Descargar la presentación
La descarga está en progreso. Por favor, espere

1
Curso de capacitación P. Reyes / abril 2008
Greenbelt Lean Sigma Segunda Semana Curso de capacitación P. Reyes / abril 2008

2
Proceso DMAIC

3
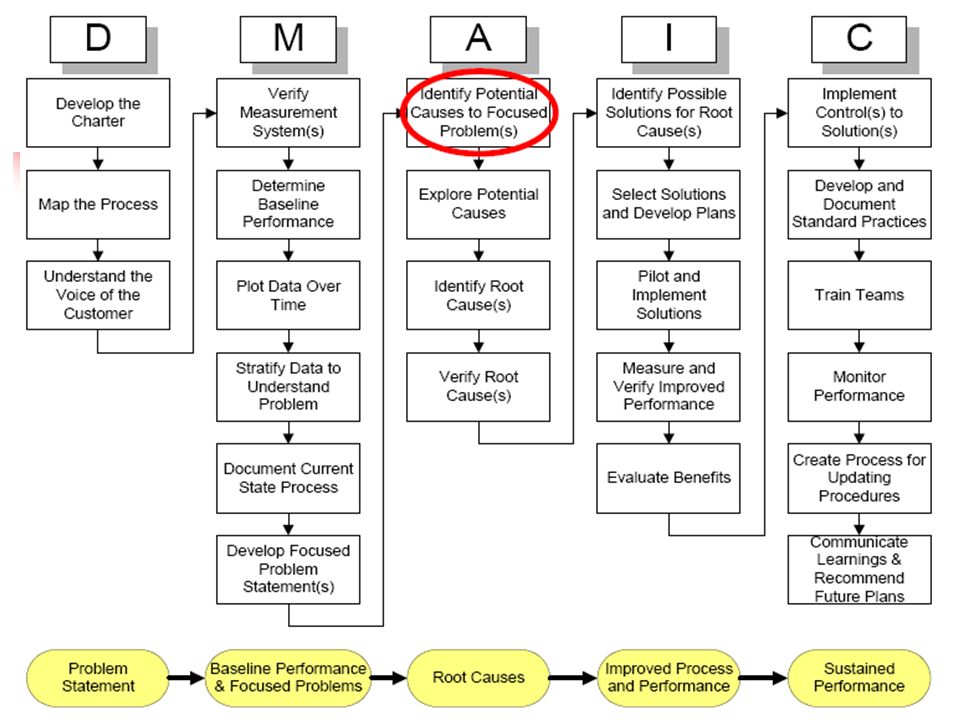
Proceso DMAIC 1. Definir 2. Medir 3. Analizar 4. Mejorar 5. Controlar

4
Proceso DMAIC – Definición
Metas de Definición Para desarrollar y documentar el problema, el proceso y las demandas de los clientes. Herramientas de Definición Charter Diagrama de Pareto SIPOC QFD / Casa de la Calidad Árbol de CTQ’s Diagrama de Afinidad. Definir el Proyecto

5
Proceso DMAIC - Medición
Metas de Medición Determinar el desempeño actual de la línea de base, recolectar información para el análisis y establecer el problema Herramientas de Medición Análisis de Sistemas de Medición Diagramas de Flujo/ Mapeo de Procesos Definiciones operacionales Gráficas de series de tiempo Cartas de control Sigma del Proceso Análisis de la capacidad del proceso Histogramas 5 puntos de vista Determinar el problema

6
Proceso DMAIC – Análisis
Metas de Análisis Para convertir datos a información, encontrar las causas raíz y verificar la relación de causa – efecto Herramientas de Análisis Diagramas Causa y efecto Diagramas de Árbol FMEA (Análisis de Modo de Falla y Efecto) Estratificación de datos Tramas de frecuencia estratificada Diagramas de dispersión Regresión y correlación Pruebas de Hipótesis DOE (Diseño de Experimentos) Identificar las causas raíz
 Estratificación de datos. Tramas de frecuencia estratificada. Diagramas de dispersión. Regresión y correlación. Pruebas de Hipótesis. DOE (Diseño de Experimentos) Identificar las causas raíz.")
7
Hacer mejoras y verificar resultados
Proceso DMAIC – Mejora Metas de Mejora Implementar cambios que atiendan a las causas raíz y verificar la mejora en el desempeño del proceso Herramientas de Mejora DOE (diseño de experimentos) Tormenta de ideas Planeación de las actividades de implementación Planeación de los recursos y presupuesto FMEA (Análisis de Modo y Efecto de falla) Pruebas de Hipótesis Pruebas piloto PDCA (Planear, hacer, revisar, actuar) Hacer mejoras y verificar resultados
 Tormenta de ideas. Planeación de las actividades de implementación. Planeación de los recursos y presupuesto. FMEA (Análisis de Modo y Efecto de falla) Pruebas de Hipótesis. Pruebas piloto. PDCA (Planear, hacer, revisar, actuar) Hacer mejoras y verificar resultados.")
8
Proceso DMAIC – Control
Metas de Control Para asegurar que se mantengan las mejoras hechas a través de procedimientos estandarizados, entrenamiento y dispositivos A prueba de error (Poka Yokes). Herramientas de control Controles visuales Poka – Yoke TPM (Mantenimiento Productivo Total) Estandarización Documentación Capacitación, capacitación y capacitación Administración y seguimiento de procesos CELEBRAR!!! Hágalo Permanente
. Herramientas de control. Controles visuales. Poka – Yoke. TPM (Mantenimiento Productivo Total) Estandarización. Documentación. Capacitación, capacitación y capacitación. Administración y seguimiento de procesos. CELEBRAR!!! Hágalo Permanente.")
9
Proceso DMAIC

10
Entregables de Definición
Contrato de proyecto (Project Charter) Comprender los requerimientos del cliente Definir los límites del proceso
 Comprender los requerimientos del cliente. Definir los límites del proceso.")
11
Medición

12
RECOLECCIÓN DE DATOS

13
¿Cómo puede ayudar la información?

14
Demostrando lo que realmente es

15
La información ayuda a . . . Separar lo que pensamos que sucede de lo que realmente sucede Aceptar o rechazar ideas y teorías preconcebidas Establecer la línea de base actual de desempeño Revisar el historial del problema Medir el impacto del cambio en los procesos Identificar y entender las relaciones que puedan ayudar a explicar la variación Control del proceso (seguimiento del desempeño del proceso) Evadir “soluciones” que no resuelvan el problema real
 Evadir soluciones que no resuelvan el problema real.")
16
Ejemplos de información
Tema del proyecto Preguntas Datos Mejorar los niveles sigma en proceso de pedidos ¿Cuáles son los errores más comunes en los pedidos? ¿Cuál es nuestra tasa actual de error? Contar los diferentes tipos de error Número de errores por pedido Mejorar la entregas a tiempo ¿Cuánto toma procesar un pedido ahora? ¿Qué pasos consumen la mayor parte del tiempo? ¿Cuál es más rápido? ¿Qué difiere entre los pasos lentos y rápidos? Tiempo acumulado para procesar un pedido Tiempo requerido para cada paso; tiempo de esperas Información sobre las condiciones de proceso

17
Donde reunir la información: ¿Proceso o Resultado?
Mediciones de resultados Mediciones del proceso Proceso Proveedores Entradas Salidas Clientes

18
Tipos de información Datos Continuos Datos Discretos
Se obtienen a través de un sistema de medición La utilidad de los datos depende de la calidad del sistema de medición. El conteo de ocurrencias consistentes es mejor manejado como datos continuos Datos Discretos Incluye porcentajes, conteos, atributos y ordinales Porcentajes= la proporción de los productos que dan la característica necesaria Para datos por conteo, es imposible o impráctico contar una no ocurrencia, el evento debe de ser raro Las ocurrencias deben ser independientes Continuos Discretos

19
Ejemplos de Datos

20
Ejercicio: Tipos de Información
Objetivo: Practicar la identificación de diferentes tipos de datos. Esta información es importante para conocer ya sea como reunir y como analizar los datos. Instrucciones: Etiquete la información con el tipo de datos apropiado. Si hay mas de uno y puede aplicar, describa como. Deberá de trabajar en parejas. Comparta las respuestas con el grupo Tiempo: 10 min

21
Ejercicio: Tipos de Datos
Retraso en la entrega Cable defectuoso Tiempo de cuentas vencidas Cantidad de hierro fundido Fallas de Maquinaria Tiempo del ciclo de producción Perdida de clientes Errores en reportes Cambios en la agenda o el plan Porcentaje de reportes que tienen que ser rectificados

22
Ejercicio: Tipos de Datos Respuestas
Retraso en la entrega Continuo Cable defectuoso Discreto: Porcentaje o cuenta Tiempo de cuentas vencidas Cantidad de hierro fundido Fallas de Maquinaria Tiempo del ciclo de producción Perdida de clientes Errores en reportes Discreto: cuenta Cambios en la agenda o el plan Porcentaje de reportes que tienen que ser rectificados Discreto: Porcentaje

23
¿Cuántos datos son necesarios?

