Descargar la presentación
La descarga está en progreso. Por favor, espere

1
INSTITUTO TECNOLÓGICO DE CHIHUAHUA
ADMINISTRACIÓN DE LA CALIDAD HERRAMIENTAS DE LA MANUFACTURA ESBELTA Maritza Ruiz Chacón

2
SINCRONIZACIÓN ENTRE EL TIEMPO DE CICLO Y EL TAKT TIME
HERRAMIENTAS DE LA MANUFACTURA ESBELTA SINCRONIZACIÓN ENTRE EL TIEMPO DE CICLO Y EL TAKT TIME

3
Tiempo de ciclo y takt time
El Tiempo del Ciclo es la cantidad total de tiempo que se requiere para completar el proceso. Esto no sólo incluye la cantidad de tiempo que se requiere para realizar el trabajo, sino también el tiempo que se dedica a trasladar documentos, esperar, almacenar, revisar y repetir el trabajo. El tiempo del ciclo es un aspecto fundamental en todos los procesos críticos de la empresa.

4
Tiempo Takt es el ritmo de la demanda del cliente: el tiempo de producción disponible dividido por la proporción de la demanda del cliente. “TAKT” es una palabra en alemán que significa “ritmo”. Entonces, esto quiere decir que el takt time marca el ritmo de lo que el cliente esta demandando, al cual la compañía requiere producir su producto con el fin de satisfacerlo. Producir con el takt time significa que los ritmos de producción y de ventas están sincronizados, que es una de las metas de Lean Manufacturing.

5
Sincronización entre el tiempo de ciclo y el takt time
La sincronización entre el tiempo ciclo y el tiempo takt se utiliza con el fin de eliminar el desperdicio en tiempos de espera, transportes innecesarios, exceso de inventario y para acelerar y agilizar la producción. El no sincronizar o regular los tiempos, conlleva retrasos en los plazos de entrega y como consecuencia, cancelación de pedidos. Por otro lado, si el producto se fabrica con demasiada anticipación, pueden formarse montañas de inventario. La sincronización entre el tiempo ciclo y el tiempo takt es el pilar principal del sistema Just In Time.

6
Trabajando con el takt time
Producir en tiempo takt requiere de un gran esfuerzo de concentración para: • Proporcionar una rápida respuesta a los problemas. • Eliminar causas del tiempo perdido. • Eliminar tiempo en cambios de modelo y procesos de tipo ensamble.

7
Puntos clave para tomar en cuenta para el takt time
Proveer rápida respuesta (dentro del takt time) a los problemas que se presentan en las áreas de producción y apoyo. Eliminar las causas de los tiempos muertos o fallas no programadas. El takt time es un rango de tiempo o ritmo en el cual una compañía debe producir sus productos para satisfacer la demanda del cliente.
 a los problemas que se presentan en las áreas de producción y apoyo. Eliminar las causas de los tiempos muertos o fallas no programadas. El takt time es un rango de tiempo o ritmo en el cual una compañía debe producir sus productos para satisfacer la demanda del cliente.")
8
El takt time mantiene un paso regular y predecible que forma parte del trabajo estandarizado.
Debe ser calculado antes que las actividades puedan ser planeadas. Cada vez que el takt time cambie, las actividades del personal deben cambiar, así como probablemente la distribución de las células de trabajo. En caso de que el volumen aumente o disminuya, el tak time debe ser ajustado para que la demanda y la producción estén sincronizadas. Si la demanda disminuye, el takt time aumenta, y si la demanda aumenta, el takt time disminuye.

