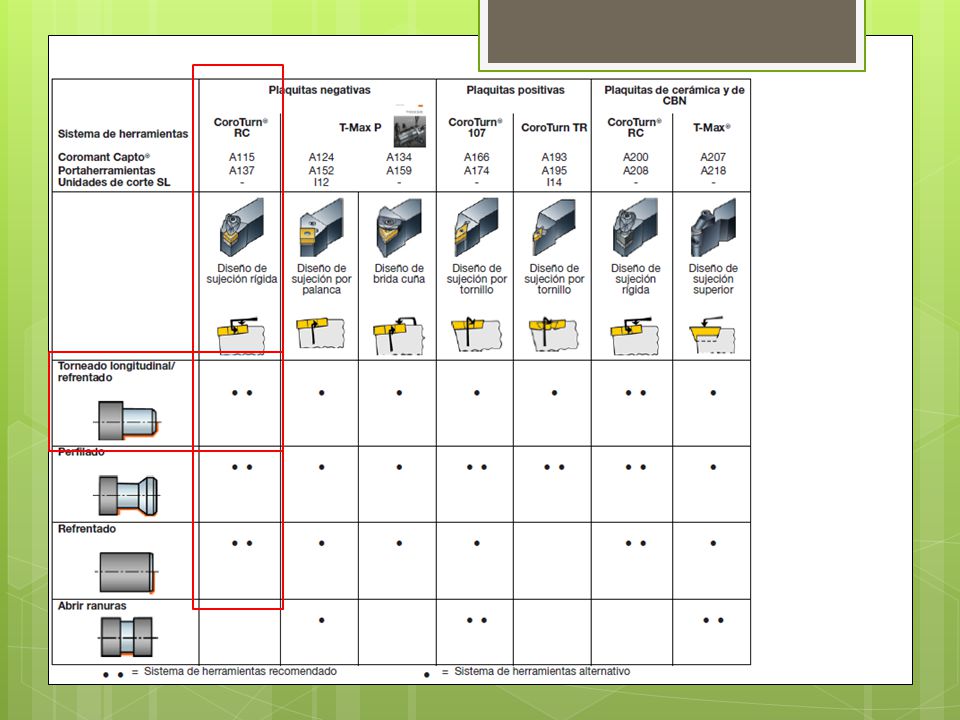
Procedimiento según el catalogo SANDVIK Alternativas de herramienta. Determinación del material. Identifique su operación, el sistema de herramientas y el sistema de sujeción. Selección del tipo de plaquita. Definición de los parámetros de Corte.

8
ALTERNATIVAS DE HERRAMIENTA
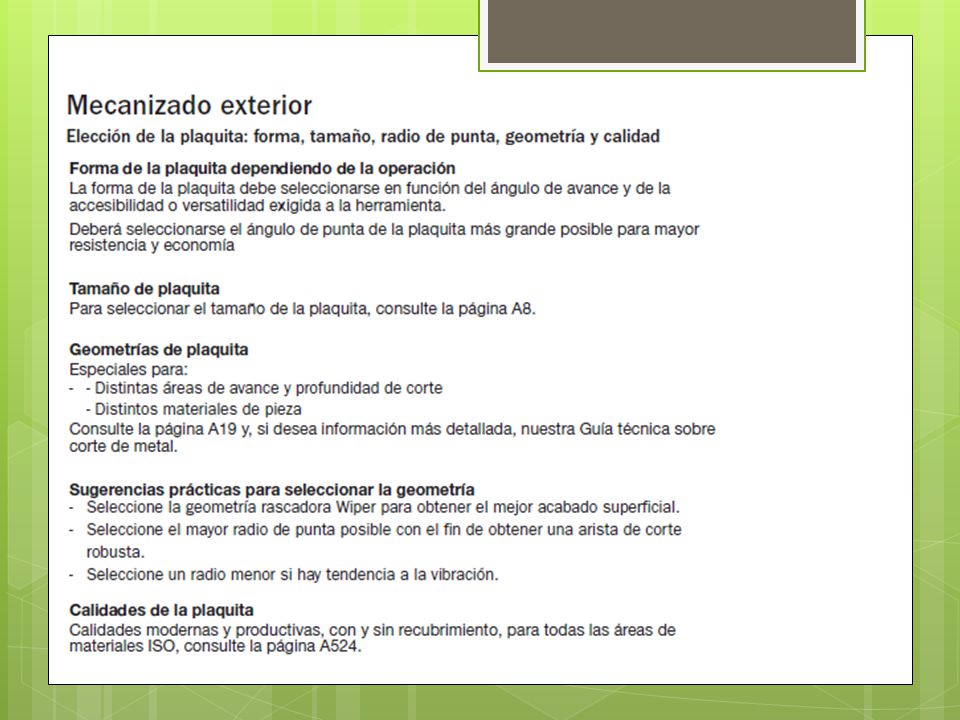
MECANIZADO EXTERIOR

11
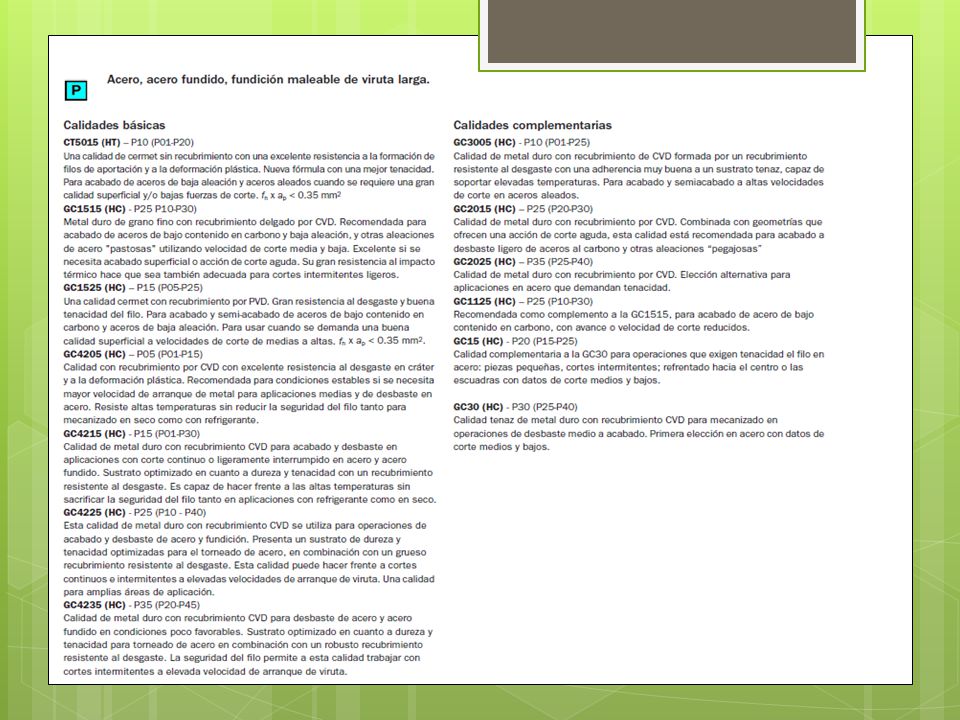
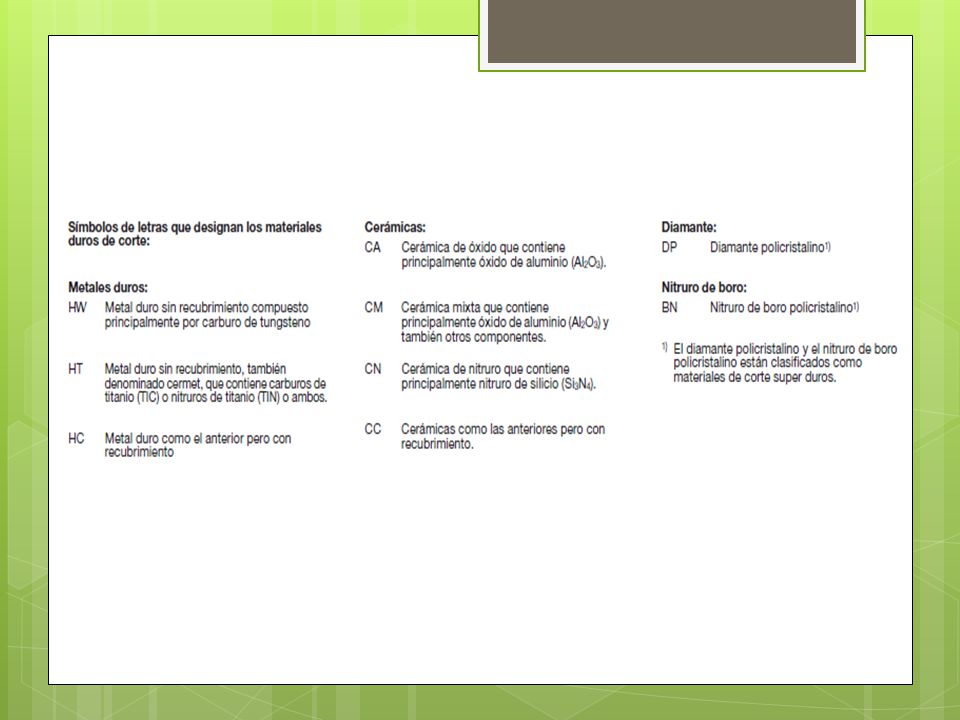
2. DETERMINACION DEL MATERIAL
Equivalencia de materiales

12
PROPIEDADES DEL MATERIAL

19
GEOMETRIA DEL ROMPEVIRUTA

20
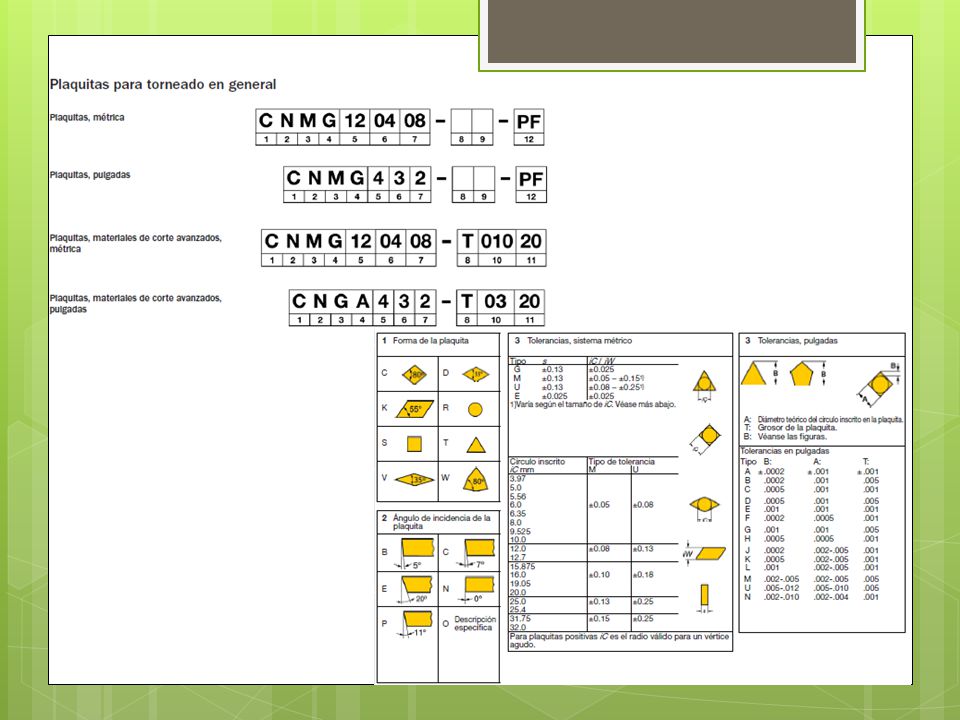
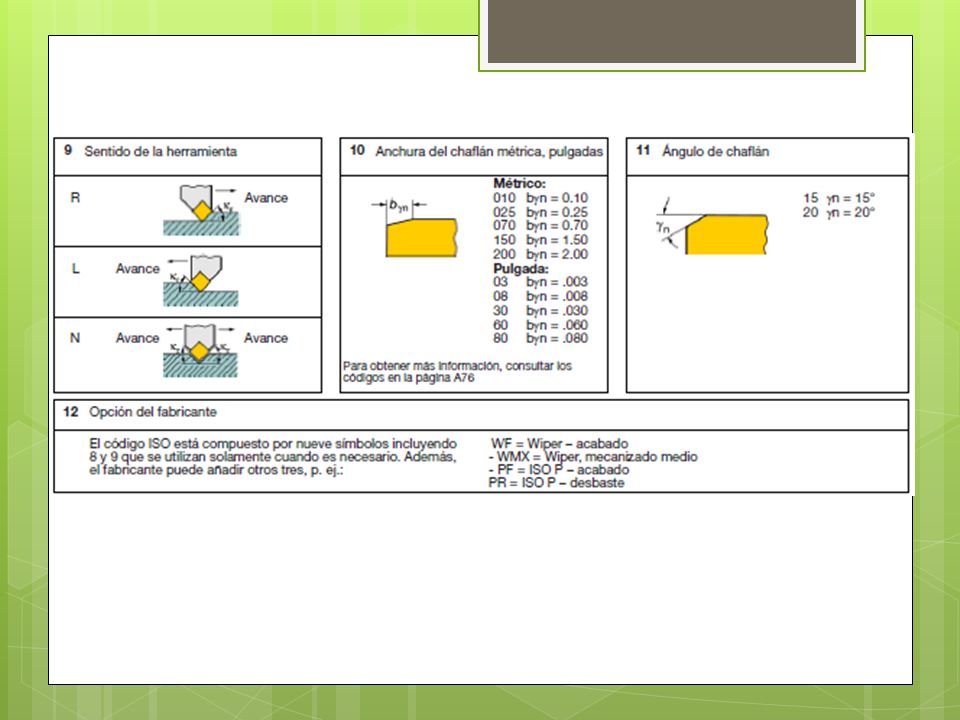