24
Comprendiendo la Variación

25
¿Qué es la variación? La diferencia entre las cosas
La mayoría de las veces la variación es natural Factores que causan la variación Material Maquinaria Mano de obra o personal Método Naturaleza Mediciones La variación es inherente a todos los procesos

26
Ejemplos de Variación Bisteck de 10 onzas Tiempo de tostado
Tiempo de vuelo de México a Acapulco Tiempo que toma ir al trabajo

27
Variación de causas especiales:
Tipos de Variación Causas comunes: Variación de causas especiales: El resultado de causas naturales, diferencias entre productos que esperamos ver Una vez que aprendamos a controlar las causas inusuales o innaturales, podemos ver estas causas “comunes” bajo control El resultados de causas innaturales o asignables: Si es una causa asignable puede ser controlada, variación innatural que resulte puede ser controlada Método de solución de problemas, podemos identificar causas asignables aisladas, resultan de un proceso estable con una causa de variación común Mas importante que una causa de variación común

28
Tipos de Variación Causa especial: algo diferente sucede en cierto momento o lugar Causa común Causa especial Causa común: siempre presente en algún grado

29
¿Causa común o causa especial?
Bisteck de 10 onzas Tiempo de tostado Tiempo de vuelo de México a Acapulco Tiempo que toma ir al trabajo

30
Distribución Normal

31
Histogramas Un histograma es una grafica que muestra la frecuencia de los eventos Similar al diagrama de barras La cantidad vertical(frecuencia) y el lado horizontal muestra el valor de la medición
 y el lado horizontal muestra el valor de la medición.")
32
Construyendo un Histograma – Manejando al trabajo
Después de una semana, el tiempo de viaje aparece aleatoriamente

33
Construyendo un histograma
Después de dos semanas no se ve ningún patrón

34
Construyendo un Histograma
Después de 5 semanas se empieza a ver el patrón

35
Construyendo un Histograma
Necesita al menos 30 datos para ver el patrón

36
Construyendo un Histograma
Donde este la variación de la causa común, el patrón siempre formara una curva de campana

37
Ejemplo de Luces de Navidad
Se recolectaron las horas de vida para 220 luces de La escala horizontal muestra las horas actuales de la vida de un foco, desde 200 hrs hasta 800 hrs La escala vertical muestra el numero de focos que logran el numero de horas de vida que muestra la escala horizontal La mayor frecuencia de focos aprox. 30, logran una vida de 500 horas Muy pocos focos logran una vida corta de 200 o larga de hasta 800 hrs # de Focos Horas de vida

38
Distribución Normal La distribución normal puede ser descrita sólo por la media y la desviación estándar Media es el promedio de todos los datos El rango es la diferencia entre la cantidad mayor y menor La desviación estándar es aproximadamente igual a 1/6 del rango de los datos, y puede ser calculada por Excel o Minitab

39
Área bajo la curva de distribución normal

40
Área bajo la curva de distribución normal
Entre la media y +1 desviación estándar a la derecha de la media es del área total El área de la media hasta a +1 desviación estándar contiene el 34.13% del total de los valores La simetría de los valores alrededor de la media causa 2/3 (2 x 34.13% = 68.26%) del total de valores que caen entre+/- 1 desviaciones estándar Aunque si la curva normal se extiende indefinidamente a la izquierda y derecha, los puntos finales de la curva se aproximan a los limites de la base. El 95% de los valores están incluidos entre los límites de +/- 2 desviaciones estándar El 99.7% de los valores están incluidos bajo la curva de campana entre +/- 3 desviaciones estándar
 del total de valores que caen entre+/- 1 desviaciones estándar. Aunque si la curva normal se extiende indefinidamente a la izquierda y derecha, los puntos finales de la curva se aproximan a los limites de la base. El 95% de los valores están incluidos entre los límites de +/- 2 desviaciones estándar. El 99.7% de los valores están incluidos bajo la curva de campana entre +/- 3 desviaciones estándar.")
41
Población vs. Muestra La población es posible para la observación o censo, pero es difícil capturar la población completa de los datos Las muestras de la población son más comprensibles

42
Población vs. Muestra

43
Calculando la Media Media es el promedio, esta formado por la suma de los valores entre el total de numero de valores. La media de una población es La media de la muestra de una población se escribe La fórmula de la media es Suma de los datos = Número de datos Ejemplo: Se tienen 5 muestras 0.053, 0.054,0.053, y 0.054 Cual es La media es redondeado a 0.054

44
Calculando el rango Rango – medida común de variabilidad, para encontrar el rango, resta el menor valor del mayor La fórmula es: Ejemplo: Se tienen 5 muestras 0.053, 0.054,0.053, y 0.054 El rango es 0.002

45
Desviación Estándar – Método Directo
Desviación Estándar – describe la variabilidad Cuando los valores de un grupo varían uno de otro, la desviación estándar es muy pequeña Si es grupo es muy variable, la desviación estándar es relativamente grande La letra sigma simboliza la desviación estándar de la población La letra s representa la desviación estándar de la muestra Para un calculo preciso de la desviación estándar, con una muestra grande, se puede usar la siguiente fórmula:

46
Ejemplo Desviación Estándar – Método Directo
Calcular la desviación estándar con las siguientes observaciones: Donde n=10 usaremos la siguiente fórmula La media es igual a Después restar la media a los datos y luego elevarlo al cuadrado

47
Ejercicio: Calcular Medias y Rangos
Encuentra la media y el rango de los siguientes números: Encuentra la media (promedio) y el rango para el dinero gastado en luz y gas de los meses de Octubre – Marzo, donde:
 y el rango para el dinero gastado en luz y gas de los meses de Octubre – Marzo, donde:")
48
Ejercicio: Calcular Medias y Rangos
Encontrar el promedio y el rango para los ganadores por sesión durante 1990, para la Universidad de Kentucky, Wildcats:

49
Ejercicio: Desviación Estándar
De las siguientes muestras calcular la desviación estándar

50
Proceso DMAIC

51
Análisis del Sistema de Medición

52
Variación de Medida Un error significante puede ser introducido a un proceso por medio del sistema de medición El proceso puede estar en control estadístico pero no en el sistema de medición y puede introducir una variación inaceptable

53
Terminología Equipo de medición: cualquier instrumento usado para obtener mediciones, frecuentemente usado para referir específicamente objetos usados en el piso de venta. Sistema de Medición: la recolección de operaciones, procedimientos, maquinaria y equipos, software y personal usado para asignar un numero a las características que son medidas, para completar el proceso usando las mediciones

54
Análisis del Sistema de Medición
El análisis del sistema de medición es usado para: 1. Validar que el sistema de medición esta produciendo valores “correctos” 2. Determinar la fuente del sistema de medición impreciso para la mejora del sistema de medición

55
Error del Sistema de Medición
Poco error = Preciso y exacto Exacto pero no preciso Preciso pero no exacto

56
Error del Sistema de Medición
Discriminación El sistema de medición tiene un sistema adecuado de resolución? La capacidad para detectar e indicar los pequeños cambios de las características de medición La habilidad para detectar la variación del proceso y las causas especiales de variación

57
Discriminación ¿El sistema de medición tiene una resolución adecuada?
La capacidad para detectar e indicar los pequeños cambios de las características de medición La habilidad para detectar la variación del proceso y las causas especiales de variación

58
Error del Sistema de Medición
Bias Es la diferencia entre los valores medidos y los valores reales (o de referencia)
")
59
Determinación del Sesgo (Bias)
Obtener el estándar que representa un valor con un rango de operación normal Si no es posible obtener el estándar conocido, medir una muestra de las partes en el cuarto de herramientas o con equipo de inspección de layout para obtener un valor de referencia Hacer que el inspector mida el estándar un mínimo de 10 veces, con el equipo que está siendo evaluado Calcular la media de las lecturas LA DIFERENCIA ENTRE EL VALOR DE REFERENCIA Y EL PROMEDIO OBSERVADO REPRESENTA EL BIAS DEL SISTEMA DE MEDICIÓN

60
Ejemplo de Sesgo (Bias)
Una muestra se mide 10 veces por un operador, los valores se muestran abajo. El valor de referencia determinado por el equipo de inspección es 0.60 mm y la variación del proceso para la parte es 0.70 mm

61
Error del Sistema de Medición
Linealidad La diferencia entre los valores medidos y los reales a través del rango de la medida

62
Determinación de la Linealidad
Identificar 4 o mas unidades estándar/referencia que abarquen el rango de operación normal del equipo de medición Si no es posible obtener los estándares conocidos, medir la muestra de las partes de manera precisas en el cuarto de herramientas o con el equipo de layout Graficar los resultados para ver la linealidad

63
Causas posibles de error de Sesgo / Linealidad
Error en el patrón de medición Componentes desgastados Instrumentos hechos a la dimensión equivocada El instrumento mide las características equivocadas El instrumento no está calibrado adecuadamente El instrumento se usa de manera inadecuada por el evaluador

64
Error en el Sistema de Medición
Estabilidad La variación obtenida con un instrumento de medición cuando es usado por el mismo evaluador mientras mide una sola característica en un periodo extendido

65
Estabilidad ¿Es el sistema de medición estadísticamente estable sobre el tiempo? La estabilidad estadística es determinada a través del uso de la carta de control Las cartas de control son usadas para detectar (variación de la causa común) y ( variación de las causas especiales) Las cartas X barra - R son típicamente usados para determinar la estabilidad Un estimado de la desviación estándar es R/d2…que se puede comparar a la S del proceso para ver si la estabilidad es adecuada
 y ( variación de las causas especiales) Las cartas X barra - R son típicamente usados para determinar la estabilidad. Un estimado de la desviación estándar es R/d2…que se puede comparar a la S del proceso para ver si la estabilidad es adecuada.")
66
Error en el Sistema de Medición
Repetibilidad La variación en las mediciones obtenidas con un instrumento de medición cuando es usado muchas veces por un evaluador mientras mide una característica idéntica de la misma parte

67
Error del Sistema de Medición
Reproducibilidad La variación en la medición obtenida con un instrumento de medición cuando es usado por varios evaluadores mientras miden una característica idéntica de la misma parte.

