Descargar la presentación
La descarga está en progreso. Por favor, espere

2
FUNDAMENTOS DE SOLDADURA

4
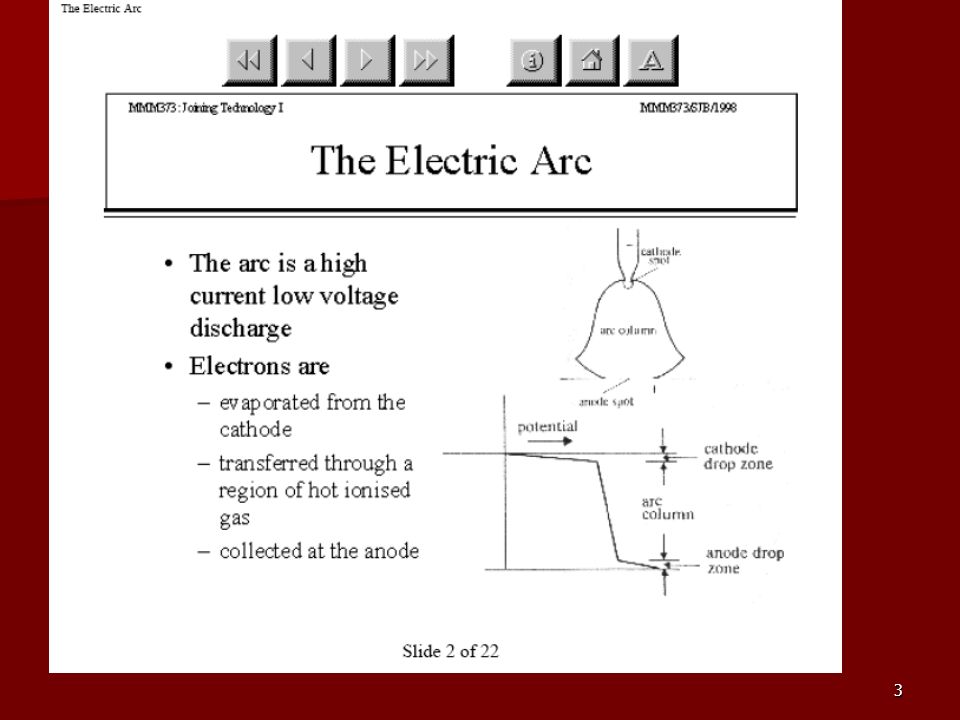
EL ARCO ELECTRICO El arco eléctrico es una descarga de alta corriente y bajo voltaje Los electrones son; - evaporados desde el cátodo - transferidos a través de una región caliente de gases ionizados - recibidos en el ánodo

6
PARTES DEL ARCO ELECTRICO
Zona del cátodo - parte negativa del electrodo donde son generados los electrones Zona de caída de potencial del cátodo – región gaseosa próxima al cátodo en la cual ocurre una notoria caída de potencial (electrones acelerados) Columna del arco – zona del arco con alto brillo y alta temperatura (plasma) Zona de caída de potencial del ánodo – gas próximo al ánodo donde ocurre una caída adicional de potencial. Zona del ánodo – zona donde los electrones son absorbidos.
 Columna del arco – zona del arco con alto brillo y alta temperatura (plasma) Zona de caída de potencial del ánodo – gas próximo al ánodo donde ocurre una caída adicional de potencial. Zona del ánodo – zona donde los electrones son absorbidos.")