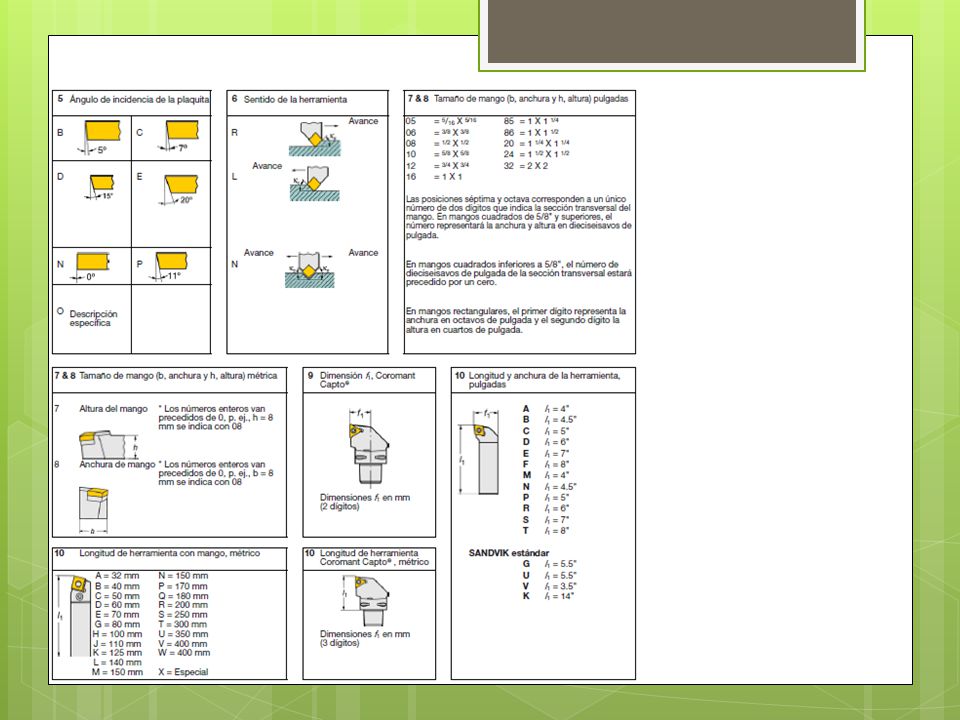
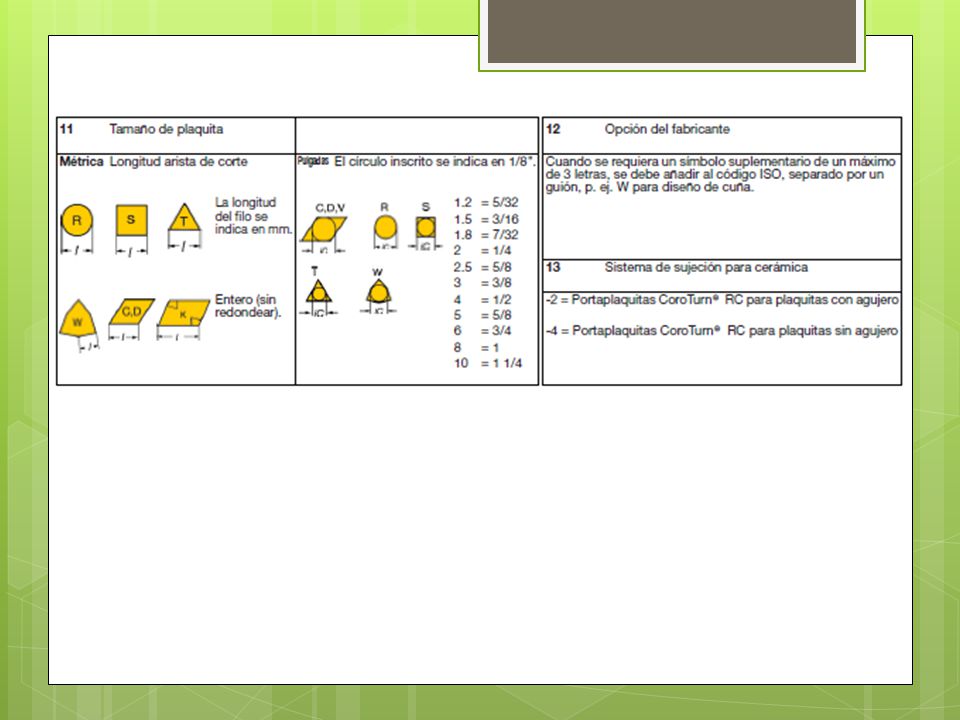
Código de porta plaquitas

24
Selección porta plaquita

27
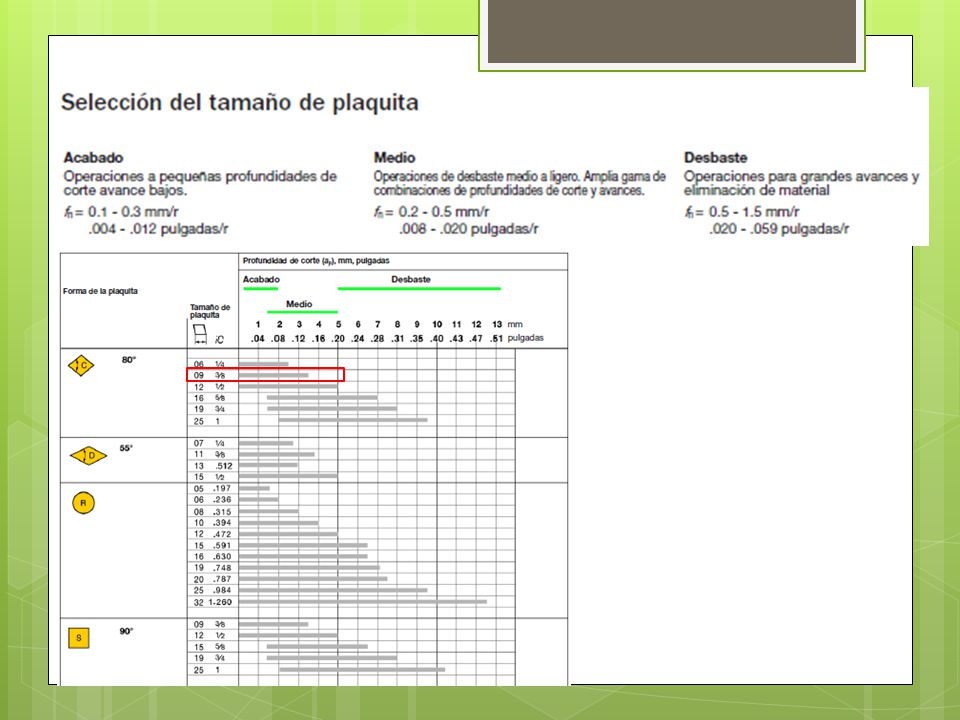
5. Definición de los parámetros de Corte Operación Cilindrado Normal
Profundidad de corte y avance [mm]

28
Velocidad de corte [mm]
![Velocidad de corte [mm]](http://slideplayer.es/slide/3133480/11/images/28/Velocidad+de+corte+%5Bmm%5D.jpg "Velocidad de corte [mm]")
29
ATAJO PARA LA SELECCIÓN SEGÚN SANDVIK
PARAMETROS DE SELECCIÓN VER PROCEDIMIENTO SELECCIÓN GUIA CATALOGO SANDVIK (2012) DETALLES Procedimiento de selección SANDVICK Procedimiento de selección 2012 PAG A-2 Según catalogo sandvik 2012 