68
Estudio GR&R

69
Proceso DMAIC

70
Gráficas / Cartas de Datos

71
Cinco puntos de vista Los 5 puntos de vista proveen un proceso estructurado para soportar la recolección de datos y desarrollar una mejor comprensión del problema Autopsia Describe el tamaño y la forma Item Describe el producto afectado Locación Describe la localización del defecto en el producto o espacio Fuente Describe las operaciones o procesos proveedores que contribuyen al problema Time Describe el momento en que se presenta el problema

72
5PDV: Autopsia ¿Qué se considera un defecto? ¿De qué magnitud
es el problema (DPMU, porcentaje, etc)? La sigma del proceso y la capacidad del proceso nos pueden apoyar
 La sigma del proceso y la capacidad del proceso nos pueden apoyar.")
73
5 PDV: ITEM ¿El problema afecta a ciertos tipos de productos, modelos, versiones, tamaños, números de parte, etc.? El diagrama de Pareto y la gráficas de estratificación pueden ayudarnos

74
5 PDV: Locación ¿El problema ocurre en cada localización o
localizaciones específicas (v. gr. Cavidades de un molde, lado frontal / lateral)? El diagrama de Pareto y la gráficas de estratificación pueden ayudarnos
 El diagrama de Pareto y la gráficas de estratificación pueden ayudarnos.")
75
5 PDV: Fuente ¿El problema ocurre en cada un de las máquinas, proveedor, operador, etc. (o en una específica)? El diagrama de Pareto y la gráficas de estratificación pueden ayudarnos

76
5 PDV: Tiempo ¿Siempre ha ocurrido el problema?
¿Ocurre en cierto tiempo (día, hora, estación)? Las gráficas de series de tiempo nos pueden apoyar
 Las gráficas de series de tiempo nos pueden apoyar.")
77
Clasificación del problema
Diagrama de Pareto El diagrama de Pareto fue cubierto en la fase de Definición, para mostrar como pueden ayudar a definir el proyecto y administrar el alcance El Diagrama de Pareto es también muy útil en la fase de medición para mostrar datos (5 puntos de vista por ejemplo) Artículo Localización Fuente Clasificación del problema
 Artículo. Localización. Fuente. Clasificación del problema.")
78
Gráficas de Series de Tiempo
Son útiles para mostrar datos sin refinar para observar si hay factores dependientes del tiempo: Días de la semana, mes, etc. Estacionales Turno – por – turno Otros?? Variable medida Incremento de tiempo (hora, fecha, etc.)
")
79
Gráficas de Series de Tiempo
Pueden ser usados para soportar la porción de “Tiempo” de los 5 puntos de vista y los resultados pueden ser usados en la Fase de Análisis Variable dependiente del tiempo Variable que aparentemente no es dependiente del tiempo El “corrimiento” en las mediciones Indica que están presentes variables dependientes del tiempo

80
Diagramas de Frecuencia Estratificados
Permiten comparar distribuciones proporcionando una gráfica por grupo Histogramas estratificados 2 – 3 grupos N > 50 en cada grupo Graficas de puntos estratificadas 2 o más grupos N grande o pequeño en cada grupo Diagramas de caja estratificados n > 20 en cada grupo

81
Minitab Sesión 1

82
Minitab – Sesión 1 Abrir una hoja de trabajo
Introducir y editar datos - archivo PROPLAR1.MTW Salvar la hoja de trabajo y el proyecto Operaciones aritméticas Navegar en hojas de trabajo, sesiones y gráficas Editar gráficas Usar el archivo de Reportes Imprimir y copiar gráficas y datos a otras aplicaciones Graficar datos: Archivo EXH_QC.MTW Pareto, Series de tiempo, Histogramas Calcular estadísticas básicas

83
Proceso DMAIC

84
Cartas de Control

85
¿Qué es CEP? Control Estadístico del Proceso
Control: Hacer que un proceso se comporte como queramos que se comporte. Estadístico: …Con la ayuda de números Proceso: …Medimos y controlamos las característica críticas (CTQs) del proceso identificadas por los clientes
 del proceso identificadas por los clientes.")
86
Propósito de la Carta de Control
Monitorea la característica clave de calidad del producto (CTQ’s) Permite la detección de las causas inusuales de variación entes de que se salga de la especificación del producto Provee el historial y estabilidad del proceso así como la operación esta trabajando ahora. Comparando la historia con el desempeño actual, se pueden detectar las causas especiales de variación. Cuando no hay causas especiales presentes, el proceso esta trabajando apropiadamente, es predecible, el proceso puede estar “en control”
 Permite la detección de las causas inusuales de variación entes de que se salga de la especificación del producto. Provee el historial y estabilidad del proceso así como la operación esta trabajando ahora. Comparando la historia con el desempeño actual, se pueden detectar las causas especiales de variación. Cuando no hay causas especiales presentes, el proceso esta trabajando apropiadamente, es predecible, el proceso puede estar en control")
87
Cartas de Control Una carta de control es como un histograma (con los datos ordenados en tiempo) La línea central es la media (promedio) de los datos Los limites de control se dibujan en +/-3 sigmas. % de productos dentro de límites de control
 de los datos. Los limites de control se dibujan en +/-3 sigmas. % de productos dentro. de límites de control.")
88
Interpretación de las Cartas de Control
Basado en las reglas de la distribución normal, cuando un proceso esta “EN CONTROL” mostrará: Todos los puntos están dentro de los limites de control Dos tercios de los puntos debe estar en el centro de la carta Las siguientes páginas muestran las pruebas que se pueden aplicar para verificar si el proceso está en C”CONTROL” Cualquiera de estas condiciones proporciona evidencia de falta de control, y una causa especial generó la condición no natural; se debe realizar el análisis inmediato

89
Interpretación de Cartas de Control
1. Un punto fuera de los límites de control 2. 7 puntos en tendencia ascendente o descendente 3. Dos puntos de tres más allá de límites a dos sigmas

90
Interpretación – Cartas de Control
4. Cuatro puntos de cinco más allá del límite de una sigma en un lado 5. Siete puntos de ocho del mismo lado de la línea central

91
Interpretación – Cartas de Control
6. Ocho puntos consecutivos más allá de la zona central en cualquier lado 7. 16 puntos consecutivos dentro de más menos una sigma

92
Interpretación – Cartas de Control
8. Cambio rápido en el patrón aleatorio

93
Interpretación – Cartas de Control
Cualquiera de las 8 condiciones provee evidencia de falta de control debido a una causa especial Se debe hacer un análisis inmediato: El limite de control o el punto pueden estar mal calculados El proceso se ha corrido en ese punto o en una tendencia El sistema de medición ha cambiado(inspector diferente) Para la carta de rangos: Puntos o corridas arriba de los limites de control El sistema de medición no tiene la discriminación apropiada La variabilidad del proceso ha empeorado Puntos o corridas por debajo del límite de control inferior La dispersión de la distribución es menor ( se vuelve mejor)
 Para la carta de rangos: Puntos o corridas arriba de los limites de control. El sistema de medición no tiene la discriminación apropiada. La variabilidad del proceso ha empeorado. Puntos o corridas por debajo del límite de control inferior. La dispersión de la distribución es menor ( se vuelve mejor)")
94
Interpretación – Cartas de Control
Patrones no aleatorios Si más de 2/3 de los puntos se encuentran cerca de la R media, se presenta alguna de las siguientes razones: El proceso o los métodos de muestreo están estratificados; cada subgrupo contiene datos con diferentes medias Los subgrupos con rangos amplios se han cambiado o rermovido Si menos de 2/3 de los puntos se encuentran cercanos a R media o hay un cambio repentino en el patrón, investigar lo siguiente: El proceso o el método de muestreo causa que subgrupos sucesivos contengan mediciones de dos o más fuentes de proceso (líneas, máquinas) que tienen diferente variabilidad
 que tienen diferente variabilidad.")
95
Ejercicios – Cartas de Control

96
Ejercicio

97
Ejercicios

98
Valores Individuales y promedios de muestras
Se pueden graficar como valores individuales o los promedios de las muestra Valores individuales: Tomar un pie de cable de cada carrete, mide el diámetro y grafica. Promedio de la muestra: toma un pie de cable por cada carrete, mide el diámetro 4 o 5 veces y grafica el promedio

99
Diferentes Tipos de Cartas de Control
Carta X - R (X – barra y Rango) Se usa cuando se pueden tomar varias lecturas de cada muestra Sensible a cambios en el proceso Carta I - MR (lecturas Individuales y Rango Móvil) Se usa cuando hay una observación por lote En algunos casos no se puede tomar mas de una lectura por muestra Menos sensible que la carta X-R Los factores A2, E2, D3 y D4 se pueden encontrar en tablas de referencia
 Se usa cuando se pueden tomar varias lecturas de cada muestra. Sensible a cambios en el proceso. Carta I - MR (lecturas Individuales y Rango Móvil) Se usa cuando hay una observación por lote. En algunos casos no se puede tomar mas de una lectura por muestra. Menos sensible que la carta X-R. Los factores A2, E2, D3 y D4 se pueden encontrar en tablas de referencia.")
100
Diferentes Tipos de Cartas de Control
Gráfica P y np Usada para graficar porciones Las proporciones se determinan usando la cuenta de unidades “defectuosas” “defectivas” o “ no conformes” Gráfica u ó c Se usa para graficar el numero de ocurrencias Difiere de la P y np que las “no ocurrencias “no son contadas P = Número de manzanas magulladas / Número total de manzanas U = Número de magulladuras por manzana / Número total de manzanas Nota: No se puede calcular el número de magulladuras no observadas / el número de manzanas

101
Límites de especificación vs. Limites de control

102
Límites de control y especificación
Calculados Establecidos en +/- 3 Basado en la distribución de muestras (individuales o promedio): Calculado del desempeño anterior del procesos Son de preferencia más cerrados en comparación con los limites de especificación: si no se cumple, indican la oportunidad para mejorar Límites de Especificación Definidos Limites para mediciones individuales Basado en requisitos de ingeniería/ clientes, más que en la capacidad del proceso
: Calculado del desempeño anterior del procesos. Son de preferencia más cerrados en comparación con los limites de especificación: si no se cumple, indican la oportunidad para mejorar. Límites de Especificación. Definidos. Limites para mediciones individuales. Basado en requisitos de ingeniería/ clientes, más que en la capacidad del proceso.")
103
Proceso DMAIC