8
FLUJO DE CORRIENTE EN EL ARCO ELECTRICO
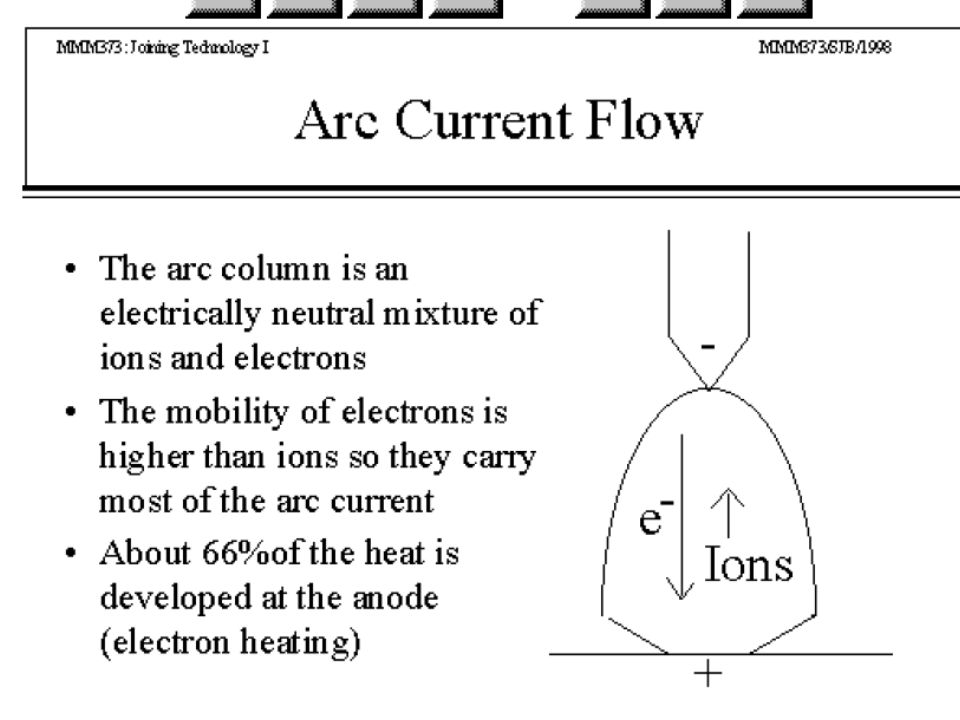
La columna del arco es eléctricamente una mezcla neutra de iones y electrones La movilidad de electrones es mayor que la de iones de tal manera que ellos llevan la mayor parte de corriente del arco. Aproximadamente 66 % del calor es desarrollado en el ánodo (calentamiento de electrones)
")
10
FACTORES QUE AFECTAN AL ARCO
Un arco eléctrico entre un alambre metálico sin recubrimiento y una superficie metálica, es inestable y deambula en todo el lago de metal fundido- necesita ser estabilizado - El fundente proporciona los gases que estabilizan el arco El arco no puede ser mantenido con voltajes menores a aprox. 14 V y sobre 45 V se torna inestable. - Es necesario usar alimentación eléctrica especialmente diseñada para soldar (máquina para soldar) Campos magnéticos – Pueden ser generados fuerzas de Lorentz, las cuales mueven al arco por corrientes inducidas en el metal base – soplo (dobladura) de arco.
 Campos magnéticos – Pueden ser generados fuerzas de Lorentz, las cuales mueven al arco por corrientes inducidas en el metal base – soplo (dobladura) de arco.")
12
CAMPOS MAGNETICOS Los campos magnéticos pueden mover un arco eléctrico debido a que este es un flujo de electrones - campos paralelos al metal base pueden ser generados por flujo de corriente de retorno del electrodo - fuerzas Lorentz generadas por éstos campos jalarán al arco hacia los lados - este efecto puede ser reducido, posicionando cuidadosamente la grapa de tierra. Campos magnéticos pueden ser aplicados deliberadamente para controlar el arco

14
ENERGÍA DEL ARCO Generalmente es expresado en kJ/mm
La caída de voltaje depende del tipo de gas protector empleado (hidrógeno mayor que CO2) A medida que la longitud de arco se incrementa, el voltaje del arco se incrementa, pero un incremento en la resistencia significa una caída de corriente del arco. Grandes longitudes de arco son difíciles de controlar y de mantener.
 A medida que la longitud de arco se incrementa, el voltaje del arco se incrementa, pero un incremento en la resistencia significa una caída de corriente del arco. Grandes longitudes de arco son difíciles de controlar y de mantener.")
16
TRANSFERENCIA DE METAL
El metal será transferido del electrodo al metal base si este es positivo, negativo o de potencial alternativo. - La transferencia de metal, puede actuar en contra de la gravedad. - La tensión superficial* es muy importante en la posición de soldadura, sobre cabeza*. Las fuerzas que causan la transferencia son; el peso, las fuerzas de Lorentz, la alimentación de gas, las fuerzas magneto-dinámicas, la tensión superficial. El metal es transferido en forma de gotas, el tamaño de las cuales, depende de la corriente del arco y el tipo de recubrimiento del electrodo.