1. Alternativas de herramienta Seleccionar de tipo de herramienta según sujecion Sujeción COROTURN RC 2012 A-4 Primera eleccón para cilindrado exterior 2. Determinación del tipo de material Propiedades del material Propiedades de material AISI/SAE 9840 mat web Propiedades del acero a mecanizar Equivalencia a Coromant Equivalencia de materiales DIN 36CrNiMo4= AISI/SAE 9840 CLASIFICACION DE MAT. COROMANT Equivalencia del acero a mecanizar 3. Identifique su operación, el sistema de herramientas y el sistemade sujeción Definir tipo de operación Tipo de operación COROTURN 2012 A-4 Sujecion de la plaquita Definir sistema de herramienta Sistema de herramienta Sistema plaquita-portaplaquita 4. Selección del tipo de plaquita Código plaquitas para torneado Código plaquita 2012 A-16, A-17 Clave para hacer pedidos Codigo portaplaquitas para torneado Codigo portaplaquitas 2012 A-112, A-113 Geometría Plaquita Seleccion plaquita 2012 A-8, A-21, A-22 Geometría Porta plaquita Seleccion portaplaquita 2012 A-137 5. Definición de los parámetros de Corte Operación Cilindrado Normal Profundidad de Corte [mm] Profundidad de corte 2012 A-500 Profundidad en desbaste Velocidad de corte [m/min] velocidad de corte 2012 A-517, A-516 Determinación velocidad corte Avance [mm/min] avance de corte Avance de la mesa desbaste