104
Capacidad del proceso

105
Estudio de la Capacidad del Proceso
¿Qué es el estudio de la capacidad del proceso? Una medida estadísticamente significante de la habilidad del proceso para proporcionar características (CTQ’s) del producto que cumpla con los requisitos del cliente interno o externo. En GCC, los CTQs se presentan de dos maneras: Los CTQs por atributos se miden por la presencia o ausencia de defectos, o con escantillones “pasa no pasa”, comunes en las plantas de ensamble. Por ejemplo número de burbujas por miles de piés Los CTQs por variables se miden cuantitativamente, comunes en los procesos de fabricación de cables
 del producto que cumpla con los requisitos del cliente interno o externo. En GCC, los CTQs se presentan de dos maneras: Los CTQs por atributos se miden por la presencia o ausencia de defectos, o con escantillones pasa no pasa , comunes en las plantas de ensamble. Por ejemplo número de burbujas por miles de piés. Los CTQs por variables se miden cuantitativamente, comunes en los procesos de fabricación de cables.")
106
¿Qué es la capacidad del proceso?
La capacidad del proceso es simplemente un medida de que tan bien una métrica se esta desempeñando vs los estándares establecidos. Asumiendo que tenemos un proceso estable generando la métrica, permite predecir la probabilidad de que el valor de la métrica esté fuera de los estándares establecidos. Especificaciones superior e inferior Sólo especificación superior LSE LIE LSE Fuera de especs. Fuera de especs. Dentro de especs. Dentro de especs. Fuera de especs. Dentro de especs.

107
Índices de capacidad La capacidad del proceso esta compuesta de variación y el centrado El índice de capacidad POTENCIAL del proceso es sólo una medida de variación o dispersión y se expresa como Cp. Cp = (USL – LSL) / (6*) El índice de capacidad de proceso total combina el efecto de la variación y como esta centrado el proceso y se expresa como Cpk. Cpk = MIN( - LSL, USL - ) / (3*)
 / (6*) El índice de capacidad de proceso total combina el efecto de la variación y como esta centrado el proceso y se expresa como Cpk. Cpk = MIN( - LSL, USL - ) / (3*)")
108
Centrado y dispersión del proceso
La capacidad potencial (Cp) es función de que tan disperso esté el proceso, independientemente del centrado La capacidad real (Cpk) es una función de que tanto está centrada el proceso y de su dispersión
 es función de que tan disperso esté el proceso, independientemente del centrado. La capacidad real (Cpk) es una función de que tanto está centrada el proceso y de su dispersión.")
109
Calculando el Potencial del Proceso: Cp
Primero determine el ancho del proceso Seis desviaciones estándar = 6

110
Calculando el Potencial del Proceso: Cp
Determine al ancho de los límites de especificación: Ancho de las especificaciones = LSE - LIE LIE LSE Seis desviaciones estándar = 6

111
Calculando el Potencial del Proceso: Cp
Compare el ancho del proceso con el ancho de la especificaciones: Cp es aproximadamente 0.83 para este ejemplo (5 sigma/ 6 sigma) Cp = Razón de ancho de especificaciones / ancho del proceso
 Cp = Razón de ancho de especificaciones / ancho del proceso.")
112
Cp: Potencial del Proceso
Cp no toma en cuenta en donde este centrado el proceso, sólo compara el ancho del proceso con el ancho de las especificaciones El Cp de estos dos proceso podría ser el mismo

113
Calculando Cpk Primero determine el ancho de la mitad del proceso
Tres desviaciones Tres desviaciones estándar = 3 estándar = 3

114
Calculando Cpk Luego, determine que tan cercano a la media esta cada limite de especificación: LIE – Media LSE - Media LIE LSE

115
Calculando Cpk Después, compare la distancia de la media hacia cada especificación del ancho de la mitad del proceso

116
Calculando Cpk Tome el mínimo de las dos distancias
Cpk = Mínimo distancia entre la media y el límite de especificación / la mitad de la variación del proceso (3 sigma) Cpk es aproximadamente 0.67 para este ejemplo (CpS = 2sigmas/3sigmas, CpI = 3sigmas/3sigmas)
 Cpk es aproximadamente 0.67 para este ejemplo (CpS = 2sigmas/3sigmas, CpI = 3sigmas/3sigmas)")
117
Cpk Toma en cuenta donde esta centrado el proceso ( en comparación del ancho del proceso con el ancho de la especificación) El Cp de estos dos proceso podría ser igual pero el Cpk podría ser diferente

118
Diferencia entre Cp y Cpk
LIE LSE LIE LSE LSE-)/3 Cp = Razón de ancho de especs. / ancho del proceso Cpk = Razón de la distancia desde el límite de especs. más cercano a la media / mitad del ancho del proceso Cp = (LSE – LIE) / 6 Cpk = menor |(LSE-)/3; LIE-)/3| 1.33 es el valor mínimo aceptable de un proceso capaz
/3 Cp = Razón de ancho de especs. / ancho del proceso. Cpk = Razón de la distancia desde el límite de especs. más cercano a la media / mitad del ancho del proceso. Cp = (LSE – LIE) / 6 Cpk = menor |(LSE-)/3; LIE-)/3| 1.33 es el valor mínimo aceptable de un proceso capaz.")
119
Índices de Capacidad y Problemas

120
Usos de la Capacidad de Proceso
Ahorros simplemente centrando el proceso, sin cambiar la variabilidad Ahorros al reducir la variación y centrar el proceso, eliminando desperdicio

121
Estudio de capacidad de proceso
¿Por qué realizar un estudio de capacidad? Asegura que se comprendan bien los límites de especificación o proceso Mide y cuantifica el desempeño del proceso y productos para cumplir con las especificaciones (tanto Cp y Cpk) Identifica áreas que requieren atención y mejora Ayuda a construir un plan adecuado soportado por datos Proporciona una métrica común para comparar procesos o desempeño del producto entre departamentos y plantas Identifica oportunidades de mejora para eliminar Muda Establece los pasos para el uso efectivo del CEP
 Identifica áreas que requieren atención y mejora. Ayuda a construir un plan adecuado soportado por datos. Proporciona una métrica común para comparar procesos o desempeño del producto entre departamentos y plantas. Identifica oportunidades de mejora para eliminar Muda. Establece los pasos para el uso efectivo del CEP.")
122
Ejemplo – Capacidad del Proceso

123
Realización del estudio de Capacidad
Identificar el proceso y CTQ’s para su estudio Validar la capacidad del sistema de medición: R&R Diseñar el estudio de capacidad Seleccionar muestras del proceso que reflejen el 80% de la variación normal en los CTP’s del proceso Asegurarse de tener suficientes mediciones de cada proceso Desarrollar el estudio de capacidad Asegurarse de que todos los turnos de producción estén incluidos en el estudio Asegurarse de que todos los asociados estén entrenados en esta iniciativa Buscar una oportunidad

124
Realización del estudio de Capacidad
Como regla general, toma 30 muestras para proveer significancia estadística Un estudio puede ser completado por la dispersión de 30 muestras sobre estos cambios, pero en forma adicional se tiene que identificar cuales cambios tuvieron que efecto. Un estudio ideal incluye: Al menos 100 muestras del total Al menos 30 muestras dentro de cada cambio mayor en CTP’s

125
Métrica Seis Sigma

126
Seis Sigma Proceso Seis Sigma Seis Desviaciones estándar
Entre la media y el límite de especificación

127
Métrica Sigma de Proceso
Se puede utilizar una calculadora para determinar la Sigma de Proceso y los DPMOs

128
¿Por qué usar una Métrica Sigma de Proceso?
Indicador mas sensible que el porcentaje Se enfoca a los defectos Siempre que un defecto refleje una falla a los ojos de los clientes Las métricas comunes hacen las comparaciones más fáciles Por ejemplo, ¿cuál de los siguientes procesos se comporta mejor?

129
Es suficientemente bueno????
Métrica Seis Sigma ¿Qué es “ % bueno”? 307,000 artículos de correo perdidos por año (estándar) 33 cirugías cosméticas incorrectas por año 44 descensos cortos o largos en las 30 aeropuertos mas importantes cada año 8.700 medicinas mal recetadas por año Es suficientemente bueno????
 33 cirugías cosméticas incorrectas por año. 44 descensos cortos o largos en las 30 aeropuertos mas importantes cada año medicinas mal recetadas por año. Es suficientemente bueno")
130
Minitab sesión 2

131
Minitab – Sesión 2 Generar cartas de control
Usar archivo EXH_QC.MTW Cartas I-MR Realizar un análisis de capacidad de procesos

132
Proceso DMAIC

133
Error R&R para variables

134
Error de R & R Planear el estudio:
Seleccionar evaluadores ( 3) que normalmente operan el instrumento Seleccione el numero de muestras de partes, típicamente 5 a 10 dependiendo de: Dimensiones críticas – requieren más partes y/o pruebas Configuración de las partes - partes voluminosas o pesadas pueden indicar menos muestra y mas pruebas Identificar la resolución requerida Costo/Tiempo de mediciones Determinar cuantas veces cada operador medirá cada parte (típicamente 3)
 que normalmente operan el instrumento. Seleccione el numero de muestras de partes, típicamente 5 a 10 dependiendo de: Dimensiones críticas – requieren más partes y/o pruebas. Configuración de las partes - partes voluminosas o pesadas pueden indicar menos muestra y mas pruebas. Identificar la resolución requerida. Costo/Tiempo de mediciones. Determinar cuantas veces cada operador medirá cada parte (típicamente 3)")
135
Consideraciones para GR&R
Selección de muestras Deberá representar la variación observada del proceso Mediciones a ciegas Los evaluadores no sabrán que muestran estar revisando Tamaño de la muestra Depende del costo y tiempo requerido para las pruebas Realizar mediciones de manera aleatoria Comparar con las mediciones hechas por otro sistema Frecuencia de prueba Para determinar si hay problemas de estabilidad