18
MECANISMO DE TRANSFERENCIA
Transferencia por caída libre - Transferencia globular (caída) – arco eléctrico de baja corriente - Spray – corriente de arco intermedio o alto - Explosivo – corriente de arco muy alto Transferencia por corto circuito – longitud de arco pequeño, electrodos revestidos No todas las gotas proyectadas desde el electrodo llegan al lago de metal fundido – algunos son desviados causando chisporroteo
 – arco eléctrico de baja corriente. - Spray – corriente de arco intermedio o alto. - Explosivo – corriente de arco muy alto. Transferencia por corto circuito – longitud de arco pequeño, electrodos revestidos. No todas las gotas proyectadas desde el electrodo llegan al lago de metal fundido – algunos son desviados causando chisporroteo.")
20
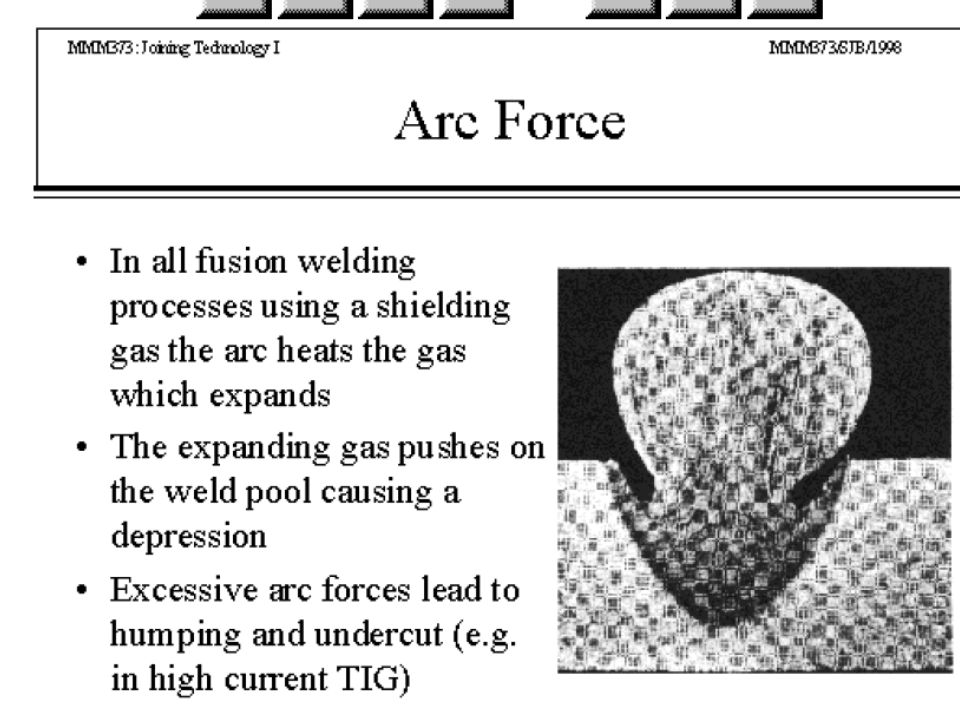
FUERZA DEL ARCO En todos los procesos de soldadura por fusión que usan gas protector, el arco calienta el gas el cual se expande El gas expandido empuja al lago de metal fundido causando una depresión Una excesiva fuerza del arco, tiende a producir mordeduras (por ejemplo TIG con corriente alta)
")
22
EL LAGO DE METAL FUNDIDO
El flujo en el lago de metal fundido promueve una composición uniforme El metal líquido fluye rápidamente por debajo y alrededor de la depresión producida por el arco (cráter) - hacia atrás a lo largo de la interfase sólido-líquido - hacia delante en la superficie - realzado por el movimiento hacia delante del arco
 - hacia atrás a lo largo de la interfase sólido-líquido. - hacia delante en la superficie. - realzado por el movimiento hacia delante del arco.")
24
FACTORES QUE AFECTAN AL FLUJO DEL LAGO DE METAL FUNDIDO
Fuerza del arco – afecta al tamaño de la depresión Fuerzas electromagnéticas Gradientes de tensión superficial – materiales mas calientes tienen tensiones superficiales menores de tal manera que el material se mueve a regiones más frías Fuerzas de fricción con el arco Fuerzas de flotabilidad- material mas frío tiende a precipitar.