 DETALLES. Procedimiento de selección SANDVICK. Procedimiento de selección PAG A-2. Según catalogo sandvik Alternativas de herramienta. Seleccionar de tipo de herramienta según sujecion. Sujeción. COROTURN RC A-4. Primera eleccón para cilindrado exterior. 2. Determinación del tipo de material. Propiedades del material. Propiedades de material. AISI/SAE mat web. Propiedades del acero a mecanizar. Equivalencia a Coromant. Equivalencia de materiales. DIN 36CrNiMo4= AISI/SAE CLASIFICACION DE MAT. COROMANT. Equivalencia del acero a mecanizar. 3. Identifique su operación, el sistema de herramientas y el sistemade sujeción. Definir tipo de operación. Tipo de operación. COROTURN A-4. Sujecion de la plaquita. Definir sistema de herramienta. Sistema de herramienta. Sistema plaquita-portaplaquita. 4. Selección del tipo de plaquita. Código plaquitas para torneado. Código plaquita A-16, A-17. Clave para hacer pedidos. Codigo portaplaquitas para torneado. Codigo portaplaquitas A-112, A-113. Geometría Plaquita. Seleccion plaquita A-8, A-21, A-22. Geometría Porta plaquita. Seleccion portaplaquita A Definición de los parámetros de Corte. Operación Cilindrado Normal. Profundidad de Corte [mm] Profundidad de corte A-500. Profundidad en desbaste. Velocidad de corte [m/min] velocidad de corte A-517, A-516. Determinación velocidad corte. Avance [mm/min] avance de corte. Avance de la mesa desbaste.")