136
Captura de datos Puede ser en o en

137
Error de R & R El análisis de los Sistemas de Medición es el entendimiento y la cuantificación de la varianza de la medición: Las variaciones siguen una relación Pitagórica (no pueden ser agregadas directamente)
")
138
Error de R & R La varianza puede ser dividida en sus componentes : varianza es: Donde Varianza de la medición (R&R total del Gage) Varianza del Gage (Repetibilidad) Varianza de evaluadores (Reproducibilidad) La variación de la medición es:
 Varianza de evaluadores (Reproducibilidad) La variación de la medición es:")
139
Error de R & R Error total de R&R (% de variación del estudio) es la relación de la curva azul dentro de la curva negra Mejorando el error de R&R se mueve la curva negra cerca de la verde, reduciendo la variabilidad observada

140
Error de R & R - Número de distintas categorías
La discriminación en el Sistema de medición es la habilidad de detectar cambios pequeños en las características medidas. Si es inadecuada, puede que no sea posible medir con precisión la variación del proceso o cuantificar los valores característicos (tales como la media) de las partes individuales Número de categorías = Información sobre conformancia y no conformancia 2 – Cartas de control insensibles, estimados gruesos de los parámetros del proceso e índices de capacidad 5 o mas Cartas de control, Parámetro de proceso e índices de capacidad
 de las partes individuales. Número de categorías = 1 Información sobre conformancia y no conformancia. 2 – 4 Cartas de control insensibles, estimados gruesos de los parámetros del proceso e índices de capacidad. 5 o mas Cartas de control, Parámetro de proceso e índices de capacidad.")
141
Número de distintas categorías
Solo muestra si el Proceso esta produciendo partes conformes o no conformes Solo se usa para estimar parámetros de proceso Puede usarse para el control y análisis del proceso

142
Error de R & R El error total R&R es la razón de la variabilidad de la medición a la variabilidad total: Si las muestras seleccionadas no tienen la dispersión del rango de variación del proceso, la variación total observada puede ser más pequeña, la pesar de que la variación de la medición permanezca igual, y la razón de m a t se incrementará (hará que el gage parezca peor de que es)
")
143
Error de R & R - Selección de muestra
Selección adecuada de la muestra Selección de la muestra con mucho rango Selección de la muestra con poco rango

144
Error de R & R - Selección de muestra
Seleccionar muestras que cubran la dispersión normal del rango del proceso Esto incluye las muestras que son “desperdicio” A veces se hace tomando una muestra cada día durante varios días

145
GR & R – Resultados de Minitab

146
GR & R – Resultados de Minitab

147
GR & R – Criterio de Aceptación

148
Análisis de Repetibilidad y Reproducibilidad
La Repetibilidad es mayor que la reproducibilidad El instrumento necesita mantenimiento El gage debe ser rediseñado para ser mas rígido La sujeción o localización del indicador necesita ser mejorado Hay una excesiva variación dentro de las partes La Reproducibilidad es mayor que la repetibilidad Los evaluadores necesitan estar mejor capacitados La calibración del cuadrante del indicador no es clara Se requiere un dispositivo para ayudar al evaluador a usar el gage de manera más consistente

149
GR & R – Resultados de Minitab

150
GR & R – Resultados de Minitab
La gráfica de los componentes de variación representan las diferentes fuentes de % contribución y % de variación del estudio.

151
Salida de Minitab La carta R: si hay puntos fuera del límite superior de control, el operador tiene problemas para medir partes consistentemente. Si sus mediciones son consistentes, la carta debe estar en control

152
Salida de Minitab La carta X: dado que las partes que se seleccionaron para el estudio representan el rango total de partes posibles, esta carta deberá estar fuera de control

153
GR&R – Salida de Minitab
La gráfica By Part muestra todas las mediciones tomadas en el estudio, arregladas por parte. Las mediciones se representan por puntos; las medias se representan por círculos y cruces. La línea roja conecta las mediciones promedio para cada parte. Idealmente: Las múltiples mediciones para cada parte deben variar tan poco como sea posible (los puntos para una parte deben estar muy cercanos) Los promedios variarán lo suficiente para que las diferencias entre las partes sea muy clara
 Los promedios variarán lo suficiente para que las diferencias entre las partes sea muy clara.")
154
GR&R – Salida de Minitab
La gráfica By Operator muestra todas las mediciones tomadas en el estudio, arregladas por operador. Las mediciones se representan por puntos; las medias se representan por círculos y cruces. La línea roja conecta las mediciones promedio para cada parte. Idealmente: Las mediciones para cada operador variarán en cantidades similares Los promedio de las partes deben variar tan poco como sea posible

155
GR&R – Salida de Minitab
La gráfica Operator * Partr muestra los promedios de las mediciones tomadas por cada operador en cada parte del estudio, arregladas por parte. Cada línea de color conecta los promedios para un solo operador. Idealmente: Las líneas deben seguir el mismo patrón Los promedio de las partes variarán los suficiente de modo que las diferencias entre las partes sea clara

156
Estudios por Atributos
Los atributos no pueden ser medidos con una escala continua Los resultados son mas subjetivos que los de gages por Variables Se requieren mas muestras para evaluar el gage El operador es casi siempre el gage Seleccionar 30 a 100 muestras De ser posible que un experto evalue las partes Hacer que 3 operadores evaluen las partes 2 veces Registras los datos y analizarlos Comparar el acuerdo entre operadores y entre experto y operadores

157
Pruebas Destructivas En algunos casos, las muestras se destruyen durante la prueba Elongaciçon de cobre T&E’s Operadores subsecuentes no pueden medir la misma parte Para los GR&R con 5 muestras,3 operadores, 2 lecturas por muestra Seleccionar 5 lotes que abarquen el rango normal del proceso Seleccionar 6 partes por lote consistentes (6 piezas consecutivas) Cada operador mide 2 partes por lote Minitab analiza los datos usando un ANOVA anidado
 Cada operador mide 2 partes por lote. Minitab analiza los datos usando un ANOVA anidado.")
158
Preguntas frecuentes ¿Por qué se usa 5.15 para la variación del estudio? Se puede tomar como una tolerancia estimada para el 99% de probabilidad de área bajo la curva ( sigmas) ¿Cuál es la diferencia entre el % de contribución y el % de Study var? El primero es la razón de varianzas para una fuente de variación, mientras que el segundo es la razón de variaciones ¿Qué es el % de tolerancias? Minitab obtiene el % del error de una fuente respecto a tolerancia
 ¿Cuál es la diferencia entre el % de contribución y el % de Study var El primero es la razón de varianzas para una fuente de variación, mientras que el segundo es la razón de variaciones. ¿Qué es el % de tolerancias Minitab obtiene el % del error de una fuente respecto a tolerancia.")
159
Preguntas frecuentes ¿Cuál es el % del proceso?
Si se ha introducido una sigma histórica de proceso, Minitab calcula el % de proceso como 100 x variación de esa fuente dividido por 5.15 x la sigma histórica. Si las muestras no representan el rango de operación normal del proceso, este será un mejor estimado del estudio del error R&R total ¿Cuál es la diferencia entre un estudio Crossed y Nested? Para pruebas destructivas Minitab asume que las partes son casi idénticas, las pruebas las realiza el mismo operador (Nested) o diferentes operadores (Crossed)
 o diferentes operadores (Crossed)")
160
Minitab sesión 3

161
Minitab – Sesión 3 Realizar un estudio R&R – Archivo GAGE2.MTW

162
Proceso DMAIC

163
Mapas de proceso y diagramas de flujo

164
Mapas de Proceso En la Fase de Medición, el mapa del estado actual debe de ser creado para: Mostrar detalladamente los pasos del proceso específico o series de procesos Determinar las fuentes entrantes de variación y las características del potencial de salida para cada paso ¿Cuales son las entradas? ¿Cuanto pueden variar? ¿Cuáles son las salidas? ¿ Cuanto pueden variar? Identifica cuales son los datos que necesitan ser recopilados Los mismos símbolos son usados en los mapas de procesos y en los mapas de cadena de valor

165
Mapa de Proceso

166
Usando Mapas de Proceso

167
Proceso DMAIC

168
Planteamiento del problema enfocado

169
Estrategia de la Mejora del Proceso

170
Estrategias de Mejora Dos estrategias básicas
Incrementar el control del proceso para reducir el corrimiento o mejorar “centrando” las curvas Cambiar el proceso para reducir el ancho o dispersión de cada curva

171
Importancia – Definición del Problema
A veces la gente piensa que atacando el problema en general, pueden hacer grandes mejorar o lograr grandes ahorros (Taclear al elefante) Este enfoque usualmente se revierte por que es fácil equivocarse tratando de hacer todo a la vez En la práctica, es mas efectivo enfocarse en un componente específico del problema
 Este enfoque usualmente se revierte por que es fácil equivocarse tratando de hacer todo a la vez. En la práctica, es mas efectivo enfocarse en un componente específico del problema.")
172
¿Cómo enfocarse? No hay reglas que digan cuando el problema está suficientemente enfocado La meta es estrechar la definición del problema de manera que se pueda usar el tiempo y recursos mas efectivamente Una definición del problema enfocado describe específicamente que ocurre, cuando o en que circunstancias ocurre, y/o quien esta involucrado

173
Enfocando la Definición del Problema
Un enfoque deficiente del problema no responde a muchas preguntas Enfocar el problema respondiendo QUIEN, QUE, CUANDO, DONDE y CUAL (por ejemplo los 5PDV)
")
174
Enfoque del Problema – Ejemplos

175
Entregables de la Fase de Medición
Identificación del desempeño de la línea base Planteamiento del problema enfocado Estado actual documentado

176
Análisis

178
Causas Potenciales – Tormenta de Ideas
Propósito Tormenta de ideas es un método de generación de muchas ideas rápidas Fomenta la creatividad Involucra a todos Genera energía Separa personas de las Ideas que sugieren Usos en la fase de análisis Use la tormenta de ideas para generar muchas causas potenciales del problema definido en la fase de medición Use “5 W’s” para encontrar las causas raíz Pregunta clave: ¿ Por que esta pasando esto?