26
LAGO DE METAL FUNDIDO Y EL MEDIO AMBIENTE
Se pueden llevar a cabo varias reacciones en el metal líquido - soluciones gaseosas - reacciones gas-metal - evolución de gases - reacción con la escoria o fundente >> usualmente en la soldadura de acero Las reacciones del gas son usualmente desfavorables si no se usa un gas inerte

28
Soluciones de gas La mayoría de los metales disuelven hidrógeno, oxígeno y nitrógeno - La solubilidad se incrementa con la temperatura - Los cambios de fase dirigen a cambios en la solubilidad Los gases desarrollan durante el enfriamiento

30
Gases disueltos El hidrogeno – se mantiene en solución pero puede precipitar durante el enfriamiento El oxígeno – puede reaccionar con el metal base para formar inclusiones de óxidos - elementos de aleación en el acero pueden ser usados para desoxidar ( Mn, Si, Ti) - la precipitación se incrementa cuando la temperatura disminuye El nitrógeno – puede ser disuelto en algunos metales (aluminio) y puede formar precipitados (AlN)
 - la precipitación se incrementa cuando la temperatura disminuye. El nitrógeno – puede ser disuelto en algunos metales (aluminio) y puede formar precipitados (AlN)")
32
Efectos de los gases disueltos
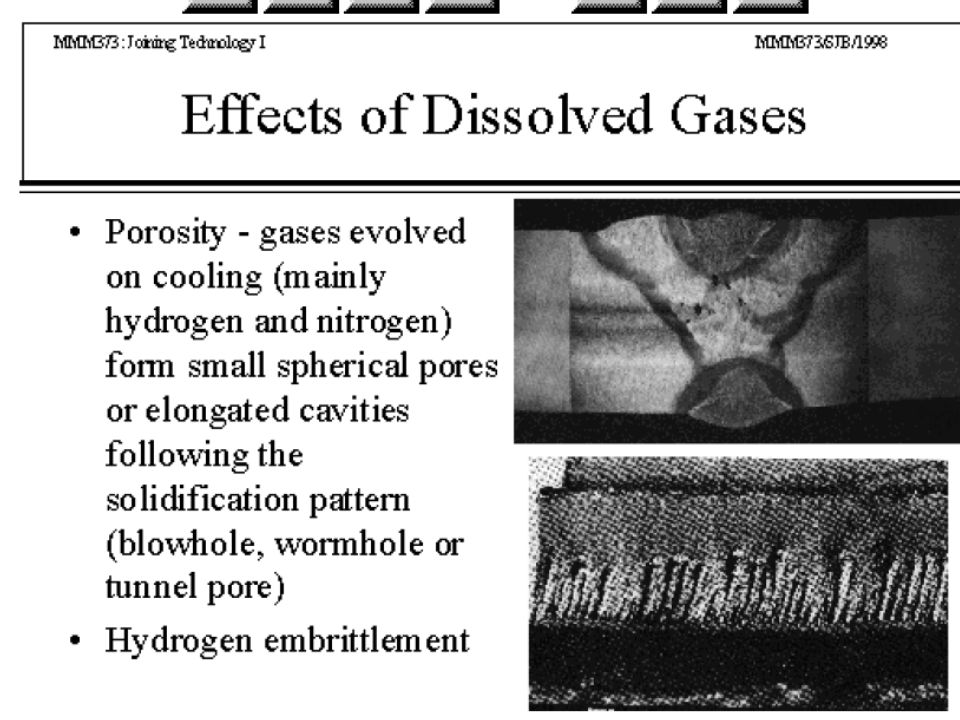
Porosidad – gases formados durante el enfriamiento (principalmente hidrogeno y nitrógeno) forman pequeños poros esféricos o cavidades elongadas que siguen la dirección de solidificación (orificios; en sentido de salida de gases, en forma de gusano, en forma de túnel) Fragilidad por hidrógeno
 forman pequeños poros esféricos o cavidades elongadas que siguen la dirección de solidificación (orificios; en sentido de salida de gases, en forma de gusano, en forma de túnel) Fragilidad por hidrógeno.")