9
Trabajo estandarizado y smooth flow production en relación al tiempo de ciclo y el takt time
El trabajo estandarizado se vale de un elemento crucial, el Takt Time, si se produce más que el Takt establecido, se generará un excedente (sobreproducción) lo cual es uno de los desperdicios menos convenientes, y si se produce menos, entonces habrá una escasez. Este tiempo “patrón” es una cifra teórica que permita saber cuánto tiempo se requiere para producir una pieza o una unidad en cada proceso o fase del mismo. El “tiempo ciclo” por otra parte, es el tiempo (mayor o menor) en el que realmente se están realizando las tareas; seguramente debido a anormalidades en el puesto de trabajo o en la ejecución de las mismas. Cuando esto ocurre, entonces se generan oportunidades para corregir lo que resulte necesario y llevar el tiempo ciclo al tiempo patrón o Takt.
 lo cual es uno de los desperdicios menos convenientes, y si se produce menos, entonces habrá una escasez. Este tiempo patrón es una cifra teórica que permita saber cuánto tiempo se requiere para producir una pieza o una unidad en cada proceso o fase del mismo. El tiempo ciclo por otra parte, es el tiempo (mayor o menor) en el que realmente se están realizando las tareas; seguramente debido a anormalidades en el puesto de trabajo o en la ejecución de las mismas. Cuando esto ocurre, entonces se generan oportunidades para corregir lo que resulte necesario y llevar el tiempo ciclo al tiempo patrón o Takt.")
10
Smooth flow production
Una vez determinado el tiempo Takt o patrón, entonces hay que dedicar los esfuerzos al logro de la máxima eficiencia en términos de Calidad, seguridad y costos. Que el “trabajo” fluya suavemente (smooth flow) es lo que se llama trabajo estandarizado, y de una manera tal, que pareciera que nada está ocurriendo en el proceso, cuando en realidad todo está tan bien que no se nota “la ocurrencia del trabajo”. Algunas veces y de acuerdo a la demanda, el tiempo patrón cambia a uno más corto que el anterior tiempo ciclo. Ello quiere decir que cada paso o etapa del proceso debe moverse rítmicamente en función de los nuevos valores, y por ende; significa que los operarios junto con sus líderes redoblan los esfuerzos para sincronizar todo, incluyendo modificaciones substanciales hasta en el “layout” de planta o de la línea particular, si esto fuere necesario.
 es lo que se llama trabajo estandarizado, y de una manera tal, que pareciera que nada está ocurriendo en el proceso, cuando en realidad todo está tan bien que no se nota la ocurrencia del trabajo . Algunas veces y de acuerdo a la demanda, el tiempo patrón cambia a uno más corto que el anterior tiempo ciclo. Ello quiere decir que cada paso o etapa del proceso debe moverse rítmicamente en función de los nuevos valores, y por ende; significa que los operarios junto con sus líderes redoblan los esfuerzos para sincronizar todo, incluyendo modificaciones substanciales hasta en el layout de planta o de la línea particular, si esto fuere necesario.")
11
JUSTO A TIEMPO

12
JUSTO A TIEMPO FILOSOFIA “Se produce hasta que se necesite”

13
Es un conjunto integrado de actividades, diseñado para lograr un alto volumen de producción, utilizando inventarios mínimos de materia prima, trabajo en proceso y productos terminados Eliminar todo lo que implica desperdicio en el proceso de producción, desde las compras hasta la distribución

14
BENEFICIOS Aumenta la productividad de mano de obra
Aumenta la capacidad de los equipos Reducción del % en el tiempo de fabricación Reducción en los costos por fallas Reducción en los costos de materiales comprados Reducción del % en los inventarios Reducción en requerimientos de espacio

15
OBSTACULOS Resistencia inicial de los empleados Temor a lo desconocido
Renuncia de la administración a descartar técnicas operacionales probadas desde hace tiempo

16
DE QUE DEPENDE EL EXITO JIDOKA Eliminación de desperdicio
Participación de los empleados en la toma de decisiones JIDOKA Participación de los proveedores Control total de la calidad la calidad allí donde está el operario ante la máquina y en el proceso

17
Elementos de la filosofia
Calidad en la fuente Equilibrio de procesos Operaciones coincidentes Tiempo mínimo de preparación Sistema de control Kanban

18
IMPLEMENTACION Programa de capacitación
Implantación en la línea de producción Implantar un programa de control de calidad total Conversión de la línea de producción en JAT Trabajar con los proveedores Evaluación

19
SISTEMA JALAR

20
¿ Que es? Es un sistema de producción donde cada operación estira el material que necesita de la operación anterior. Consiste en producir sólo lo necesario.

21
Permite: Reducir el inventario. Hacer sólo lo necesario.
Minimiza el inventario en proceso. Maximiza la velocidad de retroalimentación. Minimiza el tiempo de entrega. Reduce el espacio.

22
Kanban

23
Significado: KANBAN-Palabra japonesa que significa entre otras cosas “poster”, “señal” o “etiqueta de instrucción”.

24
Consiste en un sistema de control para el flujo de recursos en un proceso de producción a través de tarjetas, las cuales son utilizadas para indicar el abastecimiento de material o la cantidad de piezas a producir entre dos centros de trabajo que son consecutivos.

25
Es muy común asociar Kanban y Justo a Tiempo o Kanban y control de inventarios, esto no es cierto pero si se encuentra relacionado con estos términos. Kanban funciona con ciertos elementos de justo a tiempo como la calendarización de la producción a través de etiquetas, buena organización del área de trabajo y el flujo de la producción.