179
5 ¿¿Porqués?? Para sacar las causas raíz, empieza con el enfoque del problema y empieza a preguntar ¿Porqué? Cinco veces Ejemplo de problema enfocado: Los clientes se quejan sobre que tienen que esperar mucho para contactar al personal staff durante la hora de la comida

180
5 Porqués y una milla de pensamiento profundo

181
Análisis Causa y Efecto

182
Diagrama Causa y Efecto
El diagrama Causa – y – efecto es usado cando se tienen el problema enfocado para identificar todas las causas potenciales del problema. Un diagrama causa – y – efecto proveerá: Un camino fácil para identificar todas las causas posibles Una vista organizada de todas las posibles causas Entendimiento de las relaciones entre las posibles causas Diferenciar entre las causas raíz y las causas percibidas

183
Diagrama Causa y Efecto

184
Causas Raíz vs. Causas Percibidas
¿Qué atender? Tráfico intenso, despertar tarde, la alarma no sonó, no se puso la alarma, se durmió en el sofá

185
Diagrama Causa y Efecto
Muchos factores causaron variación caen en seis categorías: Material Maquinaria Mano de Obra Método Medio Ambiente Medición Estos factores son usados como los “huesos” principales en el Diagrama Causa y Efecto

186
Proceso DMAIC

187
Análisis de regresión

188
Correlación y Regresión
Tu piensas ¿que hay relación entre dos variables? ¿Qué tan fuerte es la relación? ¿Una puede ser usada para predecir la otra?

189
Correlación y Regresión
Correlación: es una medida de que tanto están dos variables correlacionadas Regresión: Es la ecuación matemática que describe la relación

190
Correlación y Regresión
La relación puede tomar varias formas

191
Correlación y Regresión Minitab
Cantidad gastada en publicidad y el volumen de ventas mensuales de los pasados 11 meses:

192
Correlación y Regresión Minitab
Seleccione Fitted Line Plot desde el menú de Regression en el menú Stat

193
Correlación y Regresión Minitab
Ventas ( sales) es Response por que es resultado de la publicidad (advertising) Publicidad (advertising) es Predictor por que es la variable que podemos cambiar
 es Response por que es resultado de la publicidad (advertising) Publicidad (advertising) es Predictor por que es la variable que podemos cambiar.")
194
Correlación y Regresión Minitab
La ecuación de regresión se encuentra en la gráfica La R-sq (R cuadrada) indica si la correlación es lo suficientemente fuerte para predecir al relación entre dos variables R-sq de 80% o más es una buena correlación
 indica si la correlación es lo suficientemente fuerte para predecir al relación entre dos variables. R-sq de 80% o más es una buena correlación.")
195
Correlación y Regresión
Interpretando R – cuadrada:

196
Correlación y Regresión
Tratar de extrapolar mas allá de los datos es riesgoso

197
Minitab Sesión 4

198
Minitab Sesión 4 Realizar un análisis de regresión: Stat > Regression > Fitted line plot Response Sales Predictor Advertising Seleccionar Linear model OK

199
Proceso DMAIC

200
Pruebas de hipótesis

201
Pruebas de Hipótesis ¿Por qué usar la Prueba de Hipótesis?
Debido a la variación, no hay dos cosas exactamente iguales Pruebas de hipótesis pueden decirnos si dos grupos son realmente diferentes (estadísticamente significativo) o si la diferencia es debida a la variación natural ¿El primer turno se desarrolla mejor que el segundo turno?
 o si la diferencia es debida a la variación natural. ¿El primer turno se desarrolla mejor que el segundo turno")
202
Pruebas de Hiótesis La diferencia entre las dos medias se puede dar por la variación natural en el proceso ………. o puede haber una diferencia real

203
Pruebas de Hipótesis ¿Cómo funciona?
La prueba revisa si hay una diferencia estadística significativa Ayuda a determinar si la diferencia entre 2 grupos es mayor que la esperada de las causas comunes La prueba te da el valor P, que es la probabilidad (o posibilidad) de que dos grupos son realmente los mismos, y la diferencia es solo debido a una variación natural.
 de que dos grupos son realmente los mismos, y la diferencia es solo debido a una variación natural.")
204
Desarrollando la Hípótesis
Para realizar la prueba se deben comprender las hipótesis: La hipótesis nula H0= No hay diferencia entre los grupos La hipótesis alternativa Ha= los grupos son diferentes El propósito de la hipótesis es dar algo a probar La hipótesis nula, o por omisión, establece siempre que no hay diferencia entre los grupos.

205
P – value La prueba nos da el P – value para la hípótesis nula
El P – value nos da la probabilidad que la hipótesis nula H0, es correcta Si P 0.05, se rechaza la H0 y se acepta la Ha ( los grupos son diferentes) Si P 0.05, no se rechaza la H0 ( se debe asumir que los grupos son similares)
 Si P 0.05, no se rechaza la H0 ( se debe asumir que los grupos son similares)")
206
Dos Tipos de Error Tipo I : Decidir que los grupos son diferentes cuando no lo son Tipo II: No detectar diferencia cuando la hay

207
Tipos de Pruebas de Hipótesis
Prueba de hipótesis Propósito Prueba t – 1 muestra Compara una media muestral a la media histórica u objetivo Prueba t – dos muestras Compara las medias de dos grupos independientes Prueba Z – 1 muestra Compara una media muestral a la media poblacional u objetivo ANOVA (Prueba F) Compara dos o más medias de grupos Prueba de igualdad de varianzas Compara dos o más varianzas de grupos ANOM Compara dos o más medias de grupos a la media general de todos los grupos Prueba Chi Cuadrada Compara dos o más proporciones de grupos
 Compara dos o más medias de grupos. Prueba de igualdad de varianzas. Compara dos o más varianzas de grupos. ANOM. Compara dos o más medias de grupos a la media general de todos los grupos. Prueba Chi Cuadrada. Compara dos o más proporciones de grupos.")
208
Pruebas de Hipótesis en Minitab
Todas las pruebas se pueden hacer en Minitab, se puede encontrar en el menú Basic Statistics o ANOVA

209
Pruebas t Son usadas para comparar 2 promedios
Hay tres tipos de pruebas t t de 1 Muestra Para comparar un promedio de muestra a un promedio histórico (u objetivo) t de 2 Muestra Para comparar dos promedios de muestras independientes Prueba t pareada Para comparar dos promedios de muestras de conjuntos de muestras “Pareadas”
 t de 2 Muestra. Para comparar dos promedios de muestras independientes. Prueba t pareada. Para comparar dos promedios de muestras de conjuntos de muestras Pareadas")
210
Prueba t Interpretando resultados
Si el P – value es 0.05, se concluye que hay una diferencia estadística en las dos medias.

211
ANOVA ANOVA ANalisis de(Of) Varianzas
Hay una prueba estadística que usa varianzas para comparar múltiples promedios de grupos simultaneamente, llamado: ANOVA ANalisis de(Of) Varianzas En vez de comparar promedios en pares, se compara la variación entre los grupos a la variación dentro de grupos Si la variación entre grupos es la misma que la variación dentro de los grupos, se puede decir que no hay diferencia entre los promedios de los grupos Nota: ANOVA asume que las varianzas dentro de grupos son las mismas ( no diferentes). Una prueba para varianzas iguales debe de ser desarrollada para validar es suposición NOTA: ANOVA asume que las varianzas dentro de los grupos no son diferentes. Se debe hacer una prueba de igualdad de varianzas para validar este supuesto
 Varianzas. En vez de comparar promedios en pares, se compara la variación entre los grupos a la variación dentro de grupos. Si la variación entre grupos es la misma que la variación dentro de los grupos, se puede decir que no hay diferencia entre los promedios de los grupos. Nota: ANOVA asume que las varianzas dentro de grupos son las mismas ( no diferentes). Una prueba para varianzas iguales debe de ser desarrollada para validar es suposición. NOTA: ANOVA asume que las varianzas dentro de los grupos no son diferentes. Se debe hacer una prueba de igualdad de varianzas para validar este supuesto.")
212
ANOVA El diagrama muestra, que la variación dentro del grupo aparece mas pequeña que la variación entre grupos, entonces la prueba probablemente muestra al menos uno de los grupos es diferentes al resto.

213
ANOVA Una vía . . . Una vía (Sin apilar) . . .
Si los datos están en una columna y la etiquetas del grupo estan en otra columna Una vía (Sin apilar) . . . Si cada grupo esta en su propia columna
 Si cada grupo esta en su propia columna.")
214
ANOVA El valor de P te dice si los grupos son significativamente diferentesunos de otros. P 0.05, dos o mas grupos son significativamente diferentes. El valor F describe la razón de variación dentro del grupo y entre el grupo.