34
Fragilidad por hidrogeno
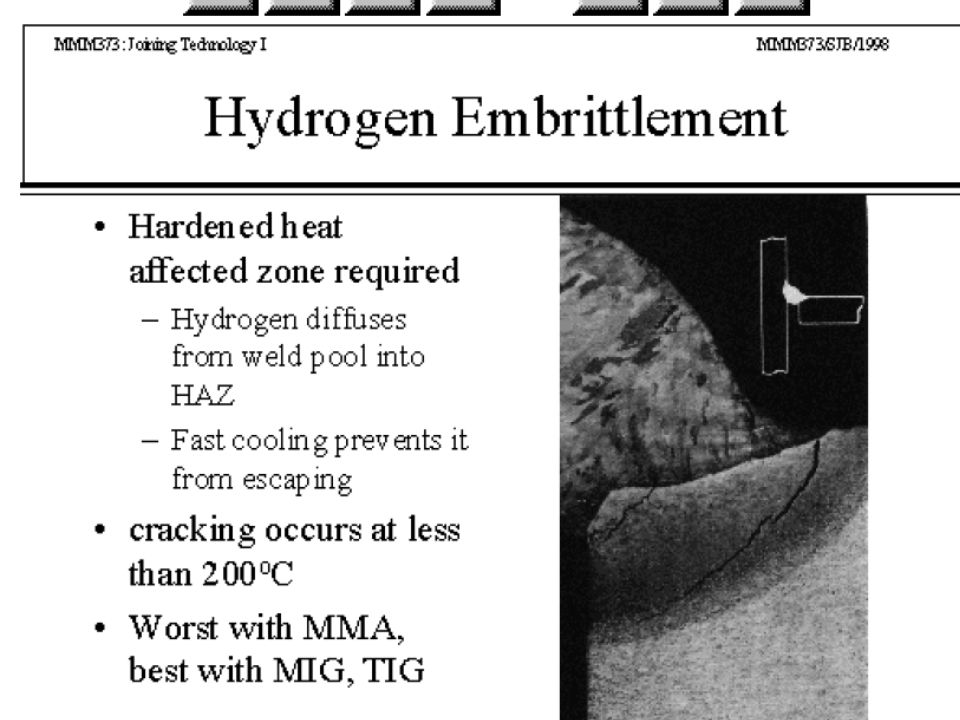
El endurecimiento de la zona afectada por el calor requiere - la difusión de hidrógeno del lago de metal fundido hacia el HAZ (Heat affected Zone) - el rápido enfriamiento no permite que escape hidrógeno La fractura ocurre por lo menos a 200 ºC Peor en SMAW, mejor con MIG, TIG.
 - el rápido enfriamiento no permite que escape hidrógeno. La fractura ocurre por lo menos a 200 ºC. Peor en SMAW, mejor con MIG, TIG.")
37
Fundentes para electrodos SMAW
Funciones del fundente (revestimiento del electrodo) - estabilizar el arco y facilitar el encendido - proveer la protección gaseosa - proveer la escoria, el cual protege el lago de metal fundido - proveer elementos de aleación extra al lago de metal Tipos principales - celulósico – producen un alto volumen de gas, rápida soldadura pero alto nivel de hidrógeno - básico (carbonato de cálcio) – producen protección de CO2 y una escoria básica con bajo hidrógeno y debe ser mantenido seco. - rutilico – mezcla de TiO2, minerales hidratados y celulosa, alto contenido de hidrógeno.
 - estabilizar el arco y facilitar el encendido. - proveer la protección gaseosa. - proveer la escoria, el cual protege el lago de metal fundido. - proveer elementos de aleación extra al lago de metal. Tipos principales. - celulósico – producen un alto volumen de gas, rápida soldadura pero alto nivel de hidrógeno. - básico (carbonato de cálcio) – producen protección de CO2 y una escoria básica con bajo hidrógeno y debe ser mantenido seco. - rutilico – mezcla de TiO2, minerales hidratados y celulosa, alto contenido de hidrógeno.")