26
Proposito: Kanban tiene como propósito comunicar:
¿Que piezas deben producirse? ¿Cuando iniciar la producción? ¿Cuando finalizar la producción? ¿Cuantas piezas es necesario producir? ¿Donde entregar las piezas?

27
Fabricacion (uso del kanban)
En el funcionamiento habitual del KANBAN, la señal es transmitida desde el proceso siguiente (cliente) al proceso anterior (proveedor).
 al proceso anterior (proveedor).")
28
Esta forma de administrar la producción es muy distinta a los sistemas tradicionales en los que se tenia la creencia de que la eficiencia consistía en mantener las máquinas ocupadas produciendo el mayor tiempo posible, ignorando el costo de acumulación de stocks inmovilizados. Con el uso de KANBAN se busca que cada proceso produzca sólo lo necesario. Una orden es cumplida solamente por la necesidad de la siguiente estación de trabajo y no se procesa material innecesariamente.

29
Caracteristicas del kanban
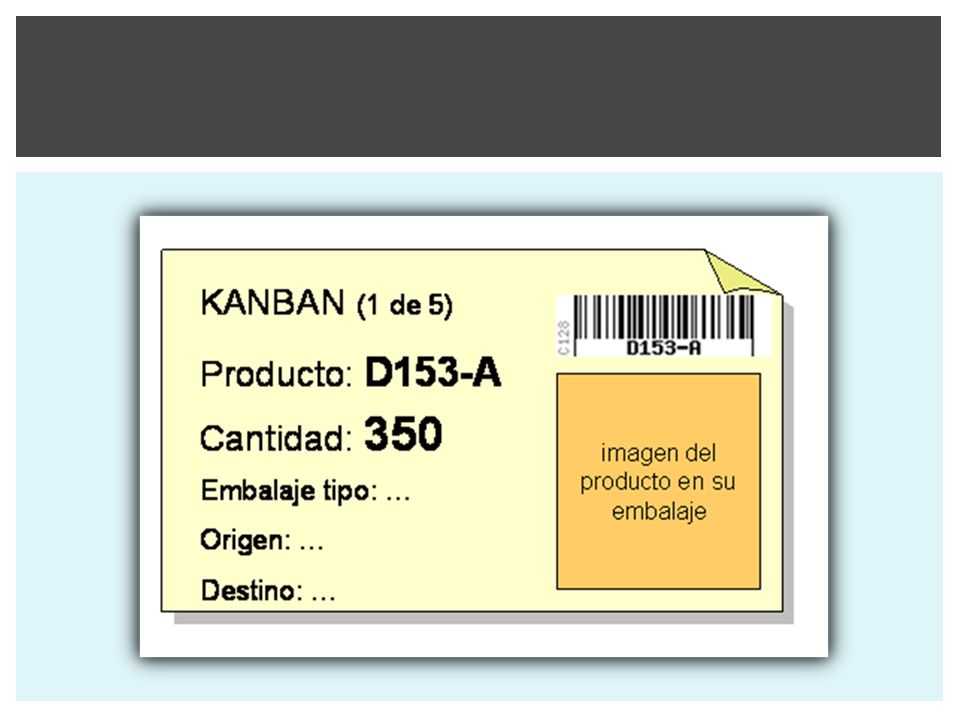
Se le asocia un producto concreto (mediante texto, imagen, código de barras…) Se le asocia una cantidad concreta (Ej. “vale por 100 piezas”). Puede añadir otra información de utilidad, como puede ser la identificación de los procesos que relaciona (origen-final), el tipo de embalaje del producto, la ubicación del material en el área de almacenamiento, etc.
 Se le asocia una cantidad concreta (Ej. vale por 100 piezas ). Puede añadir otra información de utilidad, como puede ser la identificación de los procesos que relaciona (origen-final), el tipo de embalaje del producto, la ubicación del material en el área de almacenamiento, etc.")
31
KANBAN de Producción (autoriza a fabricar):
TIPOS DE KANBAN: KANBAN de Producción (autoriza a fabricar): El Kanban de producción, tiene como objetivo enviar la orden de producción al proceso precedente para que se inicie la producción de más partes o el surtimiento de materias primas.
: El Kanban de producción, tiene como objetivo enviar la orden de producción al proceso precedente para que se inicie la producción de más partes o el surtimiento de materias primas.")
32
o Transporte(autoriza a entregar).
KANBAN de Retiro o Transporte(autoriza a entregar). Es una tarjeta de señalación que autoriza al movimiento partes entre un centro de trabajo y otro. El kanban de retiro siempre debe acompañar al flujo de materiales de un centro a otro.
. Es una tarjeta de señalación que autoriza al movimiento partes entre un centro de trabajo y otro. El kanban de retiro siempre debe acompañar al flujo de materiales de un centro a otro.")
33
2) POR DISEÑO: Tarjeta KANBAN Ventaja: muy sencillas y versátiles
Inconveniente: se pierden

34
KANBAN contenedor En este caso el contenedor vacío es la señal. La entrega de un contenedor vacío con capacidad para 350 piezas e identificado con el producto X, puede establecerse como la señal para fabricar o entregar 350 piezas del producto X.

35
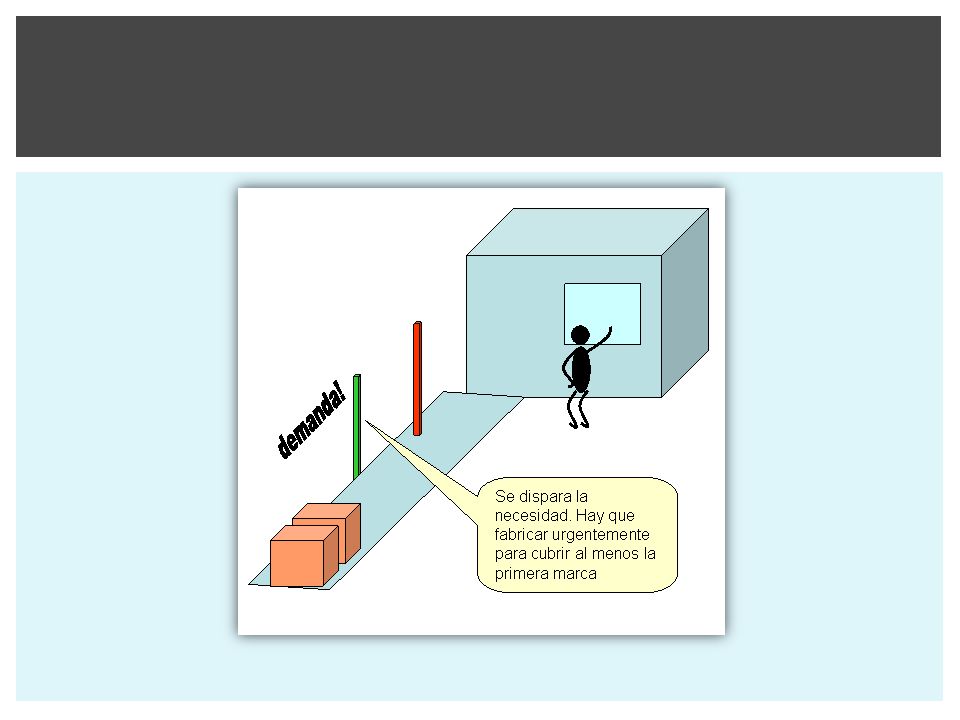
KANBAN de ubicación Se establecen señales en la ubicación del material que indican la necesidad de cubrir la demanda.

36
KANBAN disparador El KANBAN disparador utiliza una señal a la que se llega progresivamente que autoriza u obliga a fabricar o entregar.

38
Condiciones para la Implementacion del kanban:
Antes de implementar KANBAN: Determinar un sistema de calendarización de producción para desarrollar un sistema de producción mixto y etiquetado. Establecer una ruta de KANBAN que refleje el flujo de materiales, esto implica designar lugares para que no haya confusión en el manejo de materiales, se debe hacer obvio cuando el material esta fuera de su lugar. El uso de KANBAN esta ligado a sistemas de producción de lotes pequeños. Los artículos de valor especial deberán ser tratados diferente.

39
Tener buena comunicación desde el departamento de ventas a producción para que aquellos artículos cíclicos de temporada que requieren mucha producción, de manera que se avise con bastante anticipo. El sistema KANBAN deberá ser actualizado y mejorado constantemente.

40
Implementancion del kanban
Entrenamiento del Personal. Identificación e implementación en componentes problemas.

41
Implementar KANBAN en los demás
componentes. Revisión del sistema KANBAN.

42
Ventajas Reducción en los niveles de inventario
Reducción de tiempos muertos Flexibilidad en la calendarización de la producción y la producción Rompimiento de las barreras administrativas Mayor Trabajo en equipo Limpieza y Mantenimiento Provee información rápida y precisa Evita sobreproducción Minimizar Desperdicios

43
desventajas El sistema no tiene ninguna anticipación en caso de fluctuaciones muy grandes e imprevisibles en la demanda. Puede anticiparse a ellas pero no solucionarlas. Es difícil imponer este método a los proveedores. Las aplicaciones son limitadas (solamente para una producción continua o repetitiva.

Presentaciones similares








>")





>")