30
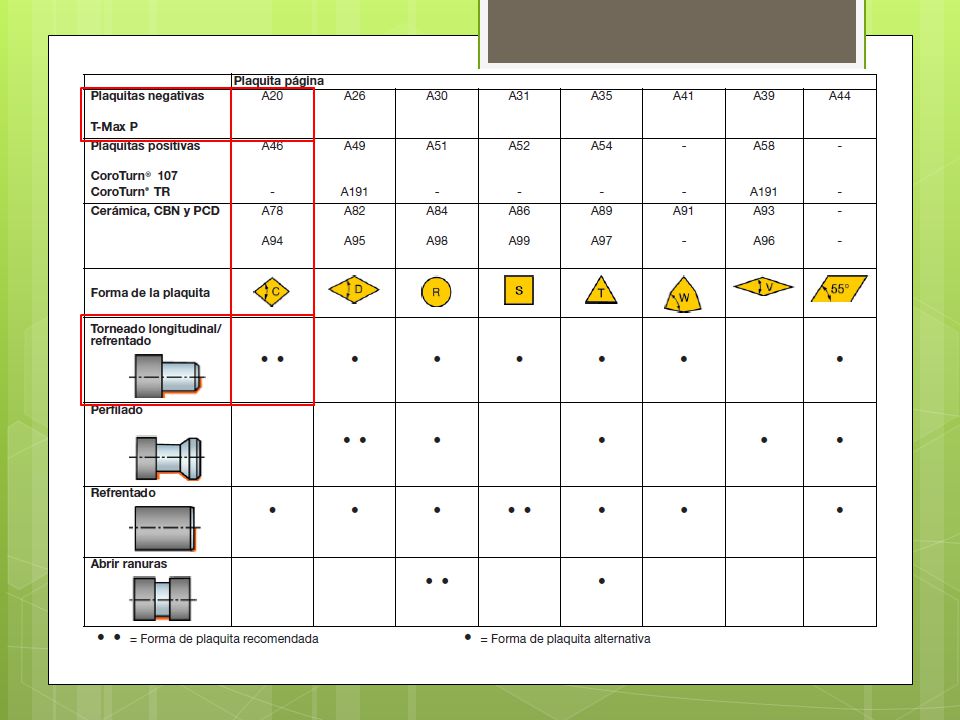
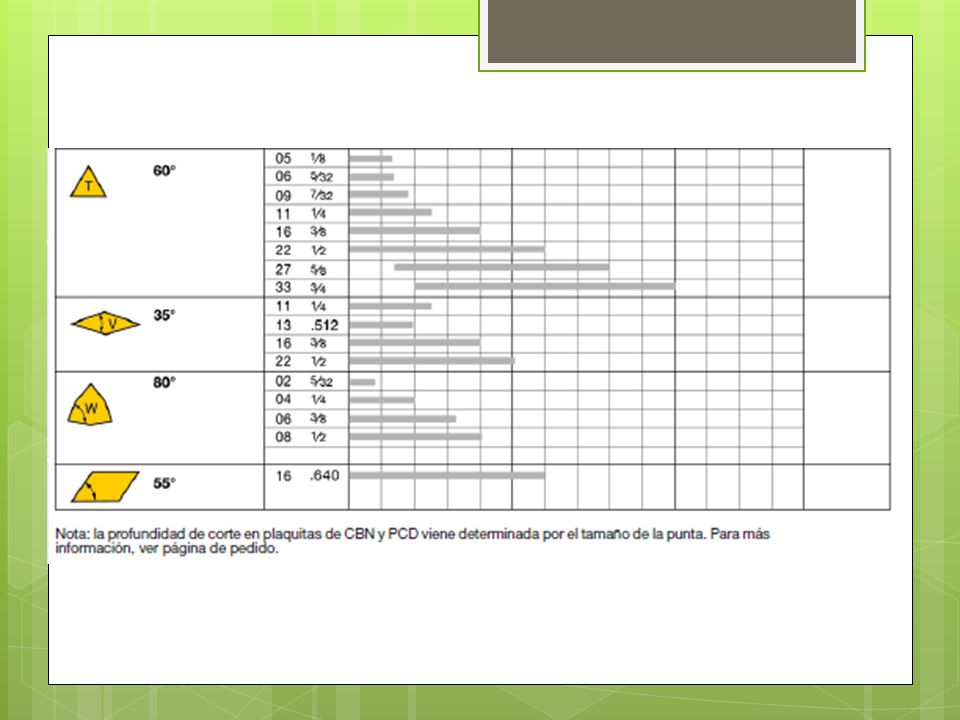
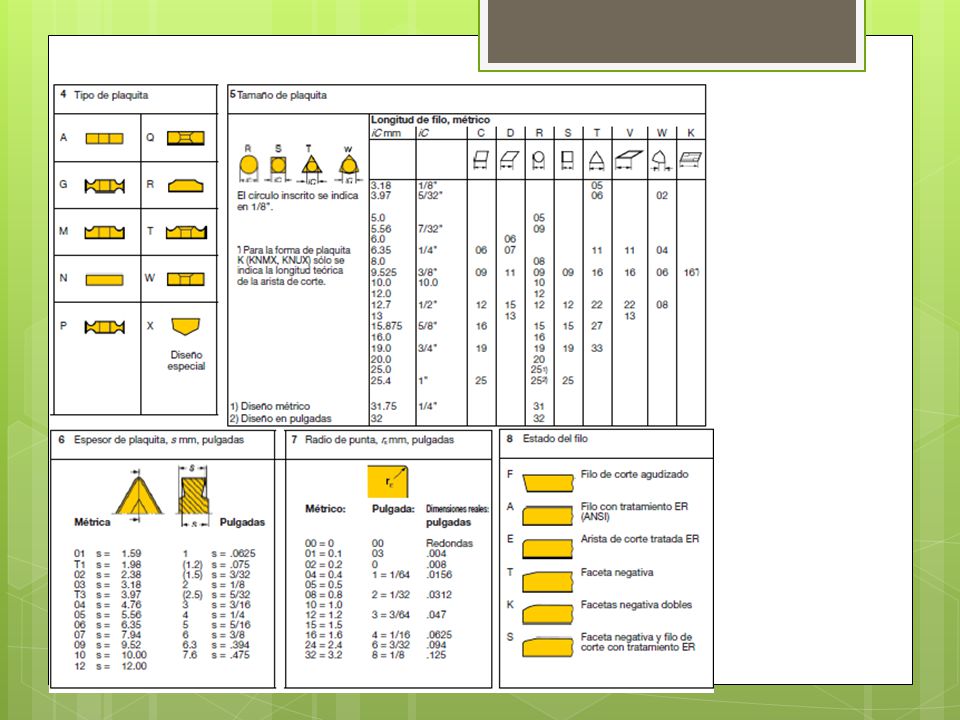
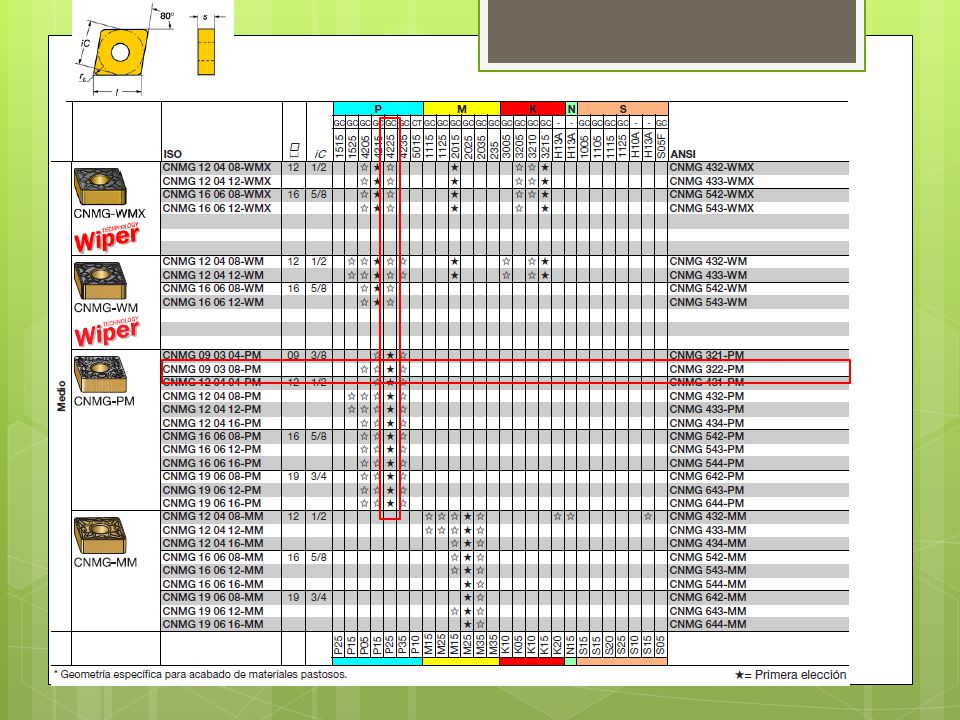
SELECCIÓN FINAL FORMA DE PLAQUITA C (ROMBICA 80°) ANGULO DE INCIDENCIA
TAMAÑO DE PLAQUITA O9 PLAQUITA CNMG PM PORTAPLAQUITA DCLNR/L K O9 TIPO DE PORTAPLAQUITA L (95°) TIPO DE SUJECION D (RIGIDA) PROFUNDIDAD DE CORTE 2 mm AVANCE DE CORTE 0,3 mm VELOCIDAD DE CORTE 170 m/min
 TIPO DE SUJECION. D (RIGIDA) PROFUNDIDAD DE CORTE. 2 mm. AVANCE DE CORTE. 0,3 mm. VELOCIDAD DE CORTE. 170 m/min.")
Presentaciones similares