39
Solidificación del lago de metal
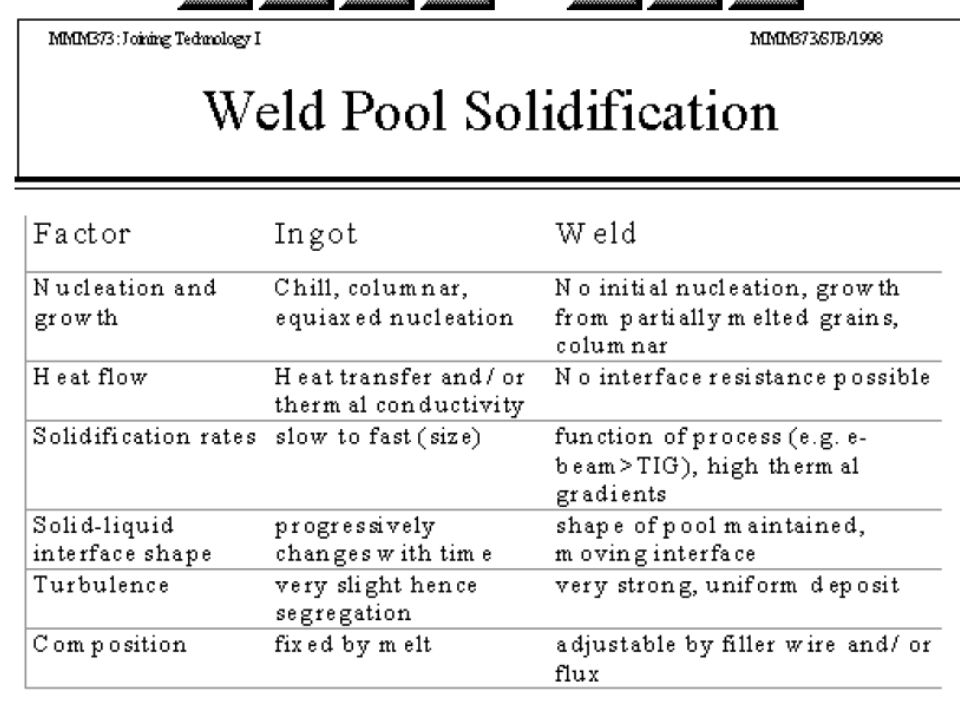
FACTOR LINGOTE SOLDADURA Nucleación y crecimiento Enfriamiento, columnar nucleación equiaxial No se produce nucleación inicial, crece de granos parcialmente fundidos, columnar. Flujo de calor Transferencia de calor y/o conductividad térmica No hay resistencia a la interfase Tasa de solidificación Lenta a rápida (tamaño) En función del proceso (esto es; haz de electrones, TIG), altos gradientes térmicos
 En función del proceso (esto es; haz de electrones, TIG), altos gradientes térmicos.")
40
Solidificación del lago de metal
FACTOR LINGOTE SOLDADURA Forma de la interfase Solido-liquido Cambia progresivamente con el tiempo Se mantiene la forma del lago de metal fundido, con interfase movible Turbulencia Segregación muy suave Muy fuerte, deposito uniforme Composición Fijada por la fusión Ajustable a través del alambre de aporte y/o fundente

42
Solidificación del lago de metal
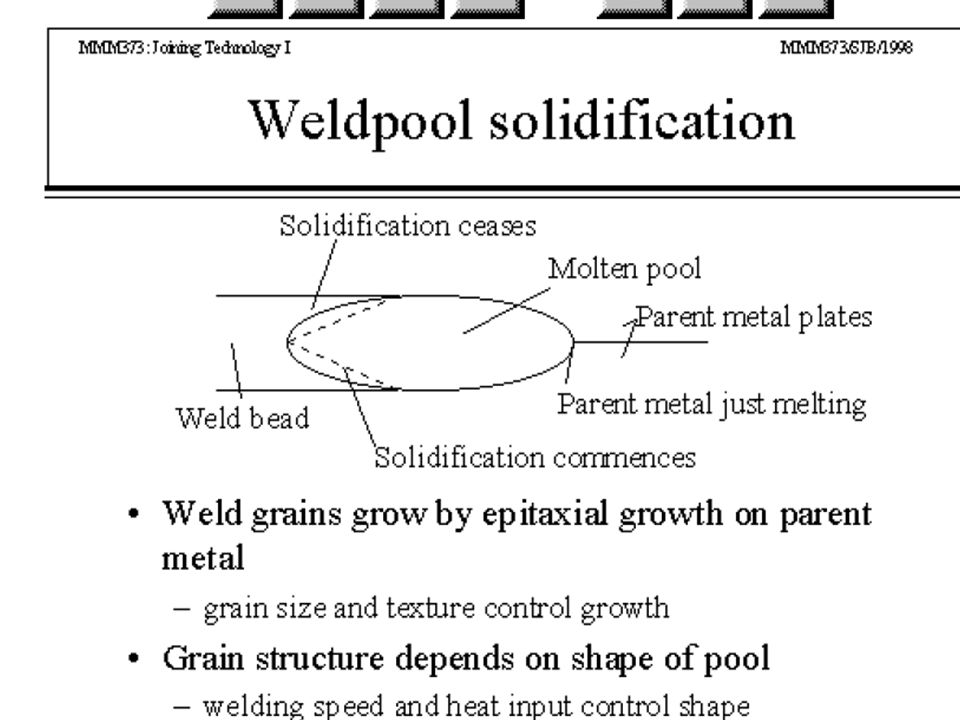