215
ANOVA Interpretando resultados
Dos o más medias son diferentes estadísticamente Si se puede dibujar una línea que no intersecte C2, C3 y C4, se puede concluir que C1 tiene una media diferente estadísticamente significativa en relación a C2, C3 y C4 Si se puede dibujar una línea que si intersecte C2, C3 y C4, no se puede concluir que C2, C3 y C4 tienen medias diferentes unas de otras

216
Prueba de Varianzas Iguales
Para validar la suposición que la varianza dentro de grupos es la misma para ANOVA o para probar si 2 o mas grupos tienen diferentes varianzas, use la Prueba de Igualdad deVarianzas

217
Prueba para Varianzas Iguales
Interpretando resultados: Si el valor de P es 0.05, concluimos que hay diferencia estadística de variación de al menos dos de los grupos Usar la Prueba de Bartlett para datos normales Usar la Prueba de Levene para datos no normales

218
Análisis de Medias (ANOM)
Esta prueba estadística compara las medias de cada subgrupo con la media de todos los grupos Llamada ANOM ANálisis de (Of) Medias Si la media de cualquier grupo cae mas allá de los límites de control para la media de todos los grupos, podemos concluir que es estadísticamente diferente de la media general.
 Medias. Si la media de cualquier grupo cae mas allá de los límites de control para la media de todos los grupos, podemos concluir que es estadísticamente diferente de la media general.")
219
ANOM Los datos deben Estar apilados para un ANOM

220
ANOM – Interpretación de Resultados
Como ninguna de las media excede los límites de control, podemos concluir que ninguno de los termómetros es significativamente diferente de la media general

221
ANOM – Interpretación Resultados
En el diagrama se muestran los puntos E y F con resultados muy altos, y el punto B tiene un resultado peor en comparación al promedio de todos los resultados La diferencia entre ANOM y ANOVA: ANOM prueba si los grupos difieren de su promedio general ANOVA prueba si los grupos difieren entre sí

222
Minitab - Sesión 5

223
Minitab – Sesión 5 Realizar pruebas de hipótesis Pruebas t

224
Minitab – Sesión 5 Realizar pruebas de hipótesis ANOVA ANOM
Prueba de igualdad de varianzas

225
Entregables de la Fase de Análisis
Causas raíz identificadas y verificadas

226
Prueba de Normalidad

227
Datos Normales Muchas herramientas asumen que los datos son normales:
Cartas de Control (individuales y X-barra para potencial completo) Análisis de la Capacidad del Proceso Pruebas de Hipótesis(excepto para igualdad de Varianzas ) Regresión (residuos) DOE (residuos) Hay muchos riesgos cuando se usan estas herramientas si los datos no son normales!!
 Análisis de la Capacidad del Proceso. Pruebas de Hipótesis(excepto para igualdad de Varianzas ) Regresión (residuos) DOE (residuos) Hay muchos riesgos cuando se usan estas herramientas si los datos no son normales!!")
228
Revisando la Normalidad
¿Cuál de los siguientes juegos de datos son normales?

229
Revisando la Normalidad
Antes de usar ciertas herramientas, los datos deben de ser verificados en normalidad Estadística Descriptiva Gráfica de Probabilidad (Normal) Prueba de Normalidad La H0 es que los datos estar normalmente distribuidos Si P > 0.05, se acepta la H0 y se concluye que los datos son normales Blackbelts te pueden ayudar a checar los datos en normalidad
 Prueba de Normalidad. La H0 es que los datos estar normalmente distribuidos. Si P > 0.05, se acepta la H0 y se concluye que los datos son normales. Blackbelts te pueden ayudar. a checar los datos en normalidad.")
230
Revisando la Normalidad
¿Cuál de estos grupos de datos son normales? TODOS SON NORMALES!!!

231
Los Blackbelts te ayudan a trabajar con los datos no normales
¿Qué hacer con los datos que no son normales? Revisas factores dependientes del tiempo Use series de tiempo para ver corrimientos en medias o variación Estratificar de datos Use Diagramas de Pareto Revisar datos que no pertenecen Revisar múltiples distribuciones Transformar los datos Usar transformación Box – Cox Aplique una transformación no lineal por prueba y error Los Blackbelts te ayudan a trabajar con los datos no normales

232
Cartas de Control Muchas de las “pruebas” aplicadas durante las cartas de control están construidas en base a una distribución normal

233
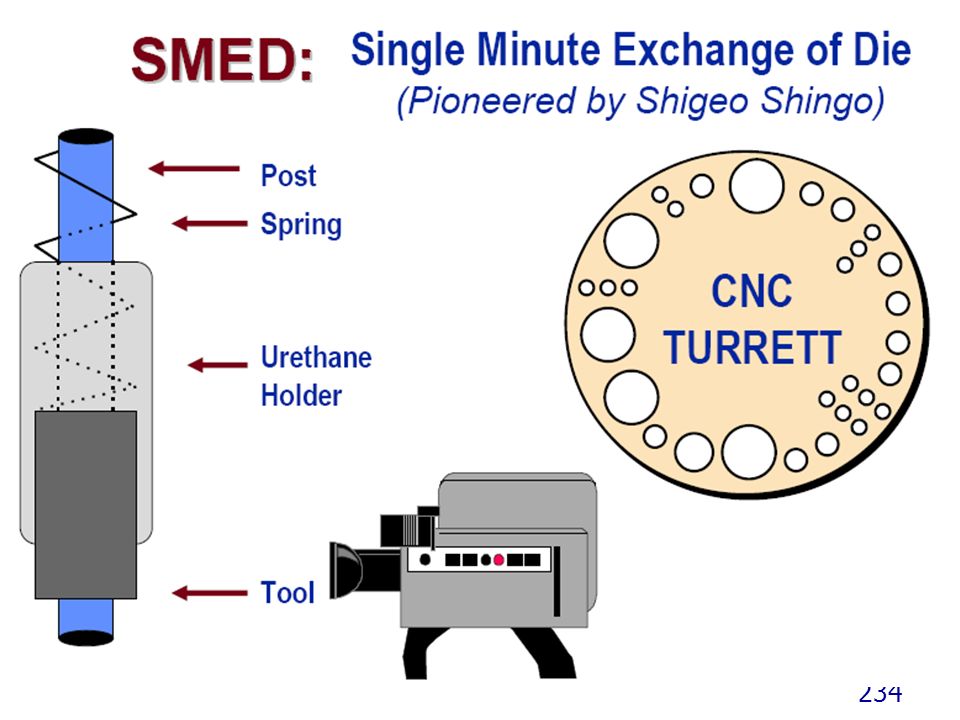
SMED

235
Reducción de la preparación

236
Interno vs. Externo Interno Externo
Solo puede ser dado cuando la maquine se pare Por ejemplo: Los dados solo pueden ser cambiados cuando la máquina este parada Externo Solo puede ser dado cuando la máquina todavía este trabajando. El material puede ser apilado para la siguiente corrida

237
4 Pasos para Reducir Tiempos de preparación
Estudiar el proceso Estudio de muestreo del trabajo Videograbar las actividades Entrevistar trabajadores Mapeo del proceso (identifique actividades internas y externas) Liste y clasifique cada actividad Dominar la distinción entre prepraciones y ajustes internos y externos, es el pasaporte para lograr el SMED Convierta actividades Internas en Externas Piense fuera del proceso Racionalizar las actividades Internas y Externas Elimine / combine activides Repetir el proceso
 Liste y clasifique cada actividad. Dominar la distinción entre prepraciones y ajustes internos y externos, es el pasaporte para lograr el SMED. Convierta actividades Internas en Externas. Piense fuera del proceso. Racionalizar las actividades Internas y Externas. Elimine / combine activides. Repetir el proceso.")
238
Paso 1: Estudio del Proceso
Grabe toda la operación Enfóquese en los movimientos de las manos, ojos y cuerpo de la persona que esta haciendo la operación Use la función de tiempo y fecha de la cámara si lo tiene Muestre el video a la persona de preparación y ajuste y a las demás personas involucradas con el equipo Diga a la persona de preparación y ajuste que describa lo que esta haciendo El grupo comparte sus ideas sobre la operación Estudie el video con detalle, anote los tiempo y movimientos paso a paso, pare si es necesario el video

239
Paso 2: Mapeo del Proceso
Distinguir claramente los elementos como externos e internos Crear una lista de verificación de herramientas, especificaciones y trabajadores requeridos Indicar los valores apropiados para las condiciones de operación tales como presión, corriente y volumen de descarga para su medición Desarrollar una función que se asegure que todas las herramientas funcionan perfectamente Todo el transporte durante el proceso externo mientras las maquinas están funcionando

240
Paso 3: Convertir Interno en Externo
Aislé la función y el propósito de cada operación Mueva los elementos internos a los externos Piense las formas de realizar como externas las preparaciones y ajustes de las condiciones de operación que se realizan ahora como internas (v. gr. Precalentamiento) Estandarice solo aquellas partes con funciones esenciales para la operación ( dimensionando, centrando, asegurado, sujeción)
 Estandarice solo aquellas partes con funciones esenciales para la operación ( dimensionando, centrando, asegurado, sujeción)")
241
Listas de verificación
La lista de verificación debe incluir: Herramientas, especificaciones y trabajadores Valores apropiados para las condiciones de operación como temperatura, presión y velocidad de alimentación Checar la lista antes de parar la máquina previene descuidos o errores que se tendrían que corregir después de que se han iniciado las operaciones internas Es muy importante establecer una lista de verificación específica para cada máquina u operación

242
Paso 4: Mejorar cada Elemento
Empiece con el Interno: Cuando las operaciones deben hacerse al frente y atrás de la máquina, usar dos personas Use sistemas de fijación funcionales tales como una vuelta, un movimiento y candadeo Reduce o elimina ajustes por medio de marcas en las herramientas, mejorando escalas y dispositivos y mediciones Mecanice o automatice Después haga lo Externo Mejore el almacenaje y el transporte de herramientas ( color, código, etc.)
")
243
Estandarización de funciones
Puede aplicarse a dimensionando, centrando o asegurado, etc. Mire detenidamente cada función individual en el proceso y decide que funciones pueden ser estandarizadas Mire de nuevo y piense sobre cual puede ser mas eficiente usando las menos partes posibles

244
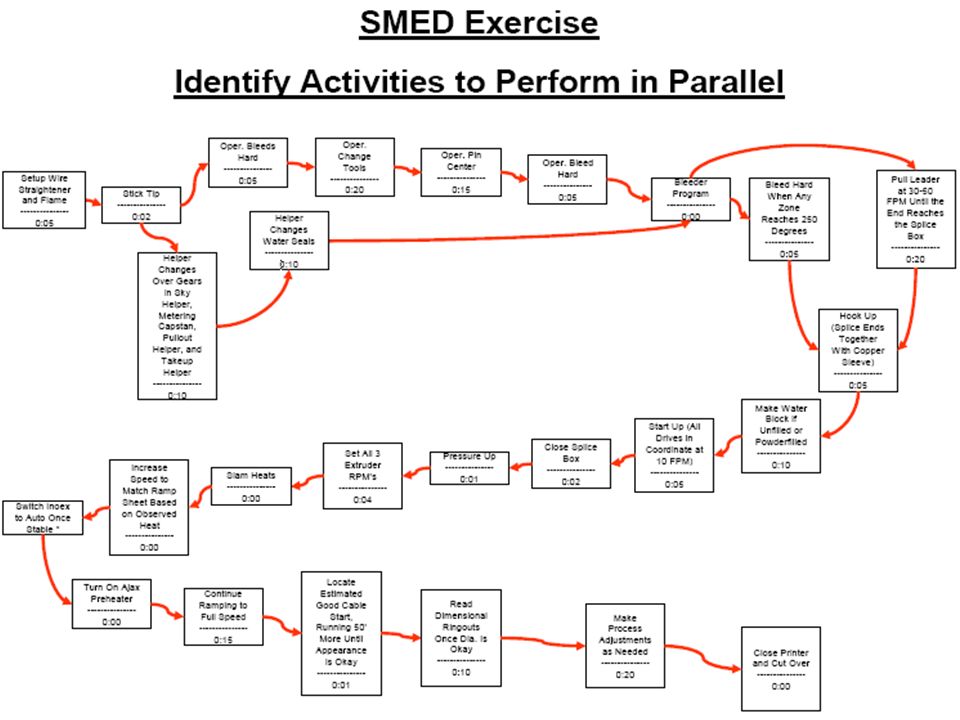
Implementando Operaciones Paralelas
Operaciones Paralelas divides las operaciones entre dos o mas personas, así el tiempo de ir y regresar se puede eliminar Cuando el proceso este terminado usando las operaciones paralelas, es importante mantener operaciones confiables y seguras y minimizar el tiempo de espera Desarrolle y utilice un diagrama de proceso

245
Uso de sujetadores funcionales
Usando tornillos y tuercas como sujetadores reduce los tiempos de preparación interna de diversas maneras: Las tuercas se pierden Las tuercas no coinciden Las tuercas toman mucho tiempo para apretarse Los sistemas de sujeción funcional incluyen métodos de una vuelta, un movimiento y unión

246
Método de Una - vuelta Método de perforación en forma de pera
Método de ranura en U Método de Sujetador Método de roldana en C Método de cuerdas partidas

247
Método de Un – Movimiento
Levas y sujetadores Pernos cónicos Topes de resorte Succión magnética o por succión al vacio

248
Métodos de Unión Puede ser descrito simplemente como el ajuste y acomode de dos partes juntas sin usar una sujeción

249
Eliminando ajustes Si los ajustes pueden ser eliminados, muchas máquinas pueden salvar el tiempo muerto Haga una escala graduada con marcas indicando varias ubicaciones Requiere que los operadores confien menos en la intuición y más en valores constantes numéricas para los ajustes de la máquina Use dispositivos de medición para establecer una distancia confiable cada vez Usar líneas de centrado y planos de referencia Los dispositivos en V permiten que la máquina se alinie Automáticamente cada vez

250
Mecanizar La mecanización debe de ser considerada después de racionalizar la preparación y ajuste con las técnicas antes mencionadas. Mecanizar una operación ineficiente puede resultar en reducciones de tiempo pero no mejora el proceso Usar grúas para la inserción en las máquinas Mover dados pesados en carros Apretar y aflojar dados por control remoto Use la energía de las prensas para mover los dados

251
Racionalizar ajustes externos
Incluye el almacén y el transporte de partes y herramientas ¿Cuál es la mejor manera de organizar estos artículos? ¿Cómo puedo mantener en perfectas condiciones los artículos y tenerlos listos para la siguiente operación? ¿Cuántos de estos artículos debe tenerse en el almacén?

252
Mejorando el transporte de partes y herramientas
Para acortar el tiempo de la maquina pagada, el transporte de estos artículos debe hacerse durante el proceso externo (aún si son necesarios más movimientos extra en total) Las partes nuevas y las herramientas pueden ser transportadas a la máquina antes de que se apague para el cambio Las partes viejas y otras herramientas no deben retirarse hasta que las partes nuevas son instaladas y la máquina este produciendo un nuevo producto
 Las partes nuevas y las herramientas pueden ser transportadas a la máquina antes de que se apague para el cambio. Las partes viejas y otras herramientas no deben retirarse hasta que las partes nuevas son instaladas y la máquina este produciendo un nuevo producto.")
253
Reducción de la preparación
Miremos un ejemplo de un Cable!!!

254
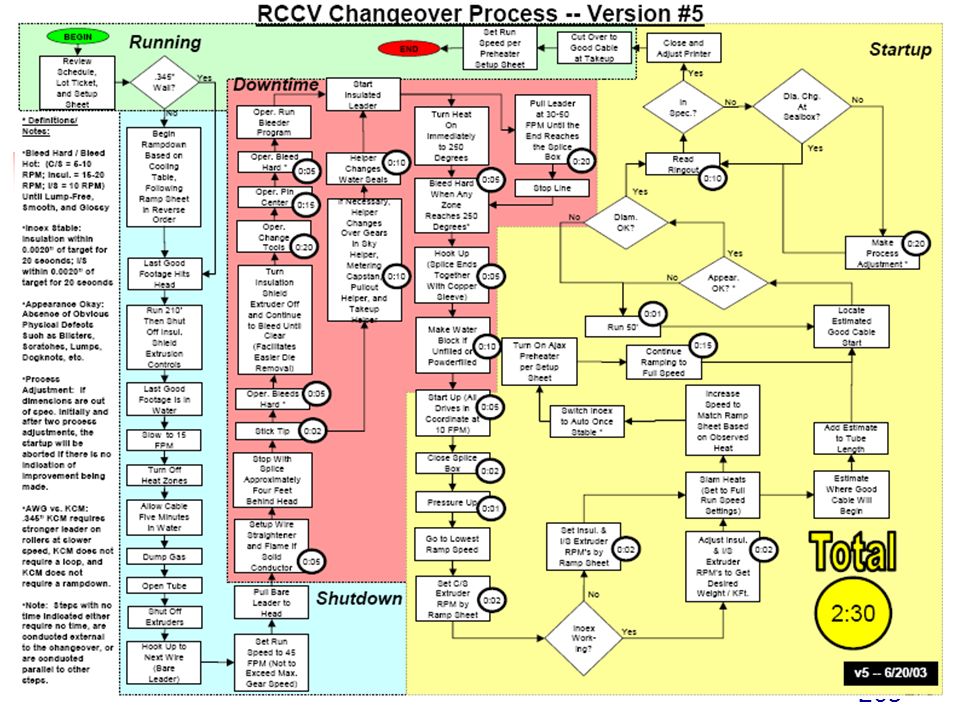
Reducir tiempo de cambios RCCV Jimmy Stevens – Malvern Plant
Ejemplo SMED Reducir tiempo de cambios RCCV Jimmy Stevens – Malvern Plant

255
Proyecto Charter: Personas: Financieros Datos
Reducir el tiempo asociado con RCCV por medio de la identificación e implementación de mejores prácticas Personas: Facilitador: Bruce Evey Champion: Bill Garibay Mentor: Tor Chamberlain Team Members: Clientes: Planta Malvern / División Energía Financieros Oportunidad de ahorros: $ Datos Línea base de datos ENERO – DICIEMBRE 2002 del sistema HFA

257
Paso Inicial Revisar si existe un procedimiento ISO
Desarrollar el cuestionario del operador para obtener información sobre las prácticas actuales ( entrevistas con cada uno ) Comparar la retroalimentación del operador al procedimiento ISO para generar el diagrama de flujo actual, mostrando los pasos del procedimiento con cada operador de RCCV identificado
 Comparar la retroalimentación del operador al procedimiento ISO para generar el diagrama de flujo actual, mostrando los pasos del procedimiento con cada operador de RCCV identificado.")
261
Mejoras Identificar las mejores prácticas Ejercicio SMED Ruta crítica
Revisar la retroalimentación de cada operador Identificar positivos y negativos asociados con cada opción, considerando la relación entre el tiempo muerto, desperdicio y el personal involucrado en cada paso. Ejercicio SMED Considere los pasos para moverse de interno a externo Identifique actividades que puedan desarrollarse simultáneamente por el operador Ruta crítica Usada para identificar formas adicionales para racionalizar el proceso Mantener el enfoque en los artículos apropiados que impactan en el tiempo de cambio

264
KAIZEN Se desarrolló el proceso para reducir el tiempo promedio de cambio Se probó el nuevo proceso con 4 diferentes operadores durante 5 kaizens separados Resultados Finales Representa el 72.5% de reducción en el tiempo sin valor agregado $42.1 M de ahorros anuales

Presentaciones similares