Los granos en la soldadura crecen por crecimiento epitaxial en el metal base - el tamaño de grano y textura controla el crecimiento La estructura del grano depende de la forma del lago - la velocidad de soldadura y la alimentación de calor controla la forma

44
FORMA DEL LAGO DE METAL FUNDIDO
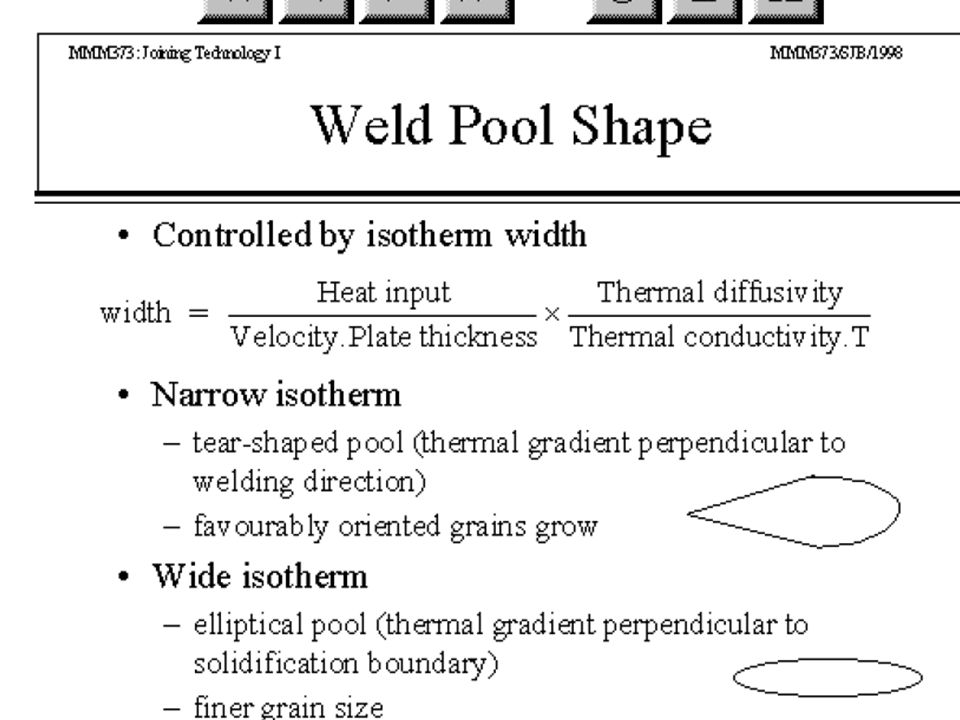
Es controlado por el ancho de isoterma Isoterma angosta - lago de forma de una lagrima (gradiente térmico perpendicular a la dirección de soldadura) - crecimiento de granos orientados favorablemente Isoterma ancha - lago de metal elíptico (gradiente térmico perpendicular a la envoltura de solidificación) - tamaño de granos finos
 - crecimiento de granos orientados favorablemente. Isoterma ancha. - lago de metal elíptico (gradiente térmico perpendicular a la envoltura de solidificación) - tamaño de granos finos.")
Presentaciones similares











>")
>")










 Proceso de Hall - Heroult (a partir de alúmina): consiste en la electrólisis